30 patentes, modelos y diseños de BWG BERGWERK- UND WALZWERK-MASCHINENBAU GMBH
Procedimiento e instalación de tratamiento de banda para la unión de bandas metálicas.
Sección de la CIP Técnicas industriales diversas y transportes
(29/05/2019). Inventor/es: HOFFMANN, JENS, NOE,ANDREAS,DR, AMBAUM,FRIEDHELM. Clasificación: B21D39/03, B21C47/24.
Procedimiento para la unión de un final de banda de una primera banda metálica (B1) al principio de banda de una segunda banda metálica (B2) en una instalación de tratamiento de banda, posicionándose el final de banda y el principio de banda uno encima de otro formando un solapamiento y uniéndose entre sí en la zona del solapamiento en varios puntos de unión mediante clinchado sin separación, caracterizado por que el grosor (D1) del final de banda de la primera banda metálica (B1) y el grosor (D2) del principio de banda de la segunda banda metálica (B2) se miden dentro de la instalación de tratamiento de banda antes de la unión y por que el proceso de clinchado se controla o regula en dependencia de los grosores medidos antes de la unión, controlándose o regulándose la profundidad de introducción del punzón o del punzón de la herramienta de clinchado en dependencia de los grosores (D1, D2) medidos antes de la unión.
PDF original: ES-2743187_T3.pdf
Dispositivo y procedimiento de tratamiento continuo de una banda metálica.
(22/03/2019) Dispositivo de tratamiento continuo de una banda metálica , especialmente una banda metálica de aluminio o una aleación de aluminio o de metal no férrico o una aleación de metal no férrico, con al menos un dispositivo de atemperado a través del cual se hace pasar flotando la banda metálica , y
con al menos un equipo de regulación de la posición de la banda que trabaja sin contacto y con el cual se puede controlar o regular la posición de la banda metálica en el plano (E) de circulación de la banda y transversalmente a la dirección (B) de circulación de dicha banda, y que presenta al menos un motor lineal , presentando el dispositivo de atemperado al menos un trayecto de calentamiento en el lado de entrada y un trayecto de refrigeración en el lado de salida,
…
Procedimiento para unir bandas metálicas.
Sección de la CIP Técnicas industriales diversas y transportes
(14/03/2018). Inventor/es: HOFFMANN, JENS, NOE,ANDREAS,DR, AMBAUM,FRIEDHELM. Clasificación: B21D39/03, B21C47/24.
Procedimiento para unir un final de una primera banda metálica (B1) con el principio de una segunda banda metálica (B2), especialmente en instalaciones de tratamiento de bandas, en el que se posicionan el final y el principio de las bandas uno sobre otro formando un solapamiento y se unen éstos en la zona del solapamiento en varios puntos de unión por medio de un ensamble por penetración sin seccionamiento, caracterizado por que la primera banda (B1) y/o la segunda banda (B2) están configuradas como bandas metálicas laminadas en frío y no recocidas, estableciéndose para la unión de las bandas, por medio de un ensamble por penetración, al menos 20 puntos de unión por metro de anchura de las bandas.
PDF original: ES-2668347_T3.pdf
Procedimiento y dispositivo para alinear bandas de metal por estiramiento y flexión.
(25/01/2017) Procedimiento para alinear bandas de metal por estiramiento y flexión, especialmente bandas de acero de alta resistencia), en el que la banda atraviesa un conjunto de rodillos de fijación de entrada (E) para la formación de la tracción y un conjunto de rodillos de fijación de salida (A) para la supresión de la tracción, en el que la banda (B) se dobla entre el conjunto de rodillos de fijación de entrada (E) y el conjunto de rodillos de fijación de salida (A) en primer lugar alternando alrededor de rodillos de estiramiento apoyados individualmente y en el que se eleva en este caso el grado de estiramiento y en el que la banda (B) circula a continuación a través de un conjunto de alineación (V) de cuatro rodillos conectado a continuación del último rodillo de estiramiento con una pluralidad de rodillos de alineación…
Procedimiento y dispositivo para la medición de la planeidad de cintas.
Secciones de la CIP Técnicas industriales diversas y transportes Física
(28/09/2016). Inventor/es: NOE,ANDREAS,DR, NOÉ,ROLF. Clasificación: B21B37/28, G01L5/10, G01N3/08, G01L5/04, G01N3/00, B21B38/02, G01N3/02.
