CIP-2021 : B23K 26/00 : Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
CIP-2021 › B › B23 › B23K › B23K 26/00[m] › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
Notas[n] de B23K 26/00: - Este grupo principal cubre :
- tratamiento con láser para la obtención de una capa debilitada, con o sin eliminación de material;
- procesado por láser de impacto;
- aparatos para tratamientos de superficies mediante láser;
- ablación laser.
- Este grupo principal no cubre :
- deposición asistida por láser, cubierta por la subclase C23C;
- sinterización láser, cubierta por el grupo B22F 3/105 para polvos metálicos, por el grupo B29C 67/04 para plásticos, por el grupo C03B 19/06 para vidrio o por el grupo C04B 35/64 para cerámicos;
- decapado químico asistido por láser, cubierto por el grupo C23F 1/00 .
B23K 26/02 · Colocación o vigilancia de las piezas, p. ej. con relación al punto de impacto; Alineación, apuntamiento o focalización del haz de rayos láser.
B23K 26/03 · · Vigilancia, p. ej. monitorización, de las piezas.
B23K 26/035 · · Alineación del haz de rayos láser (automáticamente B23K 26/042).
B23K 26/04 · · Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
B23K 26/042 · · · Alineado automático del haz de rayos láser.
B23K 26/044 · · · · Seguimiento de las uniones.
B23K 26/046 · · · Enfocado automático del haz de rayos láser.
B23K 26/06 · · Determinación de la configuración del haz de rayos, p. ej. con ayuda de máscaras o de focos múltiples.
B23K 26/062 · · · por control directo del haz de rayos láser.
B23K 26/0622 · · · · por impulsos de conformado.
B23K 26/064 · · · por medio de elementos ópticos, p. ej. lentes, espejos o prismas.
B23K 26/066 · · · · utilizando máscaras.
B23K 26/067 · · · Separando el haz de rayos en múltiples rayos, p.ej. focos múltiples.
B23K 26/073 · · · Determinación de la configuración para el punto del láser.
B23K 26/08 · Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
B23K 26/082 · · Sistemas de escaneo, es decir, dispositivos que implican el movimiento del haz de rayos láser respecto al cabezal del láser.
B23K 26/10 · · con un soporte fijo.
B23K 26/12 · bajo ambientes o atmósfera especial, p. ej. en un recinto.
B23K 26/122 · · en un líquido, p.ej. bajo el agua.
B23K 26/14 · con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
B23K 26/142 · · para la eliminación de subproductos.
B23K 26/144 · · conteniendo partículas la corriente de fluido, p.ej. polvo.
B23K 26/146 · · conteniendo un líquido la corriente de fluido.
B23K 26/16 · Eliminación de subproductos, p. ej. de partículas o de vapores producidos durante la operación (con ayuda de una corriente de fluido B23K 26/142).
B23K 26/18 · utilizando capas absorbentes sobre el material a trabajar, p. ej. para marcado o protección.
B23K 26/20 · Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
B23K 26/21 · · por soldadura.
B23K 26/211 · · · con interposición de un material especial para facilitar la conexión entre las partes.
B23K 26/22 · · · Soldadura por puntos.
B23K 26/24 · · · Soldadura por costuras.
B23K 26/242 · · · · Soldadura en angulo, es decir, implicando un cordon de sección sustancialmente triangular uniendo dos partes.
B23K 26/244 · · · · soldadura de traslape por costuras.
B23K 26/26 · · · · de costuras rectilíneas.
B23K 26/262 · · · · · para costuras longitudinales de tubos.
B23K 26/28 · · · · de costuras curvadas planas.
B23K 26/282 · · · · · de secciones de tubo.
B23K 26/30 · · · · de costuras tridimensionales.
B23K 26/302 · · · · · de costuras helicoidales.
B23K 26/32 · · tomando en consideración las propiedades del material involucrado.
B23K 26/322 · · · involucrando piezas de metal recubiertas (utilizando capas absorventes en la pieza B23K 26/18).
B23K 26/323 · · · involucrando piezas de materiales metálicos heterogéneos.
B23K 26/324 · · · involucrando piezas no metálicas.
B23K 26/34 · Soldadura láser con otros fines que no sean los de unión.
B23K 26/342 · · Soldadura de recarga.
B23K 26/346 · combinado con soldadura o corte cubierto por los grupos B23K 5/00 - B23K 25/00, p.ej. combinado con soldadura por resistencia.
B23K 26/348 · · combinado con soldadura al arco, p.ej. TIG [tungsten inert gas], MIG [metal inert gas] o soldadura de plasma (haz de rayos laser para iniciar el arco de soldadura o de corte B23K 9/067).
B23K 26/351 · para ajuste o puesta a punto de componentes eléctricos.
B23K 26/352 · para tratamiento superficialt.
B23K 26/354 · · por fusión.
B23K 26/356 · · por procesos de impulsos.
B23K 26/359 · · proporcionando una línea o un patrón de línea, p. ej. una línea punteada de iniciación.
B23K 26/36 · Retirada de material (B23K 26/55, B23K 26/57 tienen prioridad).
B23K 26/361 · · por desbarbado o refilado mecánico (B23K 26/351 tiene prioridad).
B23K 26/362 · · Grabado láser.
B23K 26/364 · · · para la realización de hendiduras o surcos, p. ej. para marcar una hendidura para inicio de rotura.
B23K 26/38 · · mediante escariado o corte.
B23K 26/382 · · · mediante escariado.
B23K 26/384 · · · · de orificios de forma especial.
B23K 26/386 · · · · de orificios ciegos.
B23K 26/388 · · · · Trepanado, es decir, horadado por movimiento del punto de impacto del haz alrededor de un eje.
B23K 26/40 · · tomando en consideración las propiedades del material involucrado.
B23K 26/402 · · · involucrando material no metálico, p.ej. aislantes.
B23K 26/50 · Trabajo por transmisión del haz de láser a través o dentro de la pieza.
B23K 26/53 · · para modificar o reformar el material interior de la pieza, p.ej. para la producción de fisuras de iniciación de rotura.
B23K 26/55 · · para crear rechupes en el interior de las piezas, p.ej. para la formación de canales o modelos de flujo.
B23K 26/57 · · entrando el haz de láser en una cara de la pieza desde la cual es transmitido a través del material de la misma para trabajar en una cara diferente, p.ej. para efectuar eliminación, unión por fusión, modificaciones o reformas.
B23K 26/60 · Tratamiento preliminar.
B23K 26/70 · Operaciones o equipo auxiliar.
CIP2021: Invenciones publicadas en esta sección.
SISTEMA Y METODO PARA SOLDAR CON LASER LA SUPERFICIE INTERIOR DE UN MIEMBRO TUBULAR DE DIAMETRO PEQUEÑO.
