SISTEMA Y PROCEDIMIENTO PARA LA PRODUCCIÓN CONTINUA DE CONTENEDORES DE PLÁSTICO MOLDEADO.
Sistema (10) para la fabricación de contenedores de plástico, que incluye:
una fuente (12) para proporcionar una corriente continua de plástico fundido, un cortador (20) para cortar una serie continua de cargas de molde individuales a partir de dicha corriente continua, una máquina de moldeado por compresión de preformas (24) para el moldeado de dichas cargas individuales de molde en una serie continua de preformas de contenedor de plástico, una máquina de moldeado por soplado (42) que incluye una pluralidad de moldes de soplado (44) dispuestos en una serie continua para la recepción de dichas preformas de contenedor de plástico individuales en secuencia y el moldeado por soplado de dichas preformas en una serie continua de contenedores de plástico, caracterizado porque el sistema incluye un accionamiento común (52) acoplado y que coordina la operación continua y sincronizada de dicha fuente (12), dicho cortador (20), dicha máquina de moldeado por compresión (24) y dicha máquina de moldeado por soplado (42), en el que dicho accionamiento común (52) incluye un mecanismo de accionamiento/control conectado a un accionamiento de dicha fuente (12), dicho cortador (20), un accionamiento de dicha máquina de moldeado por compresión (24), y un accionamiento de dicha máquina de moldeado por soplado (42)
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2004/038493.
Solicitante: GRAHAM PACKAGING PET TECHNOLOGIES, INC..
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 2401 PLEASANT VALLEY ROAD YORK, PA 17402 ESTADOS UNIDOS DE AMERICA.
Inventor/es: LARSEN,W.,Bruce.
Fecha de Publicación: .
Fecha Solicitud PCT: 17 de Noviembre de 2004.
Clasificación Internacional de Patentes:
- B29B11/12 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29B PREPARACION O PRETRATAMIENTO DE MATERIAS A CONFORMAR; FABRICACION DE GRANULOS O DE PREFORMAS; RECUPERACION DE LAS MATERIAS PLASTICAS O DE OTROS CONSTITUYENTES DE MATERIALES DE DESECHO QUE CONTIENEN MATERIAS PLASTICAS. › B29B 11/00 Fabricación de preformas (B29C 61/06 tiene prioridad). › Moldeo por compresión.
- B29C43/08 B29 […] › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto. › con un movimiento circular.
- B29C49/02 B29C […] › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por soplado combinado con la fabricación de la preforma o del parisón.
- B29C49/78 B29C 49/00 […] › Medida, control o regulación.
Clasificación PCT:
- B29B11/12 B29B 11/00 […] › Moldeo por compresión.
- B29C43/08 B29C 43/00 […] › con un movimiento circular.
- B29C43/58 B29C 43/00 […] › Medida, control o regulación.
- B29C49/02 B29C 49/00 […] › Moldeo por soplado combinado con la fabricación de la preforma o del parisón.
- B29C49/24 B29C 49/00 […] › Revestimiento o marcado.
- B29C49/36 B29C 49/00 […] › girando alrededor de un eje.
- B29C49/78 B29C 49/00 […] › Medida, control o regulación.
- B29K67/00 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › Uso de poliésteres como material de moldeo.
Clasificación antigua:
- B29B11/12 B29B 11/00 […] › Moldeo por compresión.
- B29C43/08 B29C 43/00 […] › con un movimiento circular.
- B29C43/58 B29C 43/00 […] › Medida, control o regulación.
- B29C49/02 B29C 49/00 […] › Moldeo por soplado combinado con la fabricación de la preforma o del parisón.
- B29C49/78 B29C 49/00 […] › Medida, control o regulación.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre.
PDF original: ES-2364481_T3.pdf
Fragmento de la descripción:
La presente invención se refiere a contenedores de plástico moldeados por soplado, y más particularmente a un sistema y a un procedimiento para la producción continua de contenedores de plástico a partir de polímero en fase fundida.