Rodillo de medición para la medición de la planeidad de cintas movidas en una dirección de marcha de cinta (x), especialmente de cintas metálicas al pasar por líneas de proceso de cinta o laminadores, con al menos una barra de medición integrada que se extiende a lo largo de la longitud de rodillo (L) en forma de hélice u oblicua, con respecto a la dirección de marcha de cinta (x), para la determinación de las fuerzas de tracción que actúan sobre la cinta que rodea parcialmente el rodillo de medición , disponiéndose la barra de medición durante la determinación de la fuerza de tracción con su zona inicial (A) y su zona extrema (B) al menos parcialmente en el interior del arco abrazado (α) formado por la cinta y apoyándose respectivamente por los extremos en dispositivos dinamométricos del rodillo de medición.
PDF original: ES-2608576_T3.pdf
Dispositivo de corte de bandas, chapas o similares y procedimiento de determinación y/o calibrado de la rendija de corte en tal dispositivo.
(25/05/2016) Dispositivo de corte o seccionamiento de bandas, chapas o similares, especialmente bandas, chapas o similares de metal, que comprende
un dispositivo de corte que presenta al menos una primera cuchilla y al menos una segunda cuchilla que están distanciadas una de otra en una medida que forma la rendija de corte (S),
en el que, para determinar la rendija de corte (S), tanto la primera cuchilla como la segunda cuchilla llevan asociado al menos un respectivo dispositivo de medida de posición ,
en el que el dispositivo de medida de posición está configurado como un dispositivo de medida por contacto y/o como un dispositivo de medida sin contacto que trabajan directamente sobre una superficie de medida que está formada por la superficie frontal de una cuchilla y/o una superficie de asiento de un portacuchillas asociada…
Rodillo de medición de planeidad con barra de medición en dirección de marcha de cinta.
(20/04/2016) Rodillo de medición de planeidad para la determinación de fallos de planeidad de una cinta , especialmente de una cinta metálica, mediante una medición de la distribución de la tensión por tracción de cinta a lo largo de la anchura de cinta, con varios puntos de medición integrados en la superficie de rodillo que, para la medición de la tensión de cinta, se disponen repartidos por la anchura de rodillo (B) en diferentes posiciones de anchura, presentando los puntos de medición respectivamente una barra de medición que se alinea con la superficie de rodillo, apoyándose las barras de medición respectivamente en dos sensores de medición de fuerza dispuestos sucesivamente en dirección…
Procedimiento y dispositivo de enderezamiento continuo por estiramiento y flexión de bandas metálicas.
(20/04/2016) Procedimiento de enderezamiento continuo por estiramiento y flexión de bandas metálicas, en el que una banda sometida a una tensión de tracción por debajo del límite de elasticidad es curvada alternativamente alrededor de al menos cuatro rodillos de enderezamiento en el dominio plástico o elástico-plástico y experimenta entonces un estiramiento plástico,
en el que se ajustan los radios de flexión en los cuatro rodillos de enderezamiento de manera individualizada en cada caso y con independencia uno de otro, caracterizado por que se aproximan los cuatro rodillos de desviación , regulados en posición, para ajustar los radios de flexión,
ajustándose las posiciones de los rodillos de desviación con…
Dispositivo y procedimiento para el tratamiento continuo de una banda metálica.
(24/06/2015) Dispositivo para el tratamiento continuo de una banda metálica , especialmente de una banda metálica de aluminio o de una aleación de aluminio o de metal no ferroso o de una aleación de metal no ferroso, con al menos un dispositivo de temperación, que está realizado como horno de flotación de bandas por el que se hace pasar flotando la banda metálica y con un dispositivo de regulación de marcha de banda con el que se puede controlar o regular la posición de la banda de metal en el plano de marcha de banda y transversalmente con respecto a la dirección de marcha de banda, presentando el horno de flotación de bandas al menos…
Dispositivo de revestimiento de bandas.
(25/12/2013) Dispositivo de revestimiento de bandas para el revestimiento de bandas, en particular de bandas metálicas(M),
con al menos un cabezal de aplicación para la aplicación de materiales de revestimiento sobre una banda quecircula a través de un dispositivo de revestimiento , en el que el cabezal de aplicación presenta al menos unrodillo de aplicación , que aplica el material de revestimiento sobre la banda (M) y
con al menos un rodillo de apoyo dispuesto sobre el lado de la banda que está opuesto al cabezal de aplicación así como con al menos un rodillo de tensión dispuesto sobre el lado de la banda (M) que está opuesto alcabezal de aplicación ,
en el que el cabezal…
Procedimiento para eliminar curvaturas transversales de bandas metálicas.