(01/07/1998) UN SISTEMA Y UN METODO PARA SOLDAR CON LASER LA SUPERFICIE INTERIOR DE UN MIEMBRO TUBULAR DE DIAMETRO PEQUEÑO . EL SISTEMA INCLUYE UN LASER PARA GENERAR UNA LUZ LASERICA Y UN ESPEJO OPTICAMENTE ACOPLADO LA LASER PARA REFLEJAR LA LUZ SOBRE LA SUPERFICIE INTERIOR DEL MIEMBRO TUBULAR PARA SOLDAR CON LASER LA SUPERFICIE INTERIOR DEL MIEMBRO TUBULAR. HAY UN CONJUNTO ROTADOR CONECTADO AL ESPEJO PARA HACER ROTAR AL ESPEJO Y ASI SOLDAR LA PARTE DE ALREDEDOR DE LA SUPERFICIE INTERIOR DEL MIEMBRO TUBULAR. EL ESPEJO Y EL CONJUNTO ROTADOR TIENEN UN TAMAÑO TALES QUE SE PUEDEN COLOCAR EN EL MIEMBRO TUBULAR EN UN LUGAR ADYACENTE A LA PORCION DEL MIEMBRO TUBULAR A SOLDAR. EL CONJUNTO ROTADOR TIENE UNA RANURA EN ESPIRA FORMADA EN LA PARTE EXTERIOR DEL MISMO PAR RECIBIR UNA CUERDA (420/440)…
DISPOSITIVO DE GUIA Y DE TRANSFERENCIA DE AL MENOS DOS PIEZAS DE CHAPA PREVIAMENTE ABORDADOS BORDE CONTRA BORDE, PARTICULARMENTE EN UNA INSTALACION DE SOLDEO.
(01/07/1998) LA INVENCION SE REFIERE A UN DISPOSITIVO DE GUIA Y DE TRANSFERENCIA DE AL MENOS DOS PIEZAS DE CHAPA PREVIAMENTE ABORDADAS BORDE CONTRA BORDE PARA FORMAR UN PLANO DE UNION (49, DEL TIPO QUE COMPRENDE DOS CONJUNTOS DE SOPORTE Y DE TRANSFERENCIA DE LOAS PIEZAS DE CHAPA EN DIRECCION DE UN HAZ DE ALTA DENSIDAD DE ENERGIA , DISPUESTAS CADA UNA DE AMBAS PARTES DEL PLANO DE UNION Y DESPLAZABLES EN SINCRONIZACION UNA CON OTRA. CADA CONJUNTO /20, 60) DE SOPORTE Y DE TRANSFERENCIA COMPRENDE AL MENOS UNA SERIE INFERIOR DE CARROS O AL MENOS UNA SERIE SUPERIOR DE CARROS, ESTANDO DICHOS CARROS ARTICULADOS ENTRE SI EN UN PLANO VERTICAL Y DESPLAZABLES PARALELAMENTE AL PLANO DE UNION SOBRE UNA VIA DE RODAMIENTO QUE FORMA UN PLANO DESPLAZABLE RESPECTO DE DICHOS CARROS PERPENDICULARMENTE AL PLANO DE UNION DE LAS PIEZAS…
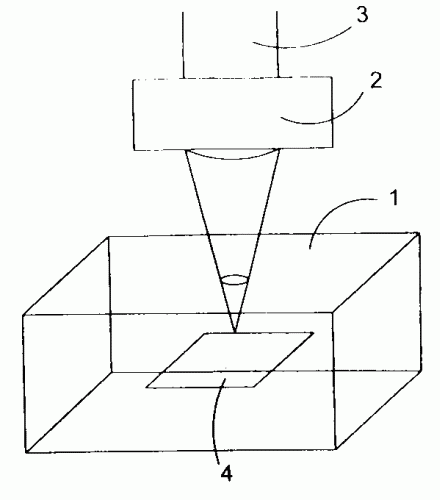
PROCEDIMIENTO PARA EL MARCADO DE DIBUJOS, TEXTOS O SIMILARES EN EL INTERIOR DE UNA PIEZA DE UN MATERIAL PLASTICO TRANSPARENTE O TRANSLUCIDO.
(01/07/1998). Ver ilustración. Solicitante/s: BARLABE DALMAU, RICARD. Inventor/es: BARLABE DALMAU, RICARD.
PROCEDIMIENTO PARA EL MARCADO DE DIBUJOS, TEXTOS O SIMILARES EN EL INTERIOR DE UNA PIEZA DE UN MATERIAL PLASTICO TRANSPARENTE O TRANSLUCIDO. EL MARCADO SE REALIZA MEDIANTE LA FOCALIZACION DE UN HAZ DE RAYOS LASER , PREFERENTEMENTE DEL TIPO ND-YAG (NEADIMIO-GRANATE DE ITRIO-ALUMINIO) CON UNA POTENCIA COMPRENDIDA ENTRE 25 Y 400 WATIOS, EN EL INTERIOR DE DICHA PIEZA , CONTROLANDOSE EL DESPLAZAMIENTO DE DICHO HAZ DE RAYOS LASER POR MEDIOS DE CONTROL, QUE COMPRENDEN UN ORDENADOR PARA REALIZAR CUALQUIER DISEÑO PROGRAMADO EN LA PIEZA Y POR LO MENOS UN GALVANOMETRO O UNA MESA DE COORDENADAS PARA DETERMINAR LA POSICION. LA FOCALIZACION DEL HAZ DE RAYOS LASER SE REALIZA MEDIANTE UN SISTEMA OPTICO QUE COMPRENDE UNA LENTE DE DISTANCIA FOCAL COMPRENDIDA ENTRE 110 Y 130 MILIMETROS.
PROCEDIMIENTO PARA SOLDADURA DE PIEZAS DE TRABAJO.
(16/05/1998). Solicitante/s: FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.. Inventor/es: BEYER, ECKHARD, IMHOFF, RALF, NEUENHAHN, JAN, MAIER, CHRISTOF.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA SOLDADURA DE PIEZAS DE TRABAJO UTILIZANDO RADIACION LASER QUE ORIGINA LA EVAPORACION DE MATERIAL, DONDE LAS SUPERFICIES ANGULADAS Y LAS PIEZAS DE TRABAJO CON AL MENOS UN BORDE SE UTILIZAN ESPECIALMENTE CON LAMINAS A MEDIDA O GALVANIZADAS, UTILIZADAS EN LA REGION DE SOLDADURA. PARA MEJORAR UN PROCEDIMIENTO CON LAS ETAPAS ANTES INDICADAS DE TAL FORMA QUE LOS ESFUERZOS PARA PREPARAR LA COSTURA PRECISA DURANTE LA ELABORACION DE LA PIEZA DE TRABAJO Y SU POSICIONAMIENTO PARA SOLDADURA SEAN INNECESARIOS SIN AFECTAR DE FORMA ADVERSA A LA CALIDAD DE SOLDADURA, EL PROCESO SE REALIZA DE TAL MODO, QUE CUANDO LAS PIEZAS DE TRABAJO SON SOLDADAS, JUNTO AL RAYO LASER SE GUIA UN ARCO EN LA REGION DE PROCESO DE RAYO LASER DE FORMA PROXIMA A LA PIEZA DE TRABAJO HACIA EL BORDE DE UNA PIEZA DE TRABAJO.