Antecedentes y descripción de la invención
El documento US-A-2002/0088767 describe un sistema para la fabricación de contenedores de plástico que comprende un extrusor acoplado a un dispositivo de moldeado por compresión para la formación de una preforma.
Las preformas para contenedores de plástico moldeados por soplado normalmente se producen en procesos por lotes, en el que uno o más polímeros en fase sólida tales como tereftalato de polietileno (PET) se funden y se inyectan en moldes de las preformas. Las preformas moldeadas por inyección son moldeados por soplado para formar contenedores de plástico, usualmente en algún momento posterior. Un objeto general de la presente invención es proporcionar un sistema y un procedimiento para la producción continua de contenedores de plástico moldeados por soplado a partir de polímero fundido.
La presente invención proporciona un sistema para la fabricación de contenedores de plástico, según la reivindicación 1.
La presente invención también proporciona un procedimiento para fabricar recipientes de plástico según la reivindicación 13.
Un sistema para la fabricación de contenedores de plástico, de acuerdo con uno de los aspectos actualmente preferidos de la invención, incluye una fuente para proporcionar un flujo continuo de plástico fundido, y un cortador para cortar una serie continua de cargas de molde individuales a partir de la corriente continua de plástico fundido. Una máquina de moldeado por compresión incluye una pluralidad de moldes de compresión dispuestos en una serie continuada para la recepción de las cargas de molde en secuencia y el moldeado por compresión de las cargas de molde en una serie continua de preformas de contenedor de plástico individuales. Una máquina de moldeado por soplado incluye una pluralidad de moldes de soplado dispuestos en una serie continua para recibir las preformas de los contenedores de plástico individuales en secuencia y el moldeado por soplado de las preformas en una serie continua de contenedores de plástico. Una unidad común coordina el funcionamiento continuo y sincrónico de la fuente de plástico fundido, el cortador, la máquina de moldeado por compresión y la máquina de moldeado por soplado para proporcionar la serie continua de contenedores de plástico a partir de la corriente continua de plástico fundido.
Un procedimiento para la fabricación de contenedores de plástico, de acuerdo con otro aspecto preferido de la presente invención, incluye suministrar una corriente continua de plástico fundido, cortar la corriente continua en cargas de molde individuales, y transferir las cargas de molde en secuencia en una serie continua de moldes de compresión. Una serie continua de preformas de contenedores de plástico son moldeadas por compresión en los moldes de compresión, y se transfieren en secuencia a una serie continua de moldes de soplado. Una serie continua de contenedores de plástico se forma en los moldes de soplado y se retiran en secuencia. La etapa de transferencia de las preformas a los moldes de soplado preferentemente incluye acondicionar las preformas para la preparación para el moldeado por soplado.
Breve descripción del dibujo
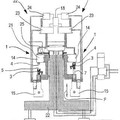
La invención, junto con objetos adicionales, características, ventajas y aspectos de la misma, se entenderá mejor con la siguiente descripción, la reivindicación adjunta y el dibujo adjunto, que es un diagrama esquemático de un sistema para la fabricación de contenedores de plástico, de acuerdo con una realización preferida de la invención.
Descripción detallada de las realizaciones preferidas
El dibujo ilustra un sistema 10 para la fabricación de contenedores de plástico de acuerdo con una realización preferida de la invención. Un extrusor 12 recibe uno o más materiales de resina de plástico de tolvas asociados 14. El extrusor 12 es accionado por un motor 16 para proporcionar una corriente continua de material de resina de plástico en la fase fundida a una boquilla de extrusión 18.El material de resina de plástico puede comprender PET fundido, por ejemplo, para la fabricación de contenedores de construcción de PET monocapa. Como una alternativa, múltiples extrusores 12 pueden suministrar corrientes asociadas de material plástico fundido a la boquilla 18, con la boquilla 18 estando construida para proporcionar una corriente continua de material de resina por capas para la fabricación de contenedores de múltiples capas. Estos contenedores pueden tener capas de superficie interna y externa de construcción de PET, por ejemplo, y una o más capas intermedias de material de barrera, tal como alcohol vinílico de etileno (EVOH) o nylon, para retardar la migración de gas, vapor de agua y/o saborizantes a
través la pared del contenedor. Como otra alternativa, el extrusor 12 puede ser sustituido por un reactor en el que se produce el material de resina, tal como PET, mediante polimerización de fase fundida.
La corriente continua de resina de plástico fundido se suministra a un cortador de cuentas 20 y un mecanismo de transferencia 22 para cortar una serie continua de cargas molde individuales a partir del flujo continuo de resina plástica, y transferir las cargas de molde a moldes individuales 26 de una máquina de moldeado por compresión 24. La máquina de moldeado por compresión 24 incluye preferentemente una pluralidad de moldes de compresión 26 dispuestos en una serie continua para la recepción de las cuentas de carga del molde en secuencia y el moldeado por compresión de las cuentas de carga del molde en una serie continua de las preformas del contenedor de plástico individual. Los moldes de compresión 26 preferentemente son llevados por una torreta giratoria 28, que se acciona en sincronía con la rotación del cortador 20 y el mecanismo de transferencia 22. La máquina de moldeado por compresión 24, el mecanismo de transferencia 22 y el cortador 20 pueden ser tal como se describe en la patente US
5.866.177 o 6.349.838, por ejemplo.
Después de que las preformas han sido moldeadas por compresión y enfriadas lo suficiente para conservar su forma, las preformas son retiradas individualmente de los moldes 26 y son transferidas mediante ruedas u otros dispositivos de transferencia adecuados 30, 32 a una etapa de acondicionamiento 34. En la etapa de acondicionamiento 34, las preformas se suministran en un bucle 36 alrededor de una rueda 38, y luego de vuelta a una rueda de transferencia de la preforma 40. Durante el desplazamiento en el bucle 36, las preformas se dejan enfriar desde la temperatura a la salen de la máquina de moldeado por compresión 24 hasta una temperatura adecuada para el moldeado por soplado. Por ejemplo, las preformas de PET se pueden retirar de la máquina de moldeado por compresión 24 a una temperatura de aproximadamente 138ºC a 149ºC (280º a 300ºF), y se dejan enfriar en la etapa de acondicionamiento 34 a una temperatura de 99ºC a 104ºC (210ºF a 220ºF) adecuada para el moldeado por soplado. La etapa de acondicionamiento 34 también puede incluir un calentamiento selectivo para obtener un perfil de temperatura en la preforma adecuado para el moldeado por soplado, y puede incluir la cristalización de porciones de la preforma, tales como el acabado de las preformas. La etapa de acondicionamiento 34 puede comprender una rueda giratoria o torreta, o un bucle de transporte extendido a lo largo del cual las preformas son llevadas.
Después del acondicionamiento de las preformas en la etapa 34, las preformas se transfieren a una máquina de moldeado por soplado 42 mediante la rueda, la torreta u otro dispositivo de transferencia adecuado 40.La máquina de moldeado por soplado 42 incluye una serie continua de moldes de soplado 44 montados en una torreta o similar 46 para la recepción de las preformas en secuencia, y el moldeado por soplado de las preformas en contenedores de geometría deseada. (La referencia al moldeado por compresión o al moldeado por soplado de preformas o contenedores “en secuencia” no significa que las preformas o los contenedores estén formados de uno en uno. En efecto, máquina de moldeado por compresión 24 y/o la máquina de moldeado por soplado 42 preferentemente incluye instalaciones para el moldeado por compresión o el moldeado por soplado de preformas y contenedores múltiples en cada etapa del molde). La máquina... [Seguir leyendo]
Reivindicaciones:
1. Sistema (10) para la fabricación de contenedores de plástico, que incluye:
una fuente (12) para proporcionar una corriente continua de plástico fundido, un cortador (20) para cortar una serie continua de cargas de molde individuales a partir de dicha corriente continua, una máquina de moldeado por compresión de preformas (24) para el moldeado de dichas cargas individuales de molde en una serie continua de preformas de contenedor de plástico, una máquina de moldeado por soplado (42) que incluye una pluralidad de moldes de soplado (44) dispuestos en una serie continua para la recepción de dichas preformas de contenedor de plástico individuales en secuencia y el moldeado por soplado de dichas preformas en una serie continua de contenedores de plástico, caracterizado porque el sistema incluye un accionamiento común (52) acoplado y que coordina la operación continua y sincronizada de dicha fuente (12), dicho cortador (20), dicha máquina de moldeado por compresión (24) y dicha máquina de moldeado por soplado (42), en el que dicho accionamiento común (52) incluye un mecanismo de accionamiento/control conectado a un accionamiento de dicha fuente (12), dicho cortador (20), un accionamiento de dicha máquina de moldeado por compresión (24), y un accionamiento de dicha máquina de moldeado por soplado (42).
2. Sistema según la reivindicación 1, que también incluye un acondicionador de preformas (34) conectado entre dicha máquina de moldeado por compresión (24) y dicha máquina de moldeado por soplado (42) para el acondicionamiento de preformas de dicha máquina de moldeado por compresión (24) de preparación para el moldeado por soplado en dicha máquina de moldeado por soplado (44), y en el que dicho accionamiento común (52) está también acoplado y coordina el funcionamiento continuo y sincronizado de dicho acondicionador (34).
3. Sistema según la reivindicación 2, que también incluye un dispositivo de transferencia (40) conectado a dicho acondicionador de preformas (34) para el transporte de dichas preformas acondicionadas a dicha máquina de moldeado por soplado (42), y en el que dicho accionamiento común (52) está también acoplado y coordina el funcionamiento continuo y sincronizado de dicho dispositivo de transferencia (40).
4. Sistema según la reivindicación 1, que también incluye un transportador (50) conectado a dicha máquina de moldeado por soplado (42) para la recepción de dicha serie continua de contenedores de plástico de dicha máquina de moldeado por soplado (42), y en el que dicho accionamiento común (52) está también acoplado y coordina el funcionamiento continuo y sincronizado de dicho transportador (50).
5. Sistema según la reivindicación 1, en el que dicha máquina de moldeado por compresión (24) incluye una torreta
(28) que lleva una pluralidad de moldes de compresión (26) para la recepción de una serie continua de cargas de molde en secuencia cortadas de dicha corriente y el moldeado por compresión de las cargas en dicha serie continua de preformas, y en el que dicho accionamiento común (51) también está acoplado y coordina el funcionamiento continuo y sincronizado de la máquina de dicha torreta de la máquina de moldeado por compresión (28).
6. Sistema según la reivindicación, en el que dicha máquina de moldeado por soplado (42) incluye una torreta (46) que lleva dicha pluralidad de moldes de soplado (44) y en el que dicho accionamiento común (52) está también acoplado y coordina el funcionamiento continuo y sincronizado de dicha torreta de la máquina de moldeado por soplado (46).
7. Sistema según la reivindicación 2, en el que dicho acondicionador de preformas (34) incluye un bucle (36) alrededor de la cual dicha preforma se desplaza y en el que dicho accionamiento común (52) se acopla y coordina el funcionamiento continuo y sincronizado de dicho bucle (36).
8. Sistema según la reivindicación 1, en el que dicha máquina de moldeado por compresión (24) moldea múltiples preformas en cada etapa de moldeado.
9. Sistema según la reivindicación 1, en el que dicha máquina de moldeado por soplado (42) moldea múltiples contenedores en cada etapa de moldeado.
10. Sistema según la reivindicación, en el que dicho mecanismo de accionamiento/control incluye electrónica de control servo para la operación de sincronización de los motores servo conectados a dicha fuente (12), y la máquina de moldeado por compresión (24), y dicha máquina de moldeado por soplado (42).
11. Sistema según la reivindicación 1, en el que dicho mecanismo de accionamiento/control comprende un solo motor conectado mediante mecanismos de accionamiento a mecanismos operativos de dicha fuente (12), dicha máquina de moldeado por compresión (24), y dicha de moldeado por soplado (42).
12. Sistema según la reivindicación 1, en el que dicha fuente (12) incluye un extrusor (12) que proporciona dicha corriente continua y en el que dicho accionamiento común (52) está también acoplado y coordina operaciones
continuas y sincronizadas de dicho extrusor (12).
13. Procedimiento para la fabricación de contenedores de plástico, que incluye las etapas de:
(a) proporcionar una corriente continua de plástico fundido,
(b) moldear por compresión dicho plástico en una serie continua de preformas de contenedores de plástico,
(c) transferir de dicha serie continua de preformas de contenedores de plástico en secuencia a una serie continua de moldes de soplado (44),
(d) moldear por soplado una serie continua de contenedores de plástico en dichos moldes de soplado (44),
(e) retirar dichos contenedores en secuencia de dichos moldes de soplado (44), caracterizado porque el procedimiento incluye la etapa
(f) de operar dichas etapas (a) a (e) de forma sincronizada para proporcionar una serie continua de contenedores moldeados por soplado a partir de dicha corriente de plástico fundido, en el que la etapa (f) de operación de forma sincronizada comprende la conexión de un mecanismo de accionamiento/control común o integrado (52) en un accionamiento de un extrusor (12) para proporcionar dicha corriente continua de plástico fundido, un accionamiento de una torreta de una máquina de moldeado por compresión (28) que lleva una pluralidad de máquinas de moldeado por compresión (26) para dicha etapa de moldeado por compresión de dichas preformas, un accionamiento de un dispositivo de transferencia (40) para dicha etapa de transferencia de dichas preformas a dichos moldes de soplado (44), un accionamiento de una torreta de una máquina de moldeado por soplado (48) que lleva dichos moldes de soplado (44), y un accionamiento de un transportador
(50) para dicha etapa de retirada de dichos contenedores de dichos moldes de soplado (44).
14. Procedimiento según la reivindicación 13, que incluye la etapa de corte de dicha corriente continua en cargas de molde individuales y transferir dichas cargas de molde en secuencia a una serie continua de moldes de compresión
(26) para dicha etapa de moldeado por compresión, y en el que dicha etapa de operación (f) incluye la operación de dicha etapa de corte de manera sincronizada con las etapas (a) a (o).
15. Procedimiento según la reivindicación 13, en el que dicha etapa (c) incluye el acondicionamiento de dichas preformas de contenedores de plástico de preparación para el moldeado por soplado en dicha etapa (d).
16. Procedimiento según la reivindicación 13, que incluye al menos una etapa, antes de dicha etapa (c) o con posterioridad a dicha etapa (e), seleccionada del grupo consistente en:
cristalización de todo o una porción de un acabado de la preforma o contenedor, y fijación la totalidad o una porción de un acabado a la preforma o contenedor.
17. Procedimiento según la reivindicación 13, que incluye la etapa de fijación de una etiqueta al contenedor durante
o después de dicha etapa (d).
18. Procedimiento según la reivindicación 13, en el que la corriente continua de plástico fundido se suministra a un cortador (20) y al mecanismo de transferencia (22) para cortar una serie continua de cargas de molde individuales a partir de dicha corriente y transferir las cargas de molde en moldes de compresión individuales (26) llevados por una torreta (28) que se opera de forma sincronizada con el cortador (20) y el mecanismo de transferencia (22).
19. Procedimiento según la reivindicación 13, en el que después de dicha etapa (d) las preformas se transfieren a una etapa de acondicionamiento en donde se dejan enfriar hasta una temperatura adecuada para el moldeado por soplado.
20. Procedimiento según la reivindicación 19, en el que dicha etapa (f) incluye la operación de las etapas (a) a (e) de manera sincronizada con dicha etapa de acondicionamiento.
21. Procedimiento según la reivindicación 13, en el que después de dicha etapa (b) las preformas se transfieren a una etapa de acondicionamiento en la que se calientan a una temperatura adecuada para el moldeado por soplado.
22. Procedimiento según la reivindicación 13, en el que durante dicha etapa (b) múltiples preformas son moldeadas por compresión en un único ciclo de moldeado.
23. Procedimiento según la reivindicación 13, en el que durante dicha etapa (d) múltiples contenedores son moldeados por soplado en un único ciclo de moldeado.
Patentes similares o relacionadas:
Procedimiento y dispositivo de sobremoldeo por inyección, del 15 de Julio de 2020, de AISAPACK HOLDING SA: Dispositivo de sobremoldeo por inyección que comprende al menos una mesa rotativa en montaje revólver en la que van embarcados moldes refrigerados, comprendiendo […]
Aparato y método para el procesamiento de dosis, del 27 de Noviembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un aparato que comprende: - un dispositivo de coextrusión para extruir una estructura multicapa que tiene al menos una capa primaria y al menos una capa […]
 Vidrio texturado para invernaderos y proceso de fabricación asociado, del 25 de Junio de 2019, de SAINT-GOBAIN GLASS FRANCE: Lámina transparente que comprende una textura en relieve sobre una primera de sus caras principales, caracterizada porque si n es el índice de refracción […]
Vidrio texturado para invernaderos y proceso de fabricación asociado, del 25 de Junio de 2019, de SAINT-GOBAIN GLASS FRANCE: Lámina transparente que comprende una textura en relieve sobre una primera de sus caras principales, caracterizada porque si n es el índice de refracción […]
Aparato para formar dispositivos de apertura en un material de envase de lámina para envasar productos alimenticios vertibles, del 31 de Enero de 2018, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un aparato (10, 10', 10") para formar dispositivos de apertura sobre un material de envase de lámina para envasar productos alimenticios vertibles; comprendiendo dicho […]
Métodos y dispositivos para aplicar partículas a la superficie de productos moldeados, del 2 de Agosto de 2017, de NESTEC S.A.: Un método para fabricar un producto moldeado que comprende un diseño tridimensional no distorsionado y partículas que no distorsionan la forma del […]
Aparato y procedimiento de suministro de resina fundida, del 10 de Mayo de 2017, de Toyo Seikan Group Holdings, Ltd: Un aparato de suministro de resina fundida que comprende: una extrusora provista de un orificio de extrusión desde el que una resina en el estado fundido se […]
 ELEMENTO DECORATIVO Y METODO DE FABRICACION DEL MISMO, del 22 de Enero de 2015, de RANERA BARBERAN, Carlota: El elemento decorativo comprende un cuerpo flexible , constituido por una pluralidad de tramos de hilo o cordón de un material pastoso solidificado, […]
ELEMENTO DECORATIVO Y METODO DE FABRICACION DEL MISMO, del 22 de Enero de 2015, de RANERA BARBERAN, Carlota: El elemento decorativo comprende un cuerpo flexible , constituido por una pluralidad de tramos de hilo o cordón de un material pastoso solidificado, […]
 Máquina dotada de una pluralidad de dispositivos de accionamiento, del 23 de Mayo de 2012, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Máquina que comprende una pluralidad de dispositivos de accionamiento soportados por medios demesa giratoria giratorios para accionar medios de moldeo […]
Máquina dotada de una pluralidad de dispositivos de accionamiento, del 23 de Mayo de 2012, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Máquina que comprende una pluralidad de dispositivos de accionamiento soportados por medios demesa giratoria giratorios para accionar medios de moldeo […]