(04/09/2013) Procedimiento para eliminar curvaturas transversales de bandas metálicas en una línea de proceso de bandas con al menos un equipo de tratamiento que ha de ser recorrido por la banda metálica, en el que se captan las curvaturas transversales en una zona de la línea de proceso de bandas y se eliminan únicamente las curvaturas transversales por medio de al menos un rodillo de corrección ajustable en su profundidad de penetración, y en el que la eliminación de las curvaturas transversales se efectúa en una zona de la línea de proceso de bandas situada inmediatamente delante del equipo de tratamiento de bandas.
Procedimiento para el enderezamiento de una banda metálica.
(04/09/2013) Procedimiento para el enderezamiento de una banda metálica , en particular de una banda metálica fina conun espesor ≤ 1 mm, en el que entre el conjunto de rodillos de frenado y el conjunto de rodillos de tracción enal menos un grupo de roidillos de enderezamiento con al menos cuatro rodillos de enderezamiento (4.1 a 4.7) secorrigen curvaturas longitudinales a través de flexión, en el que el diámetro de los rodillos de enderezamiento (4.1 a4.7) es tan grande que la banda sigue, a la tracción seleccionada de la banda, la curvatura de los rodillos deenderezamiento, y en el que la posición de los rodillos de enderezamiento (4.1 a 4.7) y, por lo tanto, la profundidadde inmersión de un rodillo de enderezamiento entre dos rodillos de enderezamiento adyacentes del grupo de rodillosde enderezamiento está predeterminada…
Procedimiento para la nivelación de bandas metálicas.
(27/06/2012) Procedimiento para la nivelación de bandas metálicas , en particular bandas metálicas finas, por ejemplo dealeaciones de aluminio, en el transcurso de laminación, nivelación y/o enderezamiento por tracción, con undispositivo con al menos un conjunto de rodillos tensores con al menos dos rodillos tensores , en elque la banda metálica que esta bajo tracción frontal se desforma, al menos por secciones, plásticamente,caracterizado porque a través de la articulación de al menos un rodillo tensor en el plano de avance de labanda (B) y/o transversalmente al plano de avance de la banda (B) se ajuste un grado de nivelación variable sobrela anchura de la…
Procedimiento y dispositivo para unir bandas metálicas mediante soldadura de puntos por fricción.
(27/06/2012) Procedimiento para unir un final (1a) de una primera banda metálica con el principio (2a) de una segunda banda metálica , especialmente en la zona de entrada de una instalación de tratamiento de bandas,
en el que se posicionan el final de banda (1a) y el principio de banda (2a) formando un solapamiento y se sueldan éstos uno con otro en la zona de solapamiento por medio de varios puntos de soldadura (P),
en el que se aplican los puntos de soldadura (P) mediante soldadura de puntos por fricción, caracterizado porque se inmovilizan durante la soldadura el final de banda (1a) por medio de al menos un dispositivo de sujeción del lado de salida y el principio de banda (2a) por medio de al menos un dispositivo de sujeción del lado de entrada,
a cuyo fin se inmoviliza primero…
Procedimiento y dispositivo para el estiramiento por tracción de bandas metálicas.
(23/05/2012) Procedimiento para el estiramiento continuo por tracción de bandas metálicas (B), en particular de delgadasbandas metálicas,
siendo la banda metálica deformada plásticamente en una o varias zonas de estiramiento bajo una tensión detracción situada en la región del límite de estiramiento o por encima de él, caracterizado
porque la banda metálica es calentada dentro de por lo menos una zona de estiramiento (R), en la que la bandametálica está puesta bajo una tensión de tracción situada en la región del límite de estiramiento o por encima de él,para el ajuste de una distribución de las temperaturas que es heterogénea a lo largo de la anchura de la banda, escalentada por lo menos por zonas a lo largo de la anchura de…
Rodillo de medición de la planeidad y procedimiento para la determinación de errores de planeidad de una banda.