PROCEDIMIENTO, DISPOSITIVO Y LAMINA PARA SOLDADURA CONJUNTA A TOPE DE PLETINAS DE CHAPA Y DISPOSITIVO PARA LA ELABORACION AL MENOS DE UN CAMPO DE UNA PLETINA DE CHAPA.
(16/05/1998). Solicitante/s: KARL H. ARNOLD MASCHINENFABRIK GMBH & CO. KG. Inventor/es: STROBEL, MICHAEL, GNANN, RUDIGER A.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA SOLDADURA CONJUNTA A TOPE DE PLETINAS DE CHAPA, EN PARTICULAR AQUELLAS CON ESPESOR DE CHAPA DIFERENTE, PARTIENDO DE UNA ELABORACION PREVIA DE CANTO, SIENDO FRESADOS LOS CANTOS DE LAS PLETINAS DE CHAPA EN UN APILAMIENTO DE CHAPA. PARA ELLO EL DISPOSITIVO CORRESPONDIENTE MUESTRA UN EQUIPO DE SUJECION Y COLOCACION.
APARATO Y METODO PARA REGISTRAR SECUENCIALMENTE MODULOS DE HERRAMIENTA PARA UNA OPERACION DE SOLDADURA DE UN TUBO.
(16/05/1998) UN ARMAZON ESTA ACOPLADO A UN BRAZO ROBOTICO DE BRAZO DE SERVICIO OPERABLE REMOTAMENTE (BSOR, ROSA EN ANGLOSAJON), Y UN CARRUSEL ROTATORIO , EN GIRO, ES TRANSPORTADO POR EL ARMAZON A MODULOS DE HERRAMIENTA DE DIVERSAS POSICIONES USADOS EN UNA OPERACION DE SOLDADURA ADYACENTES A UN TUBO (12A) DAÑADO EN UNA CHAPA PARA TUBERIA DE UN GENERADOR NUCLEAR DE VAPOR, EL BRAZO COLOCA UN MODULO ALINEADO DIRECTAMENTE DEBAJO DEL TUBO DAÑADO Y EL MODULO ALINEA EL CARRUSEL. EL CARRUSEL ES ROTADO PARA ALINEAR SECUENCIALMENTE Y HACER COINCIDIR UN MODULO DE SOLDADURA LASER, UN MODULO DE LIMPIEZA, Y UN MODULO DE INSPECCION CON EL TUBO DAÑADO A SOLDAR…
METODO PARA LA FABRICACION DE CAPAS SUPERFICIALES SOBRE PIEZAS, APARATO PARA LA REALIZACION DEL METODO, ASI COMO PIEZA CON CAPA SUPERFICIAL OBTENIDA DE ACUERDO CON EL METODO.
(01/03/1998). Solicitante/s: SULZER METCO AG AMYSA-YVERDON S.A. Inventor/es: GUILLOUD, ROGER, DEKUMBIS, ROGER, DR., GONSETH, DENIS.
EN ESTE METODO SE CALIENTA LA PIEZA SOBRE LA QUE SE VA A APLICAR LA CAPA SUPERFICIAL O PARTES DE ELLA CON UNA CALEFACCION DE GENERADOR DE INDUCCION HF/MF HASTA UNA TEMPERATURA INICIAL. CON UN APARATO DE LASER (3, 30, 30', 31, 32) SE CONTINUAN CALENTANDO ZONAS (10") DE LA SUPERFICIE A RECUBRIR Y SE GENERA LA CAPA SUPERFICIAL SOBRE LA PIEZA (10, 10', 10"). LA INSTALACION COMPRENDE EL APARATO DE LASER (3, 30, 30', 31, 32) Y LA CALEFACCION HF/MF QUE PERMITEN TRABAJAR E INFLUIR TERMICAMENTE, DE FORMA SIMULTANEA SOBRE LA PIEZA. LAS CAPAS SUPERFICIALES OBTENIDAS TRAS LA APLICACION DEL METODO PRESENTAN UNA MAYOR CALIDAD , DEBIDO A QUE EL METODO PERMITE UN MEJOR MANTENIMIENTO DE PARAMETROS DE TEMPERATURA Y OTROS DE PROCEDIMIENTO.
PROCESO PARA LA PREPARACION DE PIEZAS DE TRABAJO RECUBIERTAS EN REGIONES DE COSTURA PARA SOLDADURA CON RAYOS LASER Y UNION CON RECUBRIMIENTO PARA SOLDADURA DE PIEZAS RECUBIERTAS.
(16/02/1998). Solicitante/s: THYSSEN LASER-TECHNIK GMBH. Inventor/es: FISCHER, RAINER, ABRAM, LUTZ, KLEIN, ROLF, POPRAWE, REINHART, SPIX, GERHARD.
LA INVENCION SE REFIERE A UN PROCESO PARA LA PREPARACION DE REGIONES DE COSTURA DE PIEZAS DE TRABAJO RECUBIERTAS PARA SOLDADURA DE RAYO LASER, EN PARTICULAR ACERO EN LAMINAS GALVANIZADO, DONDE LAS ESTRUCTURAS SUPERFICIALES DE TIPO MOLETEADO SON ELABORADAS EN LA REGION DE LA COSTURA DE SOLDADURA QUE SUMINISTRA UN ESPACIO (A) ENTRE LAS SUPERFICIES DE LA PIEZA DE TRABAJO ADYACENTE. PARA MEJORAR UN PROCESO CON LAS ETAPAS ANTES DESCRITAS DE TAL MODO QUE SE EVITA EL REINTEGRO DEBIDO AL PROCESO MECANICO, EN DONDE EL PROCESO DEBE SER UTILIZADO ESPECIALMENTE TAMBIEN PARA LAS SUPERFICIES DE PIEZAS DE TRABAJO ADYACENTES TRIDIMENSIONALES, LAS ESTRUCTURAS (51,51') DE SUPERFICIES MOLETEADAS SON ELABORADAS MEDIANTE RADIACION DE ALTA ENERGIA PULSADA.
PROCESO Y DISPOSITIVO DE SOLDADURA BORDE A BORDE DE CHAPAS POR MEDIO DE UN HAZ LASER.
(01/01/1998). Solicitante/s: SOLLAC. Inventor/es: GUTH, JEROME.
LA PRESENTE INVENCION TIENE POR OBJETO UN PROCESO DE SOLDADURA BORDE A BORDE DE CHAPAS POR MEDIO DE UN HAZ LASER, CARACTERIZADO EN QUE SE EJERCE SOBRE LAS CHAPAS A SOLDAR UNA PRESION LATERAL F DIRIGIDA HACIA EL PLANO DE JUNTURA DE LAS CHAPAS PARA QUE LA PRESION DE CONTACTO ENTRE LAS DICHAS CHAPAS, EN TODO PUNTO AL NIVEL DEL PLANO DE JUNTURA ESTE COMPRENDIDA ENTRE 0,05 VECES EL LIMITE ELASTICO DE LA CHAPA (1 O 2) QUE TIENE EL MAS DEBIL LIMITE ELASTICO Y LA PRESION DE DESVIACION DE LA CHAPA (1 O 2) QUE TIENE LA PRESION DE DESVIACION MINIMAL Y SE REALIZA UNA JUNTURA SOLDADA AL NIVEL DEL PLANO DE JUNTURA POR FUSION LOCAL DE DICHAS CHAPAS POR MEDIO DEL HAZ LASER. LA INVENCION TIENE IGUALMENTE POR OBJETO UN DISPOSITIVO DE SOLDADURA PARA LA APLICACION DE ESTE PROCESO.
