CIP-2021 : B23K 26/00 : Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
CIP-2021 › B › B23 › B23K › B23K 26/00[m] › Trabajo por rayos láser, p. ej. soldadura, corte o taladrado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 15/00 hasta B23K 28/00: Otros procedimientos de soldadura o de corte; Trabajo por rayos láser
Notas[n] de B23K 26/00: - Este grupo principal cubre :
- tratamiento con láser para la obtención de una capa debilitada, con o sin eliminación de material;
- procesado por láser de impacto;
- aparatos para tratamientos de superficies mediante láser;
- ablación laser.
- Este grupo principal no cubre :
- deposición asistida por láser, cubierta por la subclase C23C;
- sinterización láser, cubierta por el grupo B22F 3/105 para polvos metálicos, por el grupo B29C 67/04 para plásticos, por el grupo C03B 19/06 para vidrio o por el grupo C04B 35/64 para cerámicos;
- decapado químico asistido por láser, cubierto por el grupo C23F 1/00 .
B23K 26/02 · Colocación o vigilancia de las piezas, p. ej. con relación al punto de impacto; Alineación, apuntamiento o focalización del haz de rayos láser.
B23K 26/03 · · Vigilancia, p. ej. monitorización, de las piezas.
B23K 26/035 · · Alineación del haz de rayos láser (automáticamente B23K 26/042).
B23K 26/04 · · Alineación, apuntado o focalización automáticos del haz de rayos láser, p. ej. utilizando la luz difundida de vuelta.
B23K 26/042 · · · Alineado automático del haz de rayos láser.
B23K 26/044 · · · · Seguimiento de las uniones.
B23K 26/046 · · · Enfocado automático del haz de rayos láser.
B23K 26/06 · · Determinación de la configuración del haz de rayos, p. ej. con ayuda de máscaras o de focos múltiples.
B23K 26/062 · · · por control directo del haz de rayos láser.
B23K 26/0622 · · · · por impulsos de conformado.
B23K 26/064 · · · por medio de elementos ópticos, p. ej. lentes, espejos o prismas.
B23K 26/066 · · · · utilizando máscaras.
B23K 26/067 · · · Separando el haz de rayos en múltiples rayos, p.ej. focos múltiples.
B23K 26/073 · · · Determinación de la configuración para el punto del láser.
B23K 26/08 · Dispositivos que tiene un movimiento relativo entre el haz de rayos y la pieza.
B23K 26/082 · · Sistemas de escaneo, es decir, dispositivos que implican el movimiento del haz de rayos láser respecto al cabezal del láser.
B23K 26/10 · · con un soporte fijo.
B23K 26/12 · bajo ambientes o atmósfera especial, p. ej. en un recinto.
B23K 26/122 · · en un líquido, p.ej. bajo el agua.
B23K 26/14 · con una corriente de fluido asociada al haz de rayos, p. ej. un chorro de gas; Boquillas para tal fin (B23K 26/12 tiene prioridad).
B23K 26/142 · · para la eliminación de subproductos.
B23K 26/144 · · conteniendo partículas la corriente de fluido, p.ej. polvo.
B23K 26/146 · · conteniendo un líquido la corriente de fluido.
B23K 26/16 · Eliminación de subproductos, p. ej. de partículas o de vapores producidos durante la operación (con ayuda de una corriente de fluido B23K 26/142).
B23K 26/18 · utilizando capas absorbentes sobre el material a trabajar, p. ej. para marcado o protección.
B23K 26/20 · Unión (soldadura sin fusión por energía radiante B23K 1/005; unión de elementos plásticos preformados por calentamiento mediante láser B29C 65/16).
B23K 26/21 · · por soldadura.
B23K 26/211 · · · con interposición de un material especial para facilitar la conexión entre las partes.
B23K 26/22 · · · Soldadura por puntos.
B23K 26/24 · · · Soldadura por costuras.
B23K 26/242 · · · · Soldadura en angulo, es decir, implicando un cordon de sección sustancialmente triangular uniendo dos partes.
B23K 26/244 · · · · soldadura de traslape por costuras.
B23K 26/26 · · · · de costuras rectilíneas.
B23K 26/262 · · · · · para costuras longitudinales de tubos.
B23K 26/28 · · · · de costuras curvadas planas.
B23K 26/282 · · · · · de secciones de tubo.
B23K 26/30 · · · · de costuras tridimensionales.
B23K 26/302 · · · · · de costuras helicoidales.
B23K 26/32 · · tomando en consideración las propiedades del material involucrado.
B23K 26/322 · · · involucrando piezas de metal recubiertas (utilizando capas absorventes en la pieza B23K 26/18).
B23K 26/323 · · · involucrando piezas de materiales metálicos heterogéneos.
B23K 26/324 · · · involucrando piezas no metálicas.
B23K 26/34 · Soldadura láser con otros fines que no sean los de unión.
B23K 26/342 · · Soldadura de recarga.