(23/05/2012) Rodillo de medición para la determinación de errores de planeidad de una banda y/o para la determinaciónde la tracción de una banda , especialmente de una banda metálica, con al menos una viga de medición (5, 5a)integrada en la envolvente de los rodillos o bien en la superficie de los rodillos, que está apoyada sobre sensores,caracterizado porque la viga de medición (5, 5 5a) se extiende como viga de medición de la tracción de la banda (5,5a) para la determinación del desarrollo temporal de la tracción de la banda a lo largo de la dirección circunferencialsobre una zona circunferencial predeterminada.
TRANSPORTADOR DE BARRAS ELEVADORAS.
(04/03/2010) Transportador de barras elevadoras para el transporte sincronizado de bobinas de chapa , paquetes de chapa o producto de transporte similar, con al menos una barra elevadora que se puede subir y bajar entre superficies de apoyo laterales por medios de dispositivos de elevación así como con barras elevadoras que se pueden desplazar en la dirección de transporte (T) por medio de al menos un accionamiento de propulsión , caracterizado porque el accionamiento de propulsión está configurado como accionamiento doble, por ejemplo accionamiento de doble cilindro con al menos un primer accionamiento de propulsión, por ejemplo un cilindro de propulsión y al menos un segundo accionamiento de propulsión desplazable…
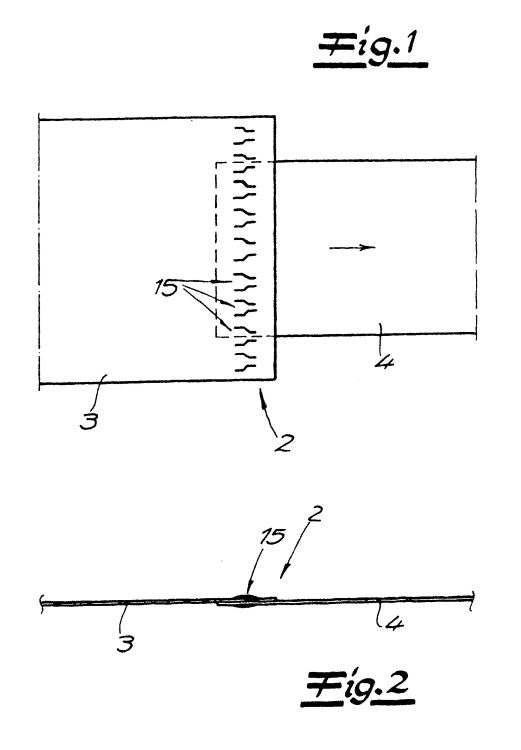
PROCEDIMIENTO PARA PEGAR UNA UNION DE CINTAS Y APLICADOR DE CINTA ADHESIVA.
Secciones de la CIP Técnicas industriales diversas y transportes Mecánica, iluminación, calefacción, armamento y voladura
(01/05/2009). Ver ilustración. Inventor/es: NOE,ANDREAS,DR. Clasificación: B21C47/24, F16B11/00, B21B15/00.
Procedimiento para pegar una unión configurada como una unión troquelada de dos extremos de cintas metálicas unidos uno con otro por medio de troquelado y dotados de una anchura de cinta desigual, en el que se pegan sobre el lado superior y el lado inferior de la unión de cintas sendos tramos de cinta adhesiva y en el que la longitud de los dos tramos de cinta adhesiva corresponde sustancialmente a la anchura del tramo de cinta metálica más ancho.
INSTALACION DE TRATAMIENTO DE BANDAS PARA ENFEREZAR BANDAS METALICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2009). Ver ilustración. Inventor/es: NOE, ROLF, DIPL.-ING., NOE, ANDREAS, DR. MONT., DIPL.-ING.. Clasificación: B21D1/02, B21D1/05.
Procedimiento para eliminar curvaturas transversales de bandas metálicas en una línea de proceso de bandas con al menos un equipo de tratamiento que ha de ser recorrido por la banda metálica, en el que se captan las curvaturas transversales en una zona de la línea de proceso de bandas y se eliminan únicamente las curvaturas transversales por medio de al menos un rodillo de corrección ajustable en su profundidad de penetración, y en el que la eliminación de las curvaturas transversales se efectúa en una zona de la línea de proceso de bandas situada inmediatamente delante del equipo de tratamiento de bandas.
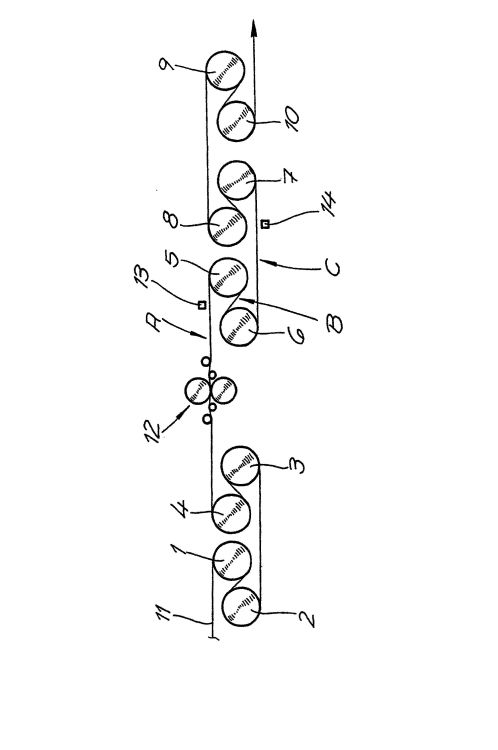
INSTALACION DE TRATAMIENTO DE BANDAS PARA ENDEREZAR BANDAS METALICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/12/2008). Ver ilustración. Inventor/es: NOE, ROLF, DIPL.-ING., NOE, ANDREAS, DR. MONT., DIPL.-ING.. Clasificación: B21B1/28, B21D1/05, B21B39/08.
Instalación de tratamiento de bandas para enderezar bandas metálicas , especialmente bandas de acero fino inoxidable, que comprende un bastidor de acabado y al menos un par de rodillos de estiramiento por tracción pospuestos directamente al bastidor de acabado y constituidos por al menos dos rodillos tensores , caracterizada porque entre el bastidor de acabado y el primer rodillo tensor del par de rodillos de estiramiento por tracción está materializada una zona de preestiramiento (A) y entre el primer rodillo tensor y el segundo rodillo tensor del par de rodillos de estiramiento por tracción está materializada al menos una primera zona de reestiramiento (B).
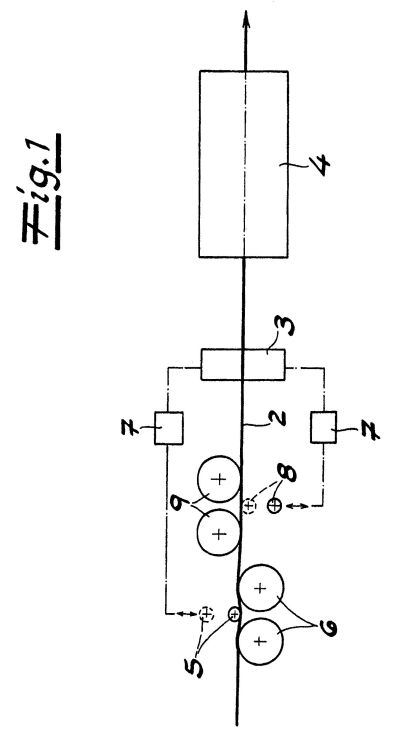
INSTALACION DE ESTIRADO POR TRACCION PARA BANDAS DE ACERO Y DE METAL.
Sección de la CIP Técnicas industriales diversas y transportes
(16/10/2007). Ver ilustración. Inventor/es: NOE, ROLF, DIPL.-ING., NOE,ANDREAS,DR. Clasificación: B21D1/05.
Instalación de estirado por tracción para bandas de acero y de metal, especialmente en el intervalo de espesor de 0, 1 a 4 mm, con un juego de rodillos de frenado (rodillos 1 - 4) que, en combinación con el rodillo accionado , forma un primer trayecto de estirado o zona de estirado, y con un juego de rodillos de tracción (rodillos 6 - 9)que forma con el rodillo accionado un segundo trayecto de estirado o zona de estirado, caracterizada porque la longitud de los trayectos o zonas de estirado primero y segundo asciende en cada caso a al menos 0, 5 veces la anchura máxima de la banda.
PROCEDIMIENTO PARA LA MEDICION SIN CONTACTO DE LA PLANEIDAD DE BANDAS METALICAS DE MATERIALES FERROMAGNETICOS.
(01/04/2007) Procedimiento para la medición sin contacto de la planeidad de bandas metálicas de materiales ferromagnéticos en el curso de la pasada de líneas de proceso de la banda o de trenes de laminación en frío, de acuerdo con el cual - se magnetiza la banda de material respectiva en un campo magnético de un excitador alimentado con una corriente alterna, siendo controlada la curva de histéresis de la banda metálica con la frecuencia de la corriente alterna, - se detecta la intensidad del campo magnético tangencial generada a través del excitador con la ayuda de un sensor de la intensidad del campo magnético durante el control de la curva de histéresis, en el que: - durante el control de la curva de histéresis se deriva una señal, cuyo desarrollo…
PROCEDIMIENTO PARA REBORDEAR BANDAS, ESPECIALMENTE BANDAS METALICAS LAMINADAS EN CALIENTE.
(16/11/2006) Procedimiento para el rebordeado de bandas, especialmente de bandas metálicas laminadas en caliente en una cizalla de rebordear con cabezas de corte que se pueden desplazar a ambos lados de la banda respectiva y con una unidad de regulación del centro de la banda que se puede colocar delante de la cizalla de rebordear, en el que la posición de los cantos de la banda y, dado el caso, la anchura de la banda que entra en la cizalla de rebordear es medida inmediatamente delante de las cabezas de corte o de sus cuchillas de corte por decirlo así en la cizalla de rebordear, en el que la unidad de regulación del centro de la banda coloca la banda antes, durante o después del encaje de las cuchillas de corte para…
PROCEDIMIENTO PARA DETECTAR DEFECTOS DE MEDIDA DE PLANEIDAD EN FLEJES, ESPECIALMENTE FLEJES DE ACERO Y DE METAL, Y RODILLO DE MEDIDA DE PLANEIDAD.
(16/08/2006) Procedimiento para detectar errores de planeidad en flejes , especialmente flejes de acero y de metal, por medio de una medición de la distribución de la tensión de tracción del fleje en toda la anchura de éste, en el que el fleje sometido a tensión de tracción en toda la anchura del mismo abraza a un rodillo de medida de planeidad con un ángulo de abrazamiento prefijado y, en correspondencia con la distribución local de la tensión de tracción longitudinal en la dirección de la anchura del fleje, ejerce así sobre el rodillo de medida de planeidad unas fuerzas de apriete locales a partir de las cuales se puede establecer la distribución de la tensión de tracción del fleje, en el que el rodillo de medida de planeidad presenta al menos un…
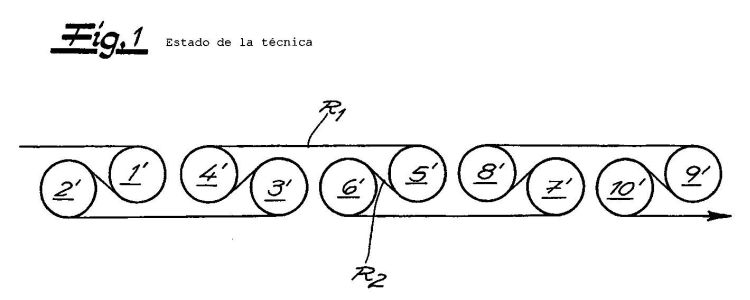
PROCEDIMIENTO PARA EL ESTIRADO CONTINUO POR TRACCION DE BANDAS METALICAS E INSTALACION DE ESTIRADO POR TRACCION.
(16/05/2006) Procedimiento para el estirado continuo por tracción de bandas metálicas , especialmente con un espesor de banda de 0, 05 mm a 1, 5 mm, según el cual la respectiva banda recorre un juego de rodillos de frenado y un juego de rodillos de tracción y es sometida entre ambos juegos de rodillos a una tracción de alargamiento en el curso de su estirado en el dominio plástico, caracterizado porque la banda recorre entre los dos juegos de rodillos una zona de estirado (I) del lado de entrada entre dos rodillos de estirado por tracción de un par de rodillos de estirado por tracción del lado de entrada, una zona de estirado (III) del lado de salida entre dos rodillos de estirado por tracción de un par de rodillos de estirado por tracción del lado de salida y una zona de estirado central…
PROCEDIMIENTO Y DISPOSITIVO PARA LA MEDICION DE LA PLANEIDAD DE BANDAS.
(16/07/2004) Medición de la planicidad de bandas de metal que pasan por una planta de tratamiento de bandas o laminador, mediante la aplicación de una fuerza de tensión y banda de detección de irregularidades. La fuerza frontal de tensión (Fz) se reduce antes y/o en la región de medida (M) para ser capaz de excluir errores causados por la tensión frontal durante las medidas de la cualidad de plano. El proceso para medir la cualidad de plano de bandas de metal durante el transcurso de una pasada de la banda a través de una planta de tratamiento de bandas o un laminador comprende la aplicación de una fuerza de tensión (Fz) preescrita a la banda…
PROCEDIMIENTO PARA REDUCIR LA LONGITUD DE LA CHATARRA AL LAMINAR BANDAS METALICAS UNIDAS POR MEDIO DE COSTURAS DE SOLDADURA Y TREN TANDEM PARA REALIZAR EL PROCEDIMIENTO.
(16/03/2004) Procedimiento para reducir la longitud de la chata rra al laminar bandas metálicas unidas por medio de costuras de soldadura , especialmente al laminar en frío bandas de acero fino austenítico y ferrítico, en un tren tándem continuo con al menos dos cajas de laminación , según el cual - se detiene, o se transporta en marcha muy lenta, la costura de soldadura correspondiente delante de la primera caja de laminación , mientras que la segunda caja de laminación sigue laminando la banda metálica (7b) adelantada con respecto a la costura de soldadura y recibe la banda metálica - a seguir laminando - de un acumulador de banda dispuesto entre ambas cajas de laminación , - se abre la primera caja de laminación y se trans porta la costura de soldadura a través de la primera caja de laminación , - a continuación,…
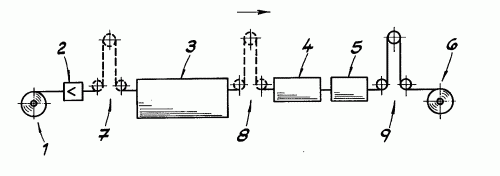
PROCEDIMIENTO Y LINEA DE TRATAMIENTO PARA LA FABRICACION DE BANDAS METALICAS CON SUPERFICIES DE LA BANDA DESCASCARILLADAS.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(01/02/2002). Ver ilustración. Inventor/es: NOE, ROLF, DIPL.-ING., NOE, ANDREAS, DR. DIPL. ING. Clasificación: C21D8/02, B21D1/05, B21B45/06.
SE TRATA DE UN PROCEDIMIENTO PARA LA FABRICACION DE BANDAS METALICAS CON UNA SUPERFICIE DESCASCARILLADA, DESPUES DE LA CUAL CADA BANDA METALICA SE RECUECE, SE ESTIRA Y SE DECAPA. EL ESTIRAMIENTO TIENE LUGAR JUSTAMENTE ANTES DEL RECOCIDO Y EL DECAPADO, JUSTO DESPUES DEL RECOCIDO, DE TAL MANERA QUE SE CONSIGUE UNA SUPERFICIE ESPECIALMENTE LIMPIA, SIN QUE SEA NECESARIO RADIACIONES Y/O CEPILLADO DE LA SUPERFICIE DE LA BANDA METALICA ANTES DEL DECAPADO.
PROCEDIMIENTO PARA LA ELABORACION DE BANDAS DE ACERO LAMINADAS EN FRIO A BASE DE ACERO INOXIDABLE Y BANDAS METALICAS, EN PARTICULAR A BASE DE ALEACIONES DE TITANIO.
Secciones de la CIP Química y metalurgia Técnicas industriales diversas y transportes
(16/11/1998). Inventor/es: NOE, ROLF, DIPL.-ING., BAUKLOH, DIETER, DIPL.-ING., NOE, ANDREAS, DR. MOT., DIPL.-ING. Clasificación: C22F1/18, C21D8/02, B21B45/06.
SE TRATA DE UN PROCEDIMIENTO PARA LA ELABORACION DE BANDAS DE ACERO DE LAMINACION EN FRIO A BASE DE ACERO INOXIDABLE O BANDAS METALICAS, DONDE LA BANDA EN CALIENTE SE SOMETE A CHORREADO, DESPUES SE LAMINA EN FRIO Y A CONTINUACION SE SOMETE A PROCESOS DE RECOCIDO ASI COMO DECAPADO. ESTAS MEDIDAS PUEDEN SER REALIZADAS EN UNA LINEA DE TRATAMIENTO UNICA.
DISPOSITIVO TENSOR PARA BANDAS QUE TRANSCURREN CONTINUAMENTE, ESPECIALMENTE BANDAS METALICAS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/03/1978). Clasificación: B65H.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}