UN PROCESO PARA ELIMINAR REVESTIMIENTOS BASADOS EN RESINA DE FLUOROCARBURO.
(01/01/1998). Solicitante/s: SMALTIRIVA S.P.A. Inventor/es: PEZZETTI, FRANCO, RIVA, ANTONIO.
SE REALIZA UN PROCESO PARA ELIMINAR REVESTIMIENTOS BASADOS EN RESINA DE FLUOROCARBONO A PARTIR DE SUSTRATO DE METAL, EN EL QUE EL REVESTIMIENTO ES TRATADO CON UN HAZ LASER PARA CHOCAR CONTRA TODA LA SUPERFICIE DE REVESTIMIENTO HASTA LA DELAMINACION DE DICHO REVESTIMIENTO DEL SUSTRATO.
DISPOSITIVO DE GUIA Y DE TRANSFERENCIA DE AL MENOS DOS CHAPAS PREVIAMENTE LINDANTES BORDE CON BORDE E INSTALACION DE SOLDADURA QUE COMPRENDE TAL DISPOSITIVO DE GUIA Y DE TRANSFERENCIA.
(01/11/1997). Solicitante/s: SOLLAC. Inventor/es: PERU, GILLES, SAUVAGE, FRANCIS, VOITURIEZ, HENRY.
LA PRESENTE INVENCION SE REFIERE A UN DISPOSITIVO DE GUIA Y DE TRANSFERENCIA DE AL MENOS DOS CHAPAS PREVIAMENTE JUNTADAS BORDE CON BORDE PARA FORMAR UNA PLANO DE UNION , EN UNA INSTALACION DE SOLDADURA CONTINUA MEDIANTE UN HAZ LASER . EL DISPOSITIVO COMPRENDE DOS CONJUNTOS DE SOPORTE Y DE TRANSFERENCIA DE LAS CHAPAS CADA UNO FORMADO POR UNA CADENA INFERIOR (21A, 61A) DE ZAPATA ARTICULADA Y POR UNA CADENA SUPERIOR (21B, 61B) DE ZAPATAS ARTICULADAS DISPUESTAS ENFRENTE DE LA CADENA INFERIOR DE ZAPATAS ARTICULADAS CORRESPONDIENTE, ESTANDO AL MENOS UNO DE LOS DOS CONJUNTOS DE SOPORTE Y DE TRANSFERENCIA ORIENTADO EN DIRECCION DEL PLANO DE UNION EN EL SENTIDO DE LA TRANSFERENCIA DE LAS CHAPAS UNA CONTRA OTRA Y EN DIRECCION DE SUS BORDES A SOLDAR. LA INVENCION SE REFIERE TAMBIEN A UNA INSTALACION DE SOLDADURA QUE COMPRENDE TAL DISPOSITIVO DE GUIA Y DE TRANSFERENCIA DE AL MENOS DOS CHAPAS.
SISTEMA Y METODO MEJORADOS PARA SOLDEO POR EL USUARIO DE LA SUPERFICIE INTERIOR DE UNA TUBERIA.
(01/11/1997) UN SISTEMA Y METODO PARA EL SOLDEO POR LASER DE LAS PAREDES INTERIORES DE CONDUCTOS , COMO LOS MANGUITOS UTILIZADOS PARA REPARAR LAS TUBERIAS INTERCAMBIADORAS DE CALOR DE GENERADORES DE VAPOR NUCLEARES . EL SISTEMA GENERALMENTE CONSTA DE UN ALOJAMIENTO TUBULAR ALARGADO , UN CABLE DE FIBRA OPTICA PARA LA CONDUCCION REMOTA DE LA LUZ DE LASER GENERADA EN EL ALOJAMIENTO TUBULAR , UN MECANISMO DE HACES ELECTRONICOS DIRIGIDOS SOPORTADO EN EL INTERIOR DEL EXTREMO DISTAL DEL ALOJAMIENTO TUBULAR E INCLUYENDO UN ESPEJO GIRATORIO PARA REFLEJAR Y ENFOCAR RADIALMENTE LA LUZ RECIBIDA DEL CABLE DE FIBRA OPTICA ALREDEDOR DE LA PARED INTERIOR DEL MANGUITO , Y UN CONJUNTO…
PROCESO DE SOLDADURA DE AL MENOS DOS CHAPAS DE DIFERENTES ESPESORES.
(16/10/1997). Solicitante/s: SOLLAC. Inventor/es: PERU, GILLES, CLAEYS, JOEL.
LA INVENCION TIENE POR OBJETO UN PROCESO DE SOLDADURA BORDE A BORDE DE AL MENOS DOS CHAPAS DE DIFERENTES ESPESORES, SUPERIORES A 3 MM. EL PROCESO CONSISTE EN REALIZAR UN ACHAFLAMIENTO SOBRE UNA DE LAS CARAS PRINCIPALES DE LA CHAPA MAS ESPESA PARA LLEVAR EL ESPESOR DE SU CARA LATERAL DESTINADA A SER UNIDA SOBRE UNA CARA LATERAL DE LA CHAPA MENOS ESPESA, CON UN VALOR E1 COMPRENDIDO ENTRE EL ESPESOR E DE LA CHAPA MAS ESPESA Y EL ESPESOR E DE LA CHAPA MENOS ESPESA, EN LLEVAR LAS CHAPAS EN CONTACTO AL NIVEL DE SUS CARAS LATERALES A UNIR Y EN REALIZAR UNA JUNTA SOLDADA AL NIVEL DE LAS CARAS LATERALES UNIDAS POR FUSION LOCAL DE LAS CHAPAS POR MEDIO DE UN HAZ LASER.
SOLDADURA LASER DE LAS PIEZAS EMBUTIDAS CON COLLARIN DE UNION.
(16/10/1997). Solicitante/s: SOLLAC. Inventor/es: GUTH, JEROME, COL, ALAIN.
LA INVENCION SE REFIERE A LA REALIZACION DE UN MONTAJE DE PIEZAS EMBUTIDAS O SIMPLEMENTE PLEGADAS QUE, DESPUES DE SU POSICIONAMIENTO PARA SER UNIDAS DE DOS EN DOS POR SOLDADURA LASER, PRESENTAN CADA UNA UN COLLARIN PERIFERICO , EFECTUANDOSE LA SOLDADURA SOBRE DICHOS COLLARINES, CARACTERIZADO EN QUE, ANTES DE LA OPERACION DE SOLDADURA, SE ABATE DICHOS COLLARINES SEGUN UN MISMO ANGULO, PERO EN SENTIDOS OPUESTOS PARA LAS DOS PIEZAS , DE MANERA A REALIZAR UN RESALTE QUE ASEGURE UN ENCAJE CONICO DE LAS DOS SEMICOQUILLAS Y EN QUE EL HAZ DE SOLDADURA LASER SE DIRIGE SOBRE DICHO RESALTE PARA EFECTUAR LA SOLDADURA. LA INVENCION PERMITE PARTICULARMENTE REDUCIR EL ANCHO DE LOS BORDES PARTICULARMENTE DE LOS COLLARINES DE UNION Y SE APLICA A CUALQUIER MONTAJE DE CHAPAS EMBUTIDAS PARTICULARMENTE EN FORMA DE SEMICOQUILLAS, TALES COMO DEPOSITOS PARA VEHICULOS AUTOMOVILES.
SISTEMAS DE MATERIALES MULTIPLES Y MANEJO DE POLVO DE APOYO PARA SINTERIZACION SELECTIVA MEDIANTE RAYO.
(16/10/1997). Solicitante/s: BOARD OF REGENTS THE UNIVERSITY OF TEXAS SYSTEM. Inventor/es: BEAMAN, JOSEPH J., DECKARD, CARL R., BOURELL, DAVID L., MARCUS, HARRIS L., BARLOW, JOEL W.
UN METODO Y APARATO PARA SINTERIZAR SELECTIVAMENTE UNA CAPA DE POLVO PARA PRODUCIR UNA PIEZA QUE CONSTE DE UNA PLURALIDAD DE CAPAS SINTERIZADAS. EL APARATO INCLUYE UN ORDENADOR QUE CONTROLA UN LASER PARA DIRIGIR LA ENERGIA LASER SOBRE EL POLVO PARA PRODUCIR UNA MASA SINTERIZADA. EL ORDENADOR DETERMINA O SE PROGRAMA CON LOS LIMITES DE LAS REGIONES DE SECCION TRANSVERSAL DESEADAS DE LA PIEZA. PARA CADA SECCION TRANSVERSAL, SE EXPLORA EL ALCANCE DEL RAYO LASER SOBRE UNA CAPA DE POLVO Y EL RAYO SE CONMUTA PARA QUE SOLO SINTERICE EL POLVO DENTRO DE LOS LIMITES DE LA SECCION TRANSVERSAL. SE APLICA POLVO Y SE SINTERIZAN CAPAS SUCESIVAS HASTA QUE SE FORMA UNA PIEZA COMPLETA. PREFERIBLEMENTE, EL POLVO CONSTA DE UNA PLURALIDAD DE MATERIALES QUE TIENEN DIFERENTES TEMPERATURAS DE DISOCIACION O DE UNION. EL POLVO CONSTA PREFERIBLEMENTE DE MATERIALES MEZCLADOS O REVESTIDOS.
DISPOSITIVO DE PUESTA EN REFERENCIA BORDE CONTRA BORDE DE AL MENOS DE DOS CHAPAS REDONDAS EN UNA INSTALACION DE SOLDADURA POR HAZ A ALTA DENSIDAD DE ENERGIA.
(01/10/1997) LA PRESENTE INVENCION SE REFIERE A UN DISPOSITIVO DE PUESTA EN REFERENCIA BORDE CONTRA BORDE DE AL MENOS DOS CHAPAS REDONDAS EN UNA INSTALACION DE SOLDADURA DE ESTAS CHAPAS REDONDAS MEDIANTE UN HAZ DE ALTA DENSIDAD DE ENERGIA . EL DISPOSITIVO COMPRENDE UN ORGANO DE TOPE LONGITUDINAL DESPLAZABLE POR UNA PARTE, BAJO LA ACCION DE UN PRIMER MEDIO DE CONTROL ENTRE UNA PRIMERA POSICION HORIZONTAL ESCAMOTEADA Y UNA SEGUNDA POSICION INTERMEDIA VERTICAL ESCAMOTEADA Y POR OTRA PARTE, BAJO LA ACCION DE UN SEGUNDO MEDIO DE CONTROL , ENTRE DICHA SEGUNDA POSICION INTERMEDIA Y UNA TERCERA POSICION VERTICAL DE PUESTA EN REFERENCIA DE LA PRIMERA CHAPA REDONDA EN LA QUE LA PARTE INFERIOR DE ESTE ORGANO DE TOPE ESTA PRENSADO ENTRE MEDIOS DE POSICIONAMIENTO Y DE APRIETE DE LAS CHAPAS REDONDAS Y LA PARTE…
PROCESO DE ENSAMBLAJE POR SOLDADURA DE UN DISCO VESTIDO DE ALETAS POR HAZ DE ENERGIA.
(16/09/1997). Solicitante/s: SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MOTEURS D'AVIATION, "S.N.E.C.M.A.". Inventor/es: LECHERVY, PIERRE MARC SERGE, SOHIER, BERNARD PHILIPPE CORNIL.
LAS ALETAS SE COMPONEN DE UN PIE FABRICADO DE UNA PIEZA CON EL DISCO Y DE PALAS SOLDADAS. EL DISCO Y LAS PALAS SON INSTALADOS SOBRE UN GALIBO GIRATORIO CON UNOS MEDIOS DE FIJACION EN LA POSICION DESEADA, Y SE CREA LA FUSION DE LAS PIEZAS EN LA SUPERFICIE DE UNION POR UN CAÑON DE ELECTRONES O UN MEDIO ANALOGO. LAS ALETAS SON SOLDADAS SUCESIVAMENTE EN UNA O DOS OPERACIONES. UNAS PANTALLAS DE DETECCION DE LA RADIACION CALIENTE ESTAN SITUADAS DETRAS DE LAS ALETAS QUE SUFREN LA SOLDADURA. UNA APLICACION DE LA INVENCION CONCIERNE A LOS ROTORES DE LAS TURBINAS Y A LOS COMPRESORES.
UN METODO PARA LA FABRICACION DE PIEZAS METALICAS PLANAS, DELGADAS, PEQUEÑAS, DE MULTIPLES CARACTERISTICAS.
(16/09/1997). Solicitante/s: ARROW PRECISION ELEMENTS, INC. Inventor/es: HERZOG, LOUIS F.M.
UN METODO PARA LA FABRICACION DE PIEZAS METALICAS PLANAS, DELGADAS, PEQUEÑAS, DE MULTIPLES CARACTERISTICAS QUE CONSISTE EN LOS PASOS DE PROPORCIONAR UNA PRIMERA Y UNA SEGUNDA TIRA DE METAL QUE POR LO MENOS DIFIERAN EN UNA CARACTERISTICA. LAS TIRAS DE METAL SE SOLDAN ENTRE SI POR SUS BORDES DURANTE UN PROCESO DE SOLDADURA CON HAZ ELECTRONICO Y LAS PEQUEÑAS PIEZAS DE MULTIPLES CARACTERISTICAS SE RETIRAN TRANSVERSALMENTE DE LA TIRA RESULTANTE CON LO QUE CADA PIEZA TIENE UNA PRIMERA PORCION DERIVADA DE LA PRIMERA TIRA Y UNA SEGUNDA PORCION DERIVADA DE LA SEGUNDA TIRA.
METODO PARA FORMAR RANURAS PARALELAS SEPARADAS CUIDADOSAMENTE A TRAVES DE UNA PARED DELGADA,Y PRODUCTO FABRICADO MEDIANTE EL MISMO.
(01/08/1997) EL METODO DE LA PATENTE ESTA DESTINADO EN PARTICULAR PARA LA FABRICACION DE UN ARMAZON DE CONEXION ELECTRICA QUE INCORPORA UNOS ELEMENTOS CONECTORES ACOPLADOS MEDIANTE LOS CONTACTOS CORRESPONDIENTES DE UN DISPOSITIVO DE CIRCUITO INTEGRADO,INCLUYE LA PROVISION DE UN BLOQUE HECHO DE UN MATERIAL APROPIADO COMO POLIAMIDA QUE POSEE UNA PARED RELATIVAMENTE DELGADA (ALREDEDOR DE 3.8 MM),DEFINIDA POR DOS SUPERFICIES OPUESTAMENTE ENCARADAS (34,34').SE DEFINE UN DEPOSITO ADECUADO EN FORMA Y TAMAÑO AL DISPOSITIVO DE CONTACTO DEL CIRCUITO INTEGRADO,SITUADO EN AL MENOS UNA DE LAS SUPERFICIES ENCARADAS,Y DESTINADO A ALBERGAR UN SOPORTE DEL ELEMENTO CONECTOR.EN LA FABRICACION DEL ARMAZON,CADA DEPOSITO SE RELLENA CON UNAS VARILLAS QUE PUEDEN SER DEL MISMO MATERIAL QUE EL BLOQUE,GENERALMENTE EN CONFIGURACION DE SECCION TRANSVERSAL RESPECTO…
PROCEDIMIENTO E INSTALACION DE FABRICACION Y DE ENSAMBLAJE DE BOTELLAS, EN PARTICULAR CON GAS LICUADO, ASI COMO TALES BOTELLAS.
(16/06/1997). Solicitante/s: SCHNEIDER INDUSTRIE S.I. SOCIETE ANONYME DITE :. Inventor/es: WENDLING, JEAN.
EL INVENTO TIENE POR OBJETO UN PROCEDIMIENTO Y UNA INSTALACION DE FABRICACION Y DE ENSAMBLAJE DE BOTELLAS, EN PARTICULAR DE GAS LICUADO, ASI COMO TALES BOTELLAS. EL PROCEDIMIENTO, SEGUN EL INVENTO, CONSISTE EN QUE TRAS CREACION DE AL MENOS UNA TAPA Y DE UN CONTINENTE , QUE SE PRESENTA EN FORMA DE VIROLA PREEQUIPADA O NO DE UN FONDO , EL BORDE PERIFERICO DE LA TAPA ESTA PREFORMADO PARA SUPERPONERSE EN EL BORDE SUPERIOR DE LA VIROLA DE MANERA QUE EL INTERSTICIO PRESERVADO ENTRE ELLOS ES, A LO SUMO, IGUAL A 2/10 DEL ESPESOR DE LAS PAREDES QUE LOS COMPONEN Y QUE ENTRE ESTE BORDE PERIFERICO DE LA TAPA Y EL BORDE SUPERIOR DE LA VIROLA SE REALIZA UNA SOLDADURA PENETRANTE POR LASER POR DESPLAZAMIENTO RELATIVO DE LA JUNTA DE SOLDADURA EN LA PERPENDICULAR DE UNA ANTORCHA LASER. EL INVENTO CONCIERNE LA INDUSTRIA ESPECIALIZADA EN LA CREACION Y LA FABRICACION DE BOTELLAS, EN PARTICULAR, CON GAS LICUADO.
METODOS PARA PRODUCIR MARCAS DE IDENTIFICACION EN DIAMANTES.
(16/06/1997). Solicitante/s: HARRY WINSTON S.A. Inventor/es: WINSTON, RONALD, H., ALEV, NECIP.
UN METODO PARA LA PRODUCCION DE UNA MARCA EN UN DIAMANTE, PERLA, PIEDRA PRECIOSA O SEMIPRECIOSA. PARA LA PRODUCCION DE LA MARCA, SE IRRADIA LA REGION DE LA SUPERFICIE A MARCAR CON UN LASER EXCITADOR DE ARF CUYO HAZ DE SALIDA SE PASA A TRAVES DE UNA MASCARA QUE DEFINE LA MARCA. SE PUEDEN CREAR MARCAS DE IDENTIFICACION O DE SEGURIDAD. SE PUEDE UTILIZAR EL MISMO PROCESO PARA LA PRODUCCION DE MOLDES DE EXTRUSION FUERTES Y DURADEROS QUE TENGAN SECCIONES TRANSVERSALES IRREGULARES Y SECCIONES TRANSVERSALES DE DISTINTA PROFUNDIDAD A TRAVES DEL MATERIAL DEL MOLDE.
PROCESO DE SOLDADURA BORDE A BORDE DE AL MENOS DOS CHAPAS.
(16/06/1997). Solicitante/s: SOLLAC. Inventor/es: GUTH, JEROME, PHILBOIS, NATHALIE.
LA INVENCION TIENE POR OBJETO UN PROCESO DE SOLDADURA BORDE A BORDE DE AL MENOS DOS CHAPAS DE DIFERENTES ESPESORES, POR MEDIO DE UN HAZ LASER . EL PROCESO CONSISTE EN LLEVAR LAS CHAPAS EN CONTACTO AL NIVEL DE SUS CARAS LATERALES A UNIR, EN DIRIGIR EL HAZ LASER EN DIRECCION DE LA CHAPA MAS ESPESA PARA QUE EL EJE VERTICAL X-X QUE PASA POR EL PUNTO FOCAL P DEL HAZ LASER SOBRE DICHA CHAPA , ESTE A UNA DISTANCIA DETERMINADA DEL PLANO DE JUNTURA DE LAS CHAPAS Y EN REALIZAR UNA JUNTURA SOLDADA AL NIVEL DE LAS CARAS LATERALES UNIDAS POR FUSION LOCAL DE DICHAS CHAPAS POR MEDIO DE UN HAZ LASER.
PROCESO DE FABRICACION DE UNA ESTRUCTURA MECANO SOLDADA, ESTRUCTURA OBTENIDA Y SU APLICACION PARA LA REALIZACION DE UN NODULO DE UNA ESTRUCTURA EN CELOSIA.
(16/03/1997). Solicitante/s: GIAT INDUSTRIES. Inventor/es: CHAMBEFORT, JEAN-CLAUDE, HUBSCH, ALAIN, VENGEON, BERNARD, LIPNICK, MICHEL, TACHON, DANIEL.
SE RECORTA LOS LARGUEROS Y LOS TRAVESAÑOS DE UNA CHAPA METALICA. SE REALIZA EN EL TRANSCURSO DEL RECORTADO UNOS MEDIOS DE AJUSTE COMPLEMENTARIOS POR EJEMPLO DEL TIPO ESPIGAS Y MORTAJAS EN LOS LARGUEROS Y TRAVESAÑOS. SE ENSAMBLA LOS LARGUEROS Y TRAVESAÑOS COLOCANDO LOS MEDIOS DE AJUSTE EN DISPOSICIONES DE AGARRE MUTUO PARA OBTENER UN ENSAMBLAJE DE FORMA POLIEDRICA. SE SUELDAN LOS LARGUEROS ENTRE ELLOS EN LA MISMA DIRECCION QUE LAS ARISTAS DEL ENSAMBLAJE POLIEDRICO. EL PROCESO DE LA INVENCION PERMITE REALIZAR EN PARTICULAR UN NODULO PARA UNA ESTRUCTURA EN CELOSIA DE GRAN PRECISION GEOMETRICA Y DIMENSIONAL.
INSTALACION DE ATRACADA Y DE SOLDADURA BORDE A BORDE EN CONTINUO DE AL MENOS DOS PLANCHETAS DE CHAPA POR MEDIO DE UN HAZ LASER.
(01/03/1997). Solicitante/s: SOLLAC. Inventor/es: PERU, GILLES, SAUVAGE, FRANCIS, LE ROY, YVON, SION, CHARLES.
LA PRESENTE INVENCION TIENE POR OBJETO UNA INSTALACION DE ATRACADA Y DE SOLDADURA BORDE A BORDE EN CONTINUO DE AL MENOS DOS PLANCHETAS DE CHAPA POR MEDIO DE UN HAZ LASER . ESTA INSTALACION COMPRENDE UNA ZONA A DE POSICIONAMIENTO DE LA PRIMERA PLANCHETA DE CHAPA A SOLDAR, UNA XONA B DE ATRACADA BORDE A BORDE DE LAS DOS PLANCHETAS DE CHAPA A SOLDAR, UNA ZONA C DE GUIADO, DE TRANSFERENCIA Y DE SOLDADURA DE LAS DOS PLANCHETAS DE CHAPA Y UNA ZONA D DE EVACUACION DE LAS DOS PLANCHETAS DE CHAPA SOLDADAS. LA INVENCION SE APLICA A LAS INSTALACIONES DE SOLDADURA POR HAZ LASER DE PLANCHETAS DE CHAPA DE DIFERENTES FORMAS GEOMETRICAS Y/O DE DIFERENTES ESPESORES POR EJEMPLO PARA LA INDUSTRIA DEL AUTOMOVIL.
PROCESO Y DISPOSITIVO DE REPARACION DE UNA ZONA DEFECTUOSA DE LA PARED DE UNA PIEZA METALICA Y EN PARTICULAR DE UNA PIEZA TUBULAR.
(01/03/1997). Solicitante/s: FRAMATOME. Inventor/es: CARTRY,JEAN-PIERRE.
SE REALIZA UNA FUSION SEGUIDA DE UNA SOLIDIFICACION DEL METAL DE LA PARED DE LA PIEZA (13A) EN UNA ZONA QUE INCLUYE DEFECTOS TALES COMO FISURAS, SOBRE UNA PROFUNDIDAD DETERMINADA, POR BARRIDO DE LA SUPERFICIE DE LA PIEZA CON LA AYUDA DE UN DISPOSITIVO DE FUSION . SE REALIZA A CONTINUACION UNA COMPRESIONIZACION DE UNA CAPA SUPERFICIAL DEL METAL DE LA PARED (13A) QUE HA SIDO FUNDIDA Y LUEGO SOLIDIFICADA POR CHOQUES REPETIDOS DE PARTICULAS SOLIDAS. PREFERENTEMENTE, LA FUSION ESTA REALIZADA POR UN PLASMA DE ARCO TRANSFERIDO Y LA COMPRESIONIZACION POR BOLAS PUESTAS EN MOVIMIENTO POR UNA PIEZA VIBRANTE. LA INVENCION SE APLICA EN PARTICULAR PARA LA REPARACION DE UN ADAPTADOR (13A) TUBULAR QUE ATRAVIESA LA TAPA DE UNA CUBA DE REACTOR NUCLEAR.
PROCESO DE SOLDADURA LASER DE UN MONTAJE DE DOS PIEZAS METALICAS.
(01/12/1996). Solicitante/s: SOCIETE NATIONALE D'ETUDE ET DE CONSTRUCTION DE MOTEURS D'AVIATION, "S.N.E.C.M.A.". Inventor/es: HAVARD, JACQUES GEORGES WILFRID RENE, JOUARDET, MICHEL ROBERT, LOREAU, JEAN-YVES MAURICE, ZANOLIN, GERARD LOUIS.
EL PROCESO PERMITE FABRICAR CAJONES TABICADOS REALIZANDO LA FIJACION A PARTIR DEL EXTERIOR DE ESTOS CAJONES. SE UTILIZAN DOS TIROS SUCESIVOS DE UN HAZ LASER (8A, 8B) INCLINADOS, QUE SE CRUZAN EN LA SUPERFICIE SUPERIOR (1B) DE LA PIEZA QUE CONSTITUYE LA CABEZA DE MONTAJE. LOS DOS EJES DE SOLDADURA LASER (8A, 8B) CORTAN DOS ESQUINAS SUPERIORES (2C) DE LA PIEZA HACIENDO LAS VECES DE PIE DE LA T. EL DISPOSITIVO DE SOLDADURA ESTA COLOCADO EN EL EXTERIOR DEL CAJON, ES DECIR DEL LADO DE LA SUPERFICIE SUPERIOR (1B) DE LA CABEZA DE LA T. APLICACION EN LA FABRICACION DE LOS BRAZOS DEL CANAL EXTERNO DE UN TURBORREACTOR.
CORTE DE MATERIALES NO METALICOS.
(16/11/1996) SE PRESENTA UN METODO PARA CORTAR MATERIALES NO METALICOS, ESPECIFICAMENTE CRISTAL, QUE RESIDE EN EL CALENTAMIENTO DEL MATERIAL MEDIANTE UN RAYO INCIDENTE DE RADIACION QUE SE EFECTUA A UNA TEMPERATURA CERCANA A SU PUNTO DE REBLANDECIMIENTO, CON UNA VELOCIDAD DE DESPLAZAMIENTO RELATIVO DEL RAYO Y DEL MATERIAL, Y LA REGION DE LA ZONA CALENTADA QUE SE ENFRIA LOCALMENTE SE SELECCIONA PARA FORMAR UNA FRACTURA CIEGA EN EL MATERIAL. EL METODO SUMINISTRA UNA VELOCIDAD DE CORTE SUBSTANCIALMENTE INCREMENTADA Y UNA BUENA EXACTITUD, Y TAMBIEN CONTROLA LA PROFUNDIDAD, LA FORMA Y EL ANGULO DE LA CARA CORTADA FORMADA POR LA FRACTURA. EL METODO…
APARATO PARA CORTAR EL CABELLO.
(16/11/1996). Solicitante/s: KELMAN, ELLIOT. Inventor/es: KELMAN, ELLIOT.
UN APARATO PARA CORTAR EL PELO QUE INCLUYE UN RECEPTACULO Y UNA APARATO LASERICO DISPUESTO DENTRO DEL RECEPTACULO Y COLOCADO DE TAL MODO QUE PROPORCIONE UN HAZ DE LUZ QUE INCIDA SOBRE EL PELO A CORTAR, FUNCIONANDO EL HAZ DE LUZ PARA CORTAR EL PELO.
PROCEDIMIENTO Y DISPOSICION DE CIRCUITO PARA LA REGULACION DE LA CORRIENTE DE SOLDADURA RESPECTIVAMENTE DE LA POTENCIA DE SOLDADURA EN DEPENDENCIA DE LA VELOCIDAD DE SOLDADURA.
(16/10/1996). Solicitante/s: KABELMETAL ELECTRO GMBH. Inventor/es: BRUNN, RAINER, KLEBL, WOLFRAM.
PARA LA REGULACION DE LA CORRIENTE DE SOLDADURA O CORRESPONDIENTEMENTE DE LA TENSION DE SOLDAR EN DEPENDENCIA DE LA VELOCIDAD DE SOLDEO EN EQUIPOS DE SOLDADURA PARA SOLDADURA CONTINUA DE COSTURA LONGITUDINAL EN FORMACION DE TUBOS A PARTIR DE BANDAS METALICAS SE AÑADE A UN VALOR DE TENSION FIJO AJUSTABLE UN VALOR DE TENSION ADICIONAL DEPENDIENTE DE LA VELOCIDAD DE SOLDEO.
DISPOSITIVO Y METODO PARA LA SOLDADURA LASER DE ALTO RENDIMIENTO.
(16/10/1996). Solicitante/s: AK STEEL CORPORATION. Inventor/es: NEIHEISEL, GARY LOUIS.
SE PRESENTA UN METODO PARA SOLDAR HOJAS METALICAS A LO LARGO DE UNA LINEA DE UNION RELATIVAMENTE LARGA QUE COMPRENDE UNA PLURALIDAD DE DISPOSITIVOS SOLDADORES LASER ALINEADOS SOBRE UNA LINEA DE UNION COMUN Y SEPARADOS UNO DEL OTRO A LO LARGO DE UN EJE LONGITUDINAL. EN UNA CONFORMACION MAS ADECUADA, CADA POSITIVO SOLDADOR ES INDEPENDIENTEMENTE AJUSTABLE EN UNA DIRECCION PARALELA AL EJE TRANSVERSAL QUE ES PERPENDICULAR AL EJE LONGITUDINAL. LAS LAMINAS METALICAS SE ALINEAN SOBRE LA SUPERFICIE SUPERIOR UNA CONTRA OTRA A LO LARGO DE LA LINEA DE UNION Y SE SUJETAN PARA EFECTUAR LA SOLDADURA. CADA LASER SUELDA SOLAMENTE UNA PARTE DE LAS LAMINAS A LO LARGO DE LA LINEA DE UNION, Y LA LONGITUD DEL MOVIMIENTO RELATIVO ENTRE LOS DISPOSITIVOS SOLDADORES Y LAS LAMINAS ES MAYOR QUE LA DISTANCIA DE SEPARACION EFECTIVA ENTRE DISPOSITIVOS DE SOLDADURA PARA ASEGURAR QUE SE FORME UNA LINEA DE SOLDADURA CONTINUA A LO LARGO DE LA LINEA DE UNION COMUN.
PROCEDIMIENTO DE PULIDO DE VIDRIOS OPTICOS MEDIANTE TRATAMIENTO TERMICO SUPERFICIAL CON LASER.
(01/10/1996). Solicitante/s: UNIVERSIDAD POLITECNICA DE CATALUÑA. Inventor/es: LAGUARTA BERTRAN,FERRAN.
UN NUEVO METODO DE OBTENCION DE SUPERFICIES OPTICAS PULIDAS EN VIDRIOS CONVENCIONALES UTILIZADOS EN LA INDUSTRIA OPTICA. SE TRATA, FUNDAMENTALMENTE, DE UN TRATAMIENTO TERMICO SUPERFICIAL REALIZADO MEDIANTE LA APLICACION CONTROLADA DE UN HAZ DE UN LASER DE C02 SOBRE LA SUPERFICIE DE LA MUESTRA A PULIR. LA FUERTE ABSORCION POR PARTE DEL MATERIAL DE LA RADIACION DE LONGITUD DE ONDA 10.6 MICRAS PROCEDENTE DEL LASER PROVOCA EL REBLANDECIMIENTO DE UNA FINA CAPA DE MATERIAL, LA CUAL FLUYE, BAJO LA ACCION DE LA TENSION SUPERFICIAL, DISMINUYENDO SU RUGOSIDAD. EL PROCESO SE COMPLETA CON UNA ETAPA FINAL DE ENFRIAMIENTO CONTROLADO Y RESOLIDIFICACION DE LA MUESTRA. PUEDE APLICARSE INDISTINTAMENTE A SUPERFICIES DE CUALQUIER TOPOGRAFIA CON RUGOSIDADES INICIALES DEL ORDEN DE 1-10 MICRAS, OBTENIENDOSE DESPUES DEL PROCESO UNA SUPERFICIE CON UNA RUGOSIDAD MAXIMA INFERIOR A 30 NM.
PROCEDIMIENTO PARA LA ESTRUCTURACION DE SUPERFICIES DE PIEZAS DE TRABAJO CON UN RAYO LASER.
(01/10/1996). Solicitante/s: LCTEC LASER- UND COMPUTERTECHNIK GMBH. Inventor/es: WRBA, PETER, HILDEBRAND, PETER, EBERL, GUNTER, DR., NEUMAIER, JOSEF.
EL OBJETO DE LA PRESENTE INVENCION ES UN PROCEDIMIENTO PARA LA ESTRUCTURACION DE SUPERFICIES DE PIEZAS DE TRABAJO CON UN RAYO LASER, QUE ES CONDUCIDO MEDIANTE UNA UNIDAD DE CONTROL A LO LARGO DE UNA LINEA TRAZADA PREDETERMINADA, POR PUNTOS DE TRAZO SOBRE LA SUPERFICIE DE LA PIEZA DE TRABAJO A TRATAR. A TRAVES DE TRAYECTORIAS DETERMINADAS SOBRE LA SUPERFICIE DE LA PIEZA DE TRABAJO SE EVALUAN LOS PUNTOS TEORICOS , QUE FORMAN LOS PUNTOS MEDIOS DE LAS ZONAS SUPERFICIALES . EN CADA UNA DE ESTAS ZONAS SUPERFICIALES SE DETERMINA UN PUNTO DE TRAZO . ADEMAS PUEDEN DETERMINARSE SOBRE LA SUPERFICIE DE LA PIEZA DE TRABAJO ARBITRARIAMENTE ZONAS ESCOTADAS Y ZONAS SUPERFICIALES , EN EL QUE LOS PUNTOS DE TRAZO EN LAS ZONAS SUPERFICIALES NO COINCIDAN CON LAS ZONAS ESCOTADAS . POR LO DEMAS PUEDE FORMARSE DE LA SUPERFICIE DE LA PIEZA DE TRABAJO UNA MATRIZ (M X N), LA CUAL PUEDE SITUARSE POR MEDIO DE UN GRADO DE RECUBRIMIENTO Y UN VALOR CASUAL CON PUNTOS DE TRAZO.
{kind=link}