CIP-2021 : B29D 23/20 : Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
CIP-2021 › B › B29 › B29D › B29D 23/00 › B29D 23/20[1] › Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00).
B29D 23/00 Fabricación de objetos tubulares (B29D 24/00 tiene prioridad).
B29D 23/20 · Tubos flexibles deformables provisionalmente por presión, p. ej. para cosméticos.
CIP2021: Invenciones publicadas en esta sección.
Métodos, composiciones y mezclas para formar artículos que tienen resistencia al resquebrajamiento por estrés
ambiental mejorada.
(15/07/2020). Solicitante/s: VIVA HEALTHCARE PACKAGING LIMITED. Inventor/es: JACOBS, IAN ORDE MICHAEL.
Un proceso para la fabricación de artículos flexibles de paredes delgadas que comprende las etapas de moldeo por inyección de una mezcla de polímeros que tiene un MFI > 10 dg/min, en donde el MFI se mide de acuerdo con ASTM D 1238, 2,16 kg; 190°C; y que comprende al menos un polímero en el que dicho polímero incluye un polipropileno que tiene una tacticidad variable dentro de su estructura en la que el homopolímero o copolímero de polipropileno que tiene una tacticidad variable tiene una tacticidad que varía dentro del intervalo de entre 25 y 60% de la concentración de pentad [mmmm] debido a la distribución estadística de errores estereoscópicos en las cadenas de polímeros.
PDF original: ES-2816699_T3.pdf
Métodos para formar artículos que tienen resistencia al agrietamiento por tensión ambiental.
(08/07/2020). Solicitante/s: VIVA HEALTHCARE PACKAGING LIMITED. Inventor/es: JACOBS, IAN ORDE MICHAEL.
Un proceso para la fabricación de un artículo de paredes delgadas flexible, dicho proceso comprende moldear por inyección una mezcla de (a) por lo menos un polímero y (b) por lo menos un polímero compatible con alto flujo de fusión que tiene un MFI de más de 300 g/10min, en donde el artículo de paredes delgadas flexible es un tubo; en donde
el MFI se mide de acuerdo con ASTM D 1238, 2,16 kg; 230º C; en donde
el componente (a) está presente en una cantidad del 40 al 99,9 por ciento en peso de la mezcla en base al peso de total de (a) y (b) forma la fase continua o co-continua de la mezcla; en donde
el componente (a) es por lo menos un copolímero de α-olefina o homopolímero de polipropileno isostático, sindiotáctico o atáctico; y en donde
el componente (b) es homo etileno, propileno o buteno o copolímero o terpolímero de α-olefina.
PDF original: ES-2813401_T3.pdf
Moldes de inyección para tubo flexible, procedimientos para proporcionar dichos tubos, y tubos obtenidos mediante este procedimiento.
(07/12/2016) Dispositivo de moldeo por inyección para el moldeo por inyección en dos etapas de un cuerpo de manguito flexible y un cuerpo de hombro para un tubo comprimible moldeando por inyección un cuerpo de colada y el cuerpo de manguito flexible en una primera etapa, y moldeando por inyección el cuerpo de hombro contiguo al cuerpo de colada y el cuerpo de manguito flexible en una segunda etapa, de manera que el cuerpo de hombro se moldea por inyección como una sola pieza junto con el cuerpo de colada y el cuerpo de manguito flexible,
comprendiendo el dispositivo de moldeo por inyección:
- una parte de molde macho ;
- una parte de molde hembra que, durante la primera y la segunda etapa, en combinación…
Unidad de transferencia de cuerpos tubulares.
(17/08/2016). Solicitante/s: AISAPACK HOLDING SA. Inventor/es: VOIGTMANN, JEAN-PIERRE, STAHL,CHRISTOPHE.
Unidad de transferencia de cuerpos tubulares para instalación de ensamblaje; comprendiendo dicha unidad de transferencia varios órganos de captura de cuerpos tubulares que están dispuestos según un mismo plano vertical y comprendiendo un elemento en forma de columna montada giratoria alrededor de su eje de simetría , estando dicho órgano de captura de cuerpos tubulares fijado sobre la columna y dirigiéndose según una dirección preferentemente perpendicular al eje de la columna , caracterizada por el hecho de que dicho órgano de captura , por otro lado, está montado giratorio alrededor de un eje dirigido perpendicularmente al eje de la columna , de modo que el movimiento de un cuerpo tubular retenido por dicho órgano de captura resulta de la combinación de dos movimientos, a saber, del giro de la columna y del giro de dicho órgano de captura.
PDF original: ES-2595098_T3.pdf
Dispositivo de soldeo indexador para tubo.
(11/05/2016). Solicitante/s: AISAPACK HOLDING SA. Inventor/es: SCHWAGER,JEAN-CLAUDE, FERRIN,DIDIER, STAHL,CHRISTOPHE.
Dispositivo rotativo indexador para la fabricación de tubos de envase que comprende una torreta indexadora montada rotatoria alrededor de un eje , mandriles y soportes respectivos hechos solidarios con dicha torreta y dispuesto radialmente con respecto a dicho eje ; medios de accionamiento radial para desplazar los mandriles según una dirección perpendicular a dicho eje y medios de guía lineal para asegurar el desplazamiento de los mandriles según una dirección perpendicular a dicho eje ; caracterizado por el hecho de que los mandriles y soportes respetivos , los medios de accionamiento radial y los medios de guía lineal están dispuestos a lo largo de una línea recta que es paralela a dicho eje.
PDF original: ES-2644006_T3.pdf
Procedimiento de fabricación de un tubo de materiales flexibles.
(11/01/2016). Solicitante/s: CTL-TH PACKAGING, S.L. UNIPERSONAL. Inventor/es: VALPUESTA LANDA, JUAN IGNACIO, FERNANDEZ DE MENDIOLA QUINTANA, JAVIER.
Procedimiento de fabricación de un tubo de material flexibleque comprende una falda y una cabeza , que comprende lasfases de disponer de o fabricar en un procedimiento de inyecciónun conjunto de falda y apéndice , donde el apéndice está dispuesto en un extremo de la falda y cierra total o parcialmente dicho extremo, y donde en dicho apéndice se localiza el punto o los puntos de inyección, cortar total o parcialmente el apéndice y retirar la parte cortada y sobremoldear la cabeza sobre cualquier zona de la parte del conjunto de falda y apéndice que queda una vez retirada la parte cortada. El apéndice aporta ciertas ventajas, como mejorar el acabado de la cabeza sobremoldeada o, en caso de fabricarse el conjunto , facilitar el desmoldeo de dicho conjunto.
PDF original: ES-2555965_T3.pdf
Unidad de ensamblaje de componentes de tubos.
(14/05/2014) Unidad de ensamblaje de componentes de tubos, en particular para ensamblar unos rebordes con unos faldones, comprendiendo dicha unidad de ensamblaje un elemento en forma de torreta vertical montada rotativa con respecto a su eje de simetría , así como varias series de mandriles solidarizados a la torreta , estando cada serie dispuesta en un mismo plano que es perpendicular al eje de la torreta y estando cada mandril de dicha serie dirigido según una dirección radial con respecto al eje de la torreta y estando montado móvil según una dirección que se confunde con su eje de simetría , estando las series de mandriles superpuestas y formando un apilamiento a lo largo del eje de simetría de la torreta , comprendiendo además dicha…
Tubo de múltiples hojas fabricado a partir de materiales semirrígidos o rígidos en hojas.
(19/02/2014) Envase plegable que comprende un cuerpo de envase formado por un material en láminas cuyas dossuperficies se componen de material termoplástico en capas, comprendiendo dicho material en láminas unahoja de soporte , estando dicho material en láminas doblado a modo de un cuerpo en forma de envase y selladoen las zonas de borde superpuestas , presentando dicho cuerpo en forma de envase una superficie exterior recubierta con un revestimiento de material termoplástico para formar el cuerpo de envase , estando dichocuerpo de envase provisto, en un extremo abierto, de una cabeza de envase, caracterizado porque el materialtermoplástico en capas es un material en capas semirrígido o rígido,…
TUBO DE MATERIAL FLEXIBLE, PROCEDIMIENTO DE FABRICACIÓN DE TUBOS DE MATERIAL FLEXIBLE, Y FORMULACIÓN UTILIZADA.
(15/10/2012) Tubo de material flexible fabricado y procedimiento de fabricación del mismo, donde todo o parte del tubo se fabrica por inyección de una formulación de materiales plásticos, la cual comprende al menos un polipropileno base de tipo Random de modulo E entre 300 y 1400 MPa, al menos otro polipropileno Random, de fluidez entre 8 y 75 MFI 230/2,16, al menos un copolímero de módulo entre 10 y 500 MPa, al menos un agente nucleante y/o al menos un estabilizante térmico. El tubo resultante satisface muy diversos requisitos de flexibilidad, permeabilidad, capacidad de soldadura, resistencia mecánica a baja temperatura, etc.
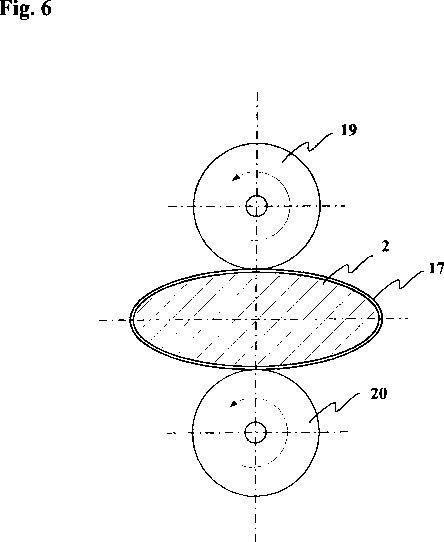
TUBO CON SECCION OVAL, SU PROCEDIMIENTO DE FABRICACION Y DISPOSITIVO PARA SU UTILIZACION.
(13/11/2009). Ver ilustración. Solicitante/s: AISAPACK HOLDING SA. Inventor/es: THOMASSET, JACQUES, KELLER, GERHARD, ROY,HUGUES-VINCENT.
Embalaje flexible de forma esencialmente tubular y destinado a contener un producto semilíquido o pastoso que sale bajo la presión de los dedos, comprendiendo dicho embalaje una faldilla , un cabezal y opcionalmente un tapón ; estando la faldilla formada por una hoja arrollada y que presenta una soldadura longitudinal formada por el recubrimiento de sus bordes ; estando el cabezal fijado sobre el contorno de uno de los extremos de la faldilla y forma una sección oval a nivel de su zona de fijación con la faldilla ; estando dicho embalaje caracterizado porque el extremo de la soldadura longitudinal que está en contacto con el cabezal se sitúa en el punto, incluso en la proximidad del punto, en el que el radio de curvatura de dicha sección oval es mínimo.
PROCEDIMIENTO DE FABRICACION DE TUBOS DECORADOS MEDIANTE PROCESO COMBINADO DE EXTRUSION Y DECORACION POR PULVARIZACION.
(16/03/2009). Ver ilustración. Solicitante/s: TUBOPLAST HISPANIA, S.A.. Inventor/es: FERNANDEZ DE MENDIOLA QUINTANA, JAVIER.
Procedimiento de fabricación de tubos decorados mediante proceso combinado de extrusión y decoración por pulverización. Procedimiento de fabricación de tubos decorados , provistos de falda y generalmente de cabeza , mediante un proceso (3'') que combina la extrusión y decoración por pulverización. En dicho proceso de extrusión y pulverización (3'') se va decorando un tubo continuo , según va siendo extrusionado, mediante la pulverización de un material determinado. Como resultado del proceso de extrusión y pulverización (3'') se obtiene un tubo continuo provisto de un recubrimiento decorativo. De este modo, se reduce el tiempo de ejecución del procedimiento al ejecutarse en paralelo la extrusión y la pulverización, además de evitarse el realizar la pulverización sobre la falda ya cortada o sobre la cabeza ya conformada.
PLANTA Y PROCEDIMIENTO DE FABRICACION DE TUBOS FLEXIBLES DE MATERIA PLASTICA CON MOLDEO DE LA CABEZA EN LA FALDA EFECTUADO CON HERRAMIENTAS EN MOVIMIENTO CONTINUO.
(01/04/2007) Procedimiento de fabricación de ensamblajes de piezas de materias plásticas, el correspondiente procedimiento comprende las siguientes etapas: - una primera etapa en la que por lo menos una de las piezas del ensamblaje, ya realizada, se pone en movimiento continuo con ayuda de un primer medio de transferencia ; - una segunda etapa en la que la correspondiente pieza llamada primera pieza se carga con ayuda de medios de carga en una de las herramientas de moldeo, una parte de la correspondiente pieza sobresale de la herramienta de suerte que, cuando las herramientas de moldeo se juntan, definen una cavidad de moldeo en la que la correspondiente parte que sobresale queda encerrada, asociándose la correspondiente herramienta de moldeo a un tercer medio de transferencia que tiene un movimiento continuo sincronizado con el primer medio de transferencia…
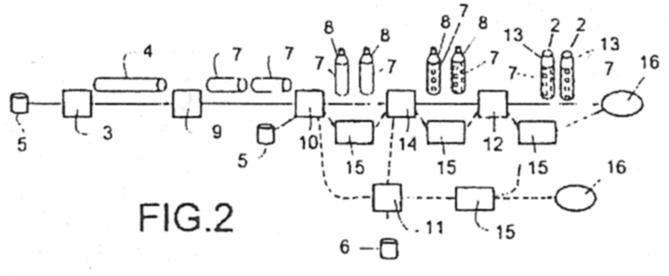
INSTALACION PARA LA FABRICACION Y EL EMBALAJE DE TUBOS.
(16/12/2006) Instalación para la fabricación y el embalaje de tubos compuestos por un cuerpo tubular (13a, b) que comprende como mínimo una hoja plástica y un reborde conectada por un extremo y provisto de un cuello roscado y un capuchón de cierre aplicado, que se transportan sobre una cinta transportadora a una estación de embalaje en la que se embalan en unidades mayores, caracterizada por el hecho de que la cinta laminar , que posee dos o más bandas, se corta mediante una o varias cuchillas divisoras en bandas individuales (6a, b), las cuales se sueldan en niveles paralelos para transformarlas en tubos continuos (11a, b) y se reducen a la longitud de tubo deseada por medio de cuchillas transversales (12a, b), tras lo cual se reúnen las secciones tubulares (13a, b) en un grupo de transporte mayor y juntas se transportan sobre un plato giratorio que presenta…
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR LOS EXTREMOS DE RECIPIENTES TUBULARES, EN ESPECIAL DE TUBOS.
(16/07/2005). Solicitante/s: IWKA PACUNIUN GMBH. Inventor/es: IWKA PACUNIUN GMBH.
La invención se refiere a un procedimiento para soldar los extremos de contenedores tubulares, especialmente tubos, rellenos de un medio fluido, y hechos de un material plano de paredes delgadas, que pueda ablandarse o fundirse por el calor, en el cual el contenedor tubular se sostiene de manera tal que el extremo a soldar sea accesible y que el contenedor tubular pueda calentarse a determinada temperatura en el extremo accesible, a lo largo de un área periférica, para que pueda soldarse, y el extremo calentado se comprime a lo largo de una costura de soldadura que se extiende longitudinalmente en posición perpendicular a la extensión longitudinal del contenedor; y donde el contenedor tubular se sostiene en una posición estática, un rayo láser se dirige hacia la pared interior del contenedor tubular por medio de un elemento desviador fuera de dicho contenedor tubular, y el elemento desviador se hace girar para calentar al área periférica.
PROCEDIMIENTO PARA LA FABRICACION DE TUBOS DE ENVASADO.
(16/04/2005). Ver ilustración. Solicitante/s: PACKTECH LIMITED PRO FINANZ AG. Inventor/es: SCHWYN, BERNHARD, ANDREAS.
SE CONOCEN TUBOS DE ENVASE COMPUESTOS DE UN CUERPO TUBULAR Y UN CABEZAL PREFABRICADO, SOLDADO POR FUSION AL PERIMETRO INTERIOR DEL CUERPO TUBULAR. ESTE TIPO DE UNION PUEDE DAR LUGAR A DEFECTOS EN LOS TUBOS, ES DECIR, A FUGAS. CONFORME A LA INVENCION, MEDIANTE UNA PORCION DE MATERIAL , COMO POR EJEMPLO PLASTICO, SE UNEN EL CABEZAL Y EL CUERPO TUBULAR , LO QUE PERMITE ESTABLECER UNIONES ESTABLES Y ESTANCAS, ES DECIR, SIN DEFECTOS.
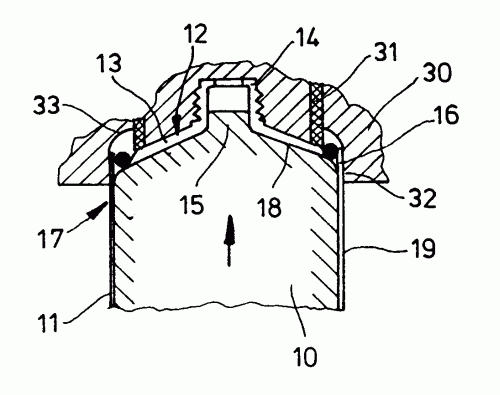
(01/03/2005). Ver ilustración. Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Inventor/es: KELLER, GERHARD, VOIGTMANN, JEAN-PIERRE.
Tubo de dos cámaras, que comprende un tubo y una cabeza del tubo conformada, que presenta un hombro y un cuello central, en el que hay un canal de paso que desemboca en una abertura de salida , que se puede cerrar, estando dispuesto en el tubo y en la cabeza del tubo una pared separadora , y adyacente al canal de paso cilíndrico en dirección de la abertura de salida hay una sección de canal que se estrecha cónicamente, en la que en el extremo superior está para la pared separadora , caracterizado porque en la parte superior de la pared separadora se ha realizado una entalladura y existe una tapa de cierre, que presenta un saliente interior, que actúa conjuntamente con la tapa de cierre atornillada con la entalladura para la separación de las cámaras.
TUBO FLEXIBLE, RESISTENTE A LA FISURACION MECANOQUIMICA E IMPERMEABLE AL VAPOR DE AGUA.
(16/07/2004) Tubo constituido por una falda y una cabeza de dispensación; - en el que la pared es un copolímero de etileno-olefina lineal de C4 a 10 o de una mezcla de copolímeros de etilenoolefina lineal de C4 a 10 que tiene un índice de fluidos (MFI) medido según la norma ISO 1133 comprendido entre 3 y 10 g/10 min., y comprendido preferiblemente entre 3, 5 y 9 g/10 min. inclusive, y una densidad comprendida entre 0, 880 g/cm3 y 0, 935 g/cm3 inclusive, y comprendida preferiblemente entre 0, 900 y 0, 930 g/cm3 inclusive, - en el que la falda tiene un espesor de pared a media altura comprendido entre 0, 30 y 1, 00 mm inclusive, y preferiblemente entre 0, 35 y 0, 95 mm inclusive, y una longitud comprendida entre 40 y 200 mm inclusive; - y en el que la falda y la cabeza de distribución están…
DISPOSITIVO PARA LA FABRICACION DE RECIPIENTES DE DOS CAMARAS.
(16/05/2004) Dispositivo para la fabricación de recipientes de dos cámaras, provisto de un mandril interior y un mandril exterior con un diámetro mayor , estando dispuesto el mandril interior dentro del mandril exterior de forma introducible y extraíble, grabado una cavidad del molde para una cabeza y un suministrador de material para la alimentación de una porción de material calentada de un termoplástico en una cavidad del molde de un molde de prensado, caracterizado por el hecho de que éste presenta un dispositivo para el enrollado de una lámina alrededor del mandril interior extraído y un dispositivo para el enrollado de una lámina alrededor…
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE UN TUBO DE DOS CAMARAS.
(01/04/2004). Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Inventor/es: KELLER, GERHARD, VOIGTMANN, JEAN-PIERRE.
Procedimiento para la fabricación de un tubo de dos cámaras, con una pared de separación que alcanza la cabeza del tubo, un cuerpo de tubo prefabricado y una cabeza de tubo, que se produce mediante la adición de una porción fundida de un material de plástico en una matriz , introducción de una espiga de prensado en la matriz y prensado de la porción de material entre la espiga de prensado y la matriz , con la producción al mismo tiempo de una unión fija con el cuerpo de tubo , también con la zona de la cabeza de tubo de la pared de separación , abertura del molde de prensado, extracción de la espiga de prensado y extracción del tubo de dos cámaras acabado, caracterizado porque la pared de separación se introduce en una rendija de una espiga auxiliar y se produce en una pieza en bruto por el empuje de un cuerpo de tubo prefabricado con la espiga auxiliar equipada de una pared de separación que se transfiere parcialmente a la espiga de prensado.
(16/03/2004) SEGUN LA INVENCION, SE FORMAN UNA PARED DE EXTREMO Y DOS PAREDES LATERALES DE UN TUBO DE BOLSA, CON UNA PIEZA DE PELICULA DE PLASTICO. LAS PAREDES LATERALES SE UNEN FUERTEMENTE ENTRE SI A LO LARGO DE DOS PARTES LATERALES . UNA PARTE DE REBORDE TIENE UNA ABERTURA QUE PUEDE CERRARSE, EN FORMA DE UNA BOQUILLA DE SALIDA Y UNA BRIDA , CONECTADA CON LA PARED DE EXTREMO , QUE TIENE UNA CURVATURA SIMILAR A DICHA PARED. LA BRIDA SE EXTIENDE HACIA EL EXTERIOR DESDE LA BOQUILLA DE SALIDA , SIGUIENDO LA PARED DE EXTREMO HASTA LAS ZONAS CENTRALES DE CADA PARED LATERAL Y EN LA DIRECCION DE LAS DOS PARTES LATERALES DE LAS PAREDES LATERALES . ESTO HACE QUE AUMENTE LA RIGIDEZ DE LA PARED DE EXTREMO Y REDUCE EL RIESGO DE QUE SE VUELQUE EL TUBO CUANDO SE COLOCA EN POSICION INVERTIDA,…
PROCEDIMIENTO PARA LA PRODUCCION CONTINUA DE CUERPOS TUBULARES.
(01/01/2004) Procedimiento para la producción continua de cuerpos tubulares provistos de una pared separadora longitudinal interior para la producción de tubos con dos cámaras (9, 9') separadas una de la otra, produciéndose un tramo de tubo sin fin con pared separadora longitudinal interior y una costura de solapado , del cual mediante un dispositivo de corte se cortan cuerpos tubulares individuales con una longitud predeterminada para su tratamiento posterior, caracterizado porque el cuerpo tubular está producido de una primera lámina con una parte semicircular central y dos aletas laterales dobladas, estando cubierta la parte semicircular por una segunda lámina que se utiliza como pared separadora , y porque como dispositivo de corte se utiliza una cuchilla transversal con…
TUBO CON CABEZA DE MATERIALES MULTICAPAS Y PROCEDIMIENTO Y DISPOSITIVO DE FABRICACION.
(01/10/2003) Cabeza de tubo de materia plástica, destinada a empalmarse con una falda para formar un tubo que comprende un gollete , típicamente roscado, y un espaldón que comprende una porción anular de empalme con la susodicha falda, caracterizada porque, a) la susodicha cabeza se forma por coinyección y comprende un material multicapa termoplástico que comprende una capa interior , una capa exterior de material de estructura A, y por lo menos una capa interna de un material barrera B, b) la susodicha capa interna viene revestida con las susodichas capas interior y exterior , incluso en las extremidades de la susodicha cabeza caracterizadas porque las susodichas capas interior y exterior se unen en una capa, la distancia «e» y «el» entre cada una de las extremidades de la susodicha capa interna y la extremidad correspondiente de la susodicha…
HOMBRO DE TUBO Y PROCEDIMIENTO PARA SU FABRICACION.
(01/05/2003). Solicitante/s: FOBOHA GMBH. Inventor/es: ARMBRUSTER, RAINER.
Procedimiento para la fabricación de hombros de tubo de varias capas de material plástico caracterizado porque se fabrica una capa interior , para lo cual se inyecta un primer componente de material a través de un primer conducto de inyección.
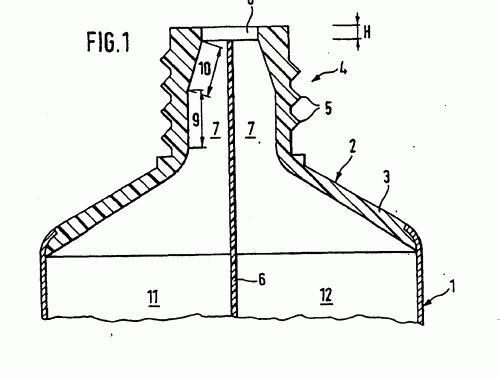
INSTALACION PARA FABRICAR TUBOS DE DOS O VARIOS COMPARTIMENTOS.
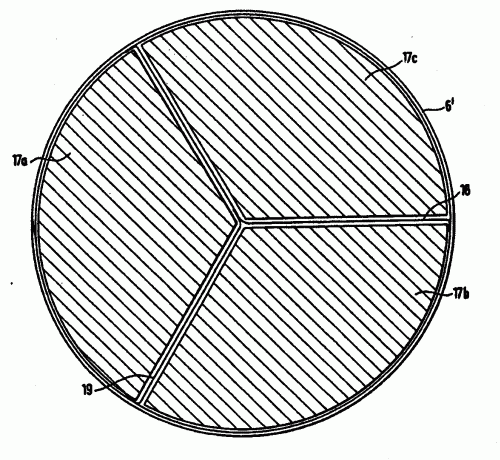
(16/12/2000). Ver ilustración. Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Inventor/es: KELLER, GERHARD, FAVRE, DOMINIQUE.
LA PRESENTE INVENCION SE REFIERE A UNA INSTALACION PARA PRODUCIR TUBOS DE DOS O VARIOS COMPARTIMENTOS, QUE CONSTAN DE SECCIONES TUBULARES (6, 6', 6'') CON UNA O MAS PAREDES DIVISORAS Y UNA CABEZA DE TUBO, CUYA ABERTURA DE DESCARGA PUEDE SER CERRADA, POR EL USO DE TAPONES A PRESION QUE COINCIDEN CON LA SECCION INTERIOR DEL TUBO, Y QUE PUEDEN MOVERSE A LAS ESTACIONES DE TRABAJO. SEGUN EL NUMERO DESEADO DE COMPARTIMENTOS, LOS TAPONES A PRESION PUEDEN DIVIDIRSE EN LA DIRECCION DE LA LONGITUD EN TAPONES PARCIALES A PRESION (3, 4; 17A, B, C; 21A, B) SEPARADOS POR UNA RANURA, TENIENDO CADA TAPON PARCIAL A PRESION UNA SECCION TRANSVERSAL QUE CORRESPONDE AL ESPACIO HUECO DE UN COMPARTIMENTO DEL TUBO.
PROCEDIMIENTO PARA FABRICAR CUERPOS TUBULARES ESPECIALMENTE DE MULTIPLES CAPAS.
(16/08/2000). Ver ilustración. Solicitante/s: AISA AUTOMATION INDUSTRIELLE SA. Inventor/es: KELLER, GERHARD.
LA INVENCION CONSISTE EN UN PROCEDIMIENTO PARA FABRICAR CUERPOS DE TUBOS , EN ESPECIAL DE VARIAS CAPAS, QUE POSEAN AL MENOS UNA PARED DE SEPARACION QUE FORME VARIAS CAMARAS LONGITUDINALES (A,B; C,D,E; F,G) ADYACENTES. EN PRIMER LUGAR, SOBRE UNA CINTA DELGADA O UNA SECCION DE DICHA CINTA SE COLOCA EN PARALELO UNA TIRA DE PARED DE SEPARACION O UNA SECCION DE DICHA TIRA. A CONTINUACION, LOS BORDES LATERALES SE CORTAN PARA FORMAR UN TUBO CONTINUO O BIEN SE UNEN DIRECTAMENTE ENTRE SI PARA FORMAR UN CUERPO DE TUBO. LA TIRA DE PARED DE SEPARACION O LA SECCION DE DICHA TIRA SE FABRICA A PARTIR DE UNO O MAS TUBOS FLEXIBLES (2;6;9A) O SECCIONES DE TUBO FLEXIBLE, Y ENCIMA DE LA PRIMERA TIRA DE PARED DE SEPARACION SE SUJETA AL MENOS UNA SEGUNDA TIRA DE PARED DE SEPARACION.
PROCEDIMIENTO PARA PRODUCIR TUBERIAS EN CAPAS MULTIPLES ONDULADAS QUE TIENEN CARACTERISTICAS PLASTICAS DIFERENTES.
(01/03/2000). Solicitante/s: ITT MANUFACTURING ENTERPRISES, INC.. Inventor/es: MITCHELL, FRANK L., NOONE, DAVID, L.
UN METODO PARA PRODUCIR TUBOS POLIMERICOS QUE RESISTE LA PENETRACION DE MATERIAL ORGANICO CONTENIDO EN LOS MISMOS Y QUE TIENE AL MENOS UNA REGION DEFINIDA POR UNA PLURALIDAD DE ESTRIAS ANULARES QUE SE EXTIENDEN HACIA FUERA. EN ESTE METODO, EL MATERIAL POLIMERICO CON UN PRIMER DIAMETRO EXTERNO Y COMPUESTO DE AL MENOS TRES CAPAS POLIMERICAS SUPERPUESTAS SE INTRODUCE EN UNA PIEZA DE MOLDE AL SALIR EL MATERIAL POLIMERICO TUBULAR DE UN DISPOSITIVO DE EXTRUSION ADECUADO. LA SUPERFICIE DE MOLDE DEL DISPOSITIVO DE MOLDE TIENE AL MENOS UNA REGION DEFINIDA POR UNA DEPRESION ANULAR EN UNA SUPERFICIE ESENCIALMENTE CILINDRICA. CUANDO SE INTRODUCE EL MATERIAL TUBULAR , SE EXPANDE A UN SEGUNDO DIAMETRO EXTERIOR DE FORMA QUE EL MATERIAL TUBULAR CONTACTA LA SUPERFICIE DEL MOLDE DEFORMADAMENTE. EL MATERIAL TUBULAR ONDULADO SALE ENTONCES DEL DISPOSITIVO DE MOLDE DESPUES DE COMPLETAR LA FASE DE EXPANSION.
TUBO FLEXIBLE Y METODO DE PRODUCCION.
(01/02/2000) UN TUBO DE PLASTICO FLEXIBLE Y UN METODO PARA FABRICARLO CONTIENE MOLDEO POR INYECCION DE UN EXTREMO QUE TIENE UNA ABERTURA, MOLDEANDO POR EXTRUSION UN TUBO DE MANERA INTEGRADA CON EL EXTREMO MEDIANTE UN MOVIMIENTO RELEVANTE DEL EXTREMO CON RESPECTO A LA MAQUINA DE MOLDEO POR INYECCION, MOVIENDO EL EXTREMO AXIALMENTE EN DIRECCION OPUESTO A LA MAQUINA DE MOLDEO POR INYECCION, SIN INTERRUMPIR EN NINGUN MOMENTO EL MOLDEO DEL TUBO, Y CERRANDO UN MOLDE DE SOPLADO ALREDEDOR DEL TUBO MOLDEADO, SOPLANDO EL TUBO EN UN CUERPO CONTENEDOR INTEGRAL QUE TIENE UNA BASE CERRADA, ABRIENDO LOS MOLDES PARA OBTENER UN TUBO FLEXIBLE INTEGRADO CON UN EXTREMO. DESPUES, EL METODO INCLUYE LA DECORACION DEL CUERPO CON INDICACIONES, CORTANDO EL EXTREMO CERRADO DEL TUBO Y DEJANDO UN EXTREMO DEL TUBO ABIERTO EN EL EXTREMO…
PROCESO PARA LA FABRICACION DE UN ELEMENTO DE MONTAJE PARA SISTEMA DE INTERCAMBIADOR DE CALOR, DE INTERCAMBIADOR DE SUSTANCIAS Y/O SISTEMA BIORREACTOR ASI COMO DISPOSITIVO PARA LA REALIZACION DEL PROCESO.
(16/03/1999) LA INVENCION SE REFIERE A UN PROCESO PARA LA FABRICACION DE UN ELEMENTO DE MONTAJE PARA SISTEMAS INTERCAMBIADORES DE CALOR, INTERCAMBIADORES DE SUSTANCIAS Y/O BIORREACTOR, CON AL MENOS DOS PAREDES UNIDAS UNAS CON OTRAS COMPUESTAS DE SUPERFICIES DE MATERIAL SINTETICO TERMOPLASTICO, ESTRUCTURADAS, DONDE UNA BANDA DE COLADA EMERGENTE DE UN EXTRUSIONADOR A PARTIR DE UNA HERRAMIENTA DE FORMACION DE LA COLADA EN EL CABEZAL DEL EXTRUSIONADOR SE INTRODUCE SEGUN EL PASO DE UN TRAMO L DE REFRIGERACION PREVIA DE FORMA CONTINUA EN UNA PRENSA DE BANDA DE MOLDE Y DONDE LA BANDA DE COLADA ESTA FIJADA EN LA PRENSA DE BANDA DE MOLDE DE FORMA CONTINUA PARA EL MOLDEO Y ENFRIAMIENTO DE UNA SUPERFICIE (10') DE MATERIAL SINTETICO PLASTICO ESTRUCTURADO. SE REFIERE ADEMAS LA INVENCION A UN DISPOSITIVO PARA…
TUBO COMPRIMIBLE DE MATERIAL TERMOPLASTICO EN VARIAS CAPAS Y METODO PARA SU FABRICACION.
(01/10/1997). Solicitante/s: COURTAULDS PACKAGING INC. Inventor/es: RHOADES, JOHN J., HOLOUBEK, GEORGE, H.
UN TUBO TERMOPLASTICO Y UN METODO PARA LA FORMACION DE TAL TUBO QUE TIENE UNA PORCION DE CUERPO DEL TUBO FORMADA DE UNA CAPA INTERIOR DE MATERIAL TERMOPLASTICO, UNA CAPA BARRERA Y UNA CAPA EXTERIOR DE MATERIAL TERMOPLASTICO. LA CAPA EXTERIOR NO SE EXTIENDE COMPLETAMENTE ALREDEDOR DE LA PERIFERIA DEL CUERPO DEL TUBO Y UNA BANDA DE MATERIAL TERMOPLASTICO, QUE TIENE LA MISMA COMPOSICION QUE LA CAPA INTERIOR, RELLENA CADA UNO DE LOS HUECOS DE LA CAPA EXTERIOR PARA FORMAR UNA CAPA LISA ALREDEDOR DEL TUBO. LA BANDA PUEDE SER TRANSPARENTE O PUEDE TENER UN COLOR DIFERENTE AL COLOR DE LA CAPA EXTERIOR. EN UN TUBO PREFERENTE, HAY UNA PRIMERA CAPA DE MATERIAL ADHESIVO ENTRE LA CAPA INTERIOR Y LA CAPA BARRERA Y UNA SEGUNDA CAPA DE MATERIAL ADHESIVO ENTRE LA CAPA BARRERA Y LA CAPA EXTERIOR Y LA BANDA.
METODO DE FORMACION DE UN TUBO TERMOPLASTICO TAPADO.
(01/07/1997). Solicitante/s: COURTAULDS PACKAGING INC. Inventor/es: HOLOUBEK, GEORGE HENRY, RHOADES, JOHN JOSEPH.
UN TUBO TERMOPLASTICO TAPADO ESTA FORMADO UNICAMENTE A PARTIR DE UN CILINDRO TERMOPLASTICO EXTRAIDO Y ESTIRADO COLOCANDO EL CILINDRO SOBRE UN MANDRIL FORMADOR CON UNA ZONA EXPUESTA . LA SUPERFICIE INTERIOR DE LA ZONA EXPUESTA SE CALIENTA POR ENCIMA DE LA TEMPERATURA DE TRANSICION DEL CRISTAL DEL MATERIAL TERMOPLASTICO PARA CONSEGUIR UNA SUPERFICIE INTERNA FUNDIDA MIENTRAS LA SUPERFICIE EXTERNA PROPORCIONA EL SOPORTE PARA LA ZONA EXPUESTA DEL CILINDRO. LA ZONA EXPUESTA CALENTADA SE MOLDEA LUEGO PARA OBTENER UNA FORMA CONICA , POR EJEMPLO CALENTANDO LA SUPERFICIE EXTERNA, Y LA PRESION SE APLICA A LA ZONA EXPUESTA CON MOLDE CONICO PARA FORMAR UN TUBO TERMOPLASTICO TAPADO. LOS TUBOS TAPADOS PRODUCIDOS TIENEN UNA ZONA DE CUERPO , UNA ZONA DE HOMBROS , Y UNA ZONA DE CUELLO , SIN NINGUNA JUNTA, TODAS ESTAS ZONAS SE HAN FORMADO A PARTIR DEL CILINDRO TERMOPLASTICO INICIAL EXTRUIDO Y ESTIRADO.
PROCEDIMIENTO Y MAQUINA PARA LA PRODUCCION DE UN OBJETO ENSAMBLADO.
(01/12/1996) LA INVENCION DESCRIBE UN PROCEDIMIENTO PARA LA FABRICACION DE UN OBJETO ENSAMBLADO PENSADO PARA EL ENSAMBLAJE REPETIDO Y DESENSAMBLAJE, POR EJ., UNA TUBERIA CON UNA TAPA A JUEGO , Y UNA MAQUINA PARA LA EJECUCION DE ESTE PROCEDIMIENTO. DE ACUERDO CON LA INVENCION LA TUBERIA Y LA TAPA SON FUNDIDAS EN EL MISMO MOLDE Y EYECTADAS SIMULTANEAMENTE Y ENSAMBLADAS EN LA POSICION EXACTA QUE TIENEN QUE TENER CUANDO SE UTILIZAN. ESTO SE PUEDE HACER APROPIADAMENTE AL FUNDIR PRIMERO LA PARTE , QUE SE SITUA MAS EXTERIORMENTE EN LA SUPERFICIE LIMITROFE. CUANDO SE HA CONSEGUIDO SU FORMA FINAL, SIRVE COMO UN MOLDE INDEPENDIENTE CUANDO SE PRODUCE LA OTRA PARTE . LA PRIMERA PARTE FUNDIDA CONTRIBUYE ASI A LA FIJACION DEL…
PROCEDIMIENTO PARA LA FABRICACION Y LA DECORACION DE UN RECIPIENTE PLASTICO DOTADO DE CUELLO.
(16/07/1994). Solicitante/s: SOCIETE MOULAGE DU MAINE. Inventor/es: TARTAGLIONE, ANDRE.
PROCEDIMIENTO PARA LA FABRICACION Y LA DECORACION DE UN RECIPIENTE PLASTICO DOTADO DE UN CUELLO . POR INYECCION TERMOPLASTICA SE FABRICA EL CUERPO , BIEN SOLO, BIEN CON EL CUELLO SIN EL FONDO , BIEN CON EL FONDO SIN EL CUELLO. A CONTINUACION SE IMPRIME LA DECORACION CON EL CUERPO SOBRE UN MANDRIL , TRAS LO CUAL SE FIJA EL CUELLO Y/O EL FONDO , REALIZADO(S) SEPARADAMENTE, SOBRE EL CUERPO ASI DECORADO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}