B23K 26/346 · combinado con soldadura o corte cubierto por los grupos B23K 5/00 - B23K 25/00, p.ej. combinado con soldadura por resistencia.
B23K 26/348 · · combinado con soldadura al arco, p.ej. TIG [tungsten inert gas], MIG [metal inert gas] o soldadura de plasma (haz de rayos laser para iniciar el arco de soldadura o de corte B23K 9/067).
B23K 26/351 · para ajuste o puesta a punto de componentes eléctricos.
B23K 26/352 · para tratamiento superficialt.
B23K 26/354 · · por fusión.
B23K 26/356 · · por procesos de impulsos.
B23K 26/359 · · proporcionando una línea o un patrón de línea, p. ej. una línea punteada de iniciación.
B23K 26/36 · Retirada de material (B23K 26/55, B23K 26/57 tienen prioridad).
B23K 26/361 · · por desbarbado o refilado mecánico (B23K 26/351 tiene prioridad).
B23K 26/362 · · Grabado láser.
B23K 26/364 · · · para la realización de hendiduras o surcos, p. ej. para marcar una hendidura para inicio de rotura.
B23K 26/38 · · mediante escariado o corte.
B23K 26/382 · · · mediante escariado.
B23K 26/384 · · · · de orificios de forma especial.
B23K 26/386 · · · · de orificios ciegos.
B23K 26/388 · · · · Trepanado, es decir, horadado por movimiento del punto de impacto del haz alrededor de un eje.
B23K 26/40 · · tomando en consideración las propiedades del material involucrado.
B23K 26/402 · · · involucrando material no metálico, p.ej. aislantes.
B23K 26/50 · Trabajo por transmisión del haz de láser a través o dentro de la pieza.
B23K 26/53 · · para modificar o reformar el material interior de la pieza, p.ej. para la producción de fisuras de iniciación de rotura.
B23K 26/55 · · para crear rechupes en el interior de las piezas, p.ej. para la formación de canales o modelos de flujo.
B23K 26/57 · · entrando el haz de láser en una cara de la pieza desde la cual es transmitido a través del material de la misma para trabajar en una cara diferente, p.ej. para efectuar eliminación, unión por fusión, modificaciones o reformas.
B23K 26/60 · Tratamiento preliminar.
B23K 26/70 · Operaciones o equipo auxiliar.
CIP2021: Invenciones publicadas en esta sección.
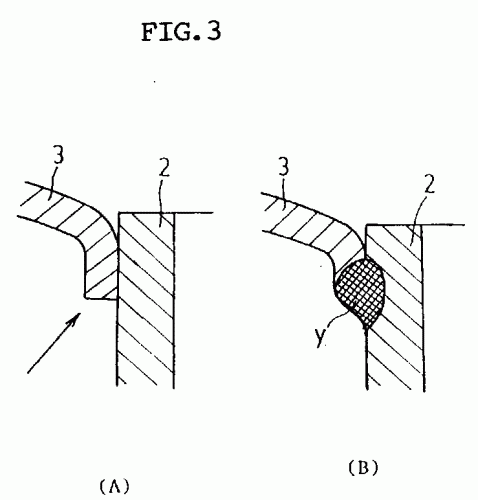
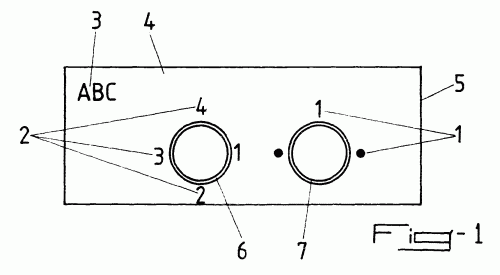
METODO DE SOLDADURA CON HAZ LASER PARA ACEROS AL CARBONO.
(01/03/2001). Ver ilustración. Solicitante/s: HONDA GIKEN KOGYO KABUSHIKI KAISHA. Inventor/es: MITSUYOSHI,HIROSHI, KITAMURA,KAORU.
Método de soldadura con haz láser para aceros al carbono. La presente invención se refiere a un método de soldadura con haz láser para aceros al carbono aplicado para la soldadura por haz láser de aceros al carbono de contenido de carbono diferente, y para mejorar la uniformidad del metal fundido en la región soldada, se aplica un haz láser oblicuamente a la región unida entre los aceros al carbono desde el lado del acero al carbono que tiene el menor contenido de carbono. Al fabricar una rueda de vehículo 1 por este método, el haz láser se aplica oblicuamente desde el lado del cubo 3 de chapa de acero laminado que contiene aproximadamente 0,1 % de carbono a la región unida con el buje 2 de acero al carbono para uso estructural en maquinas que contiene aproximadamente 2% de carbono para fundir el extremo del cubo 3 y hacer que penetre en la región soldada. **FIGURA** .
PROCEDIMIENTO PARA LA FABRICACION DE UN ACRISTALAMIENTO LAMINADO TERMICO, CON HILOS METALICOS COLOCADOS EN LA CAPA INTERMEDIA TERMOPLASTICA.
(01/01/2001). Solicitante/s: SAINT-GOBAIN VITRAGE INTERNATIONAL S.A. SEKURIT SAINT GOBAIN DEUTSCHLAND GMBH UND CO. KG. Inventor/es: IMMERSCHITT, STEFAN, REUL, BERNHARD, GILLNER, MANFRED, SAUER, GERD, MUELLER, KARL-HEINZ, PIKHARD, SIEGFRIED, ENGELS, JUERGEN, HENN, KLAUS, MAEUSER, HELMUT, NEUMANN, DIETER.
PARA LA FABRICACION DE UNA LUNA COMPUESTA QUE SE PUEDE CALENTAR ELECTRICAMENTE, SE DEPOSITAN Y FIJAN ALAMBRES DE CALEFACCION SOBRE LA HOJA TERMOPLASTICA QUE UNE ENTRE SI LOS VIDRIOS INDIVIDUALES DE LA LUNA, PASANDO DESDE UN BORDE DE LA HOJA HASTA EL BORDE OPUESTO DE LA HOJA. LOS ALAMBRES DE CALEFACCION SE UNEN EN CONEXION EN PARALELO CON CARRILES COLECTORES , QUE ESTAN DISPUESTOS A DISTANCIA (A) DEL BORDE DE LA HOJA . INMEDIATAMENTE AL LADO DE LOS CARRILES COLECTORES SE CORTAN LOS TROZOS DE ALAMBRE SITUADOS ENTRE LOS CARRILES COLECTORES Y EL BORDE DE LA HOJA, PONIENDOSE EN CONTACTO DOS ELECTRODOS CONECTADOS A UNA FUENTE DE CORRIENTE CON LOS ALAMBRES . POR LA CORRIENTE ELECTRICA SE CALIENTAN LOS ALAMBRES ENTRE LOS ELECTRODOS A SU TEMPERATURA DE FUSION Y SE INTERRUMPEN.
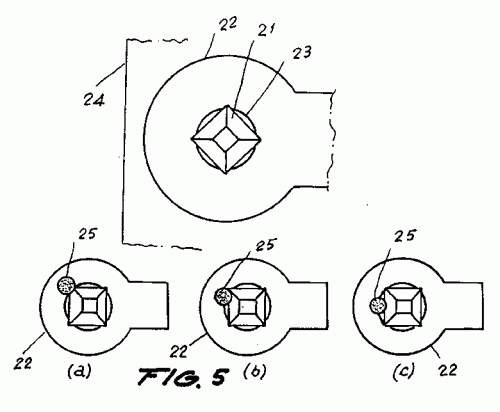
ELEMENTO DE POLEA DE CORREA EN V Y METODO DE FABRICARLO.
(01/12/2000) Elemento de polea de correa en V y método de fabricarlo. Un elemento la de una polea motriz 1, un elemento 2a de una polea accionada 2, y un elemento 2b de la polea accionada 2 de una transmisión continuamente variable para motocicleta scooter o análogos se fabrican por respectivos procedimientos mejorados que se simplifican y componen de un número reducido de fases para mayor productividad. El elemento 1a de la polea motriz 1 tiene una cara de accionamiento estampada 4 con un agujero de encaje 4a definido en ella y un saliente 5 encajado en el agujero de encaje 4a, estando el saliente 5 forjado en frío, cortado en sus extremos opuestos, y brochado. La cara…
PROCESAMIENTO DE PIZARRA MEDIANTE LASER.
(16/11/2000). Solicitante/s: UNIVERSIDADE DE VIGO. Inventor/es: POU SARACHO,JUAN MARIA, LUSQUIOS RODRIGUEZ,FERNANDO, SOTO COSTAS,RAMON FRANCISCO, PEREZ-MARTINEZ Y PEREZ-AMOR,MARIANO JESUS, BOUTINGUIZA SIDAHMED-LAROSI,MOHAMED.
Placas o piezas de pizarra pueden ser cortadas, perforadas, marcadas o tratadas superficialmente por medio de un método basado en la irradiación de un haz láser. La gran flexibilidad de este método permite realizar diferentes tipos de procesos sobre la misma pieza de pizarra sin necesidad de cambiar de equipo o de herramienta, tan sólo es preciso modificar los parámetros de procesamiento. Este método supone una considerable mejora en las condiciones de traba o del operario que debe procesar las placas de pizarra, como, por ejemplo, en la elaboración de pizarras para cubiertas o pavimentos.
PROCEDIMIENTO PARA LA REALIZACION DE UNA LINEA DE DEBILITAMIENTO POR MEDIO DE UN RAYO LASER.
(16/10/2000). Solicitante/s: JENOPTIK AKTIENGESELLSCHAFT. Inventor/es: SCHMIDT, WOLFGANG, SCHMIEDER,FRANK, LUTZE, WALTER, SCHULZE, RAINER, SCHWARZE, RALF.
LA INVENCION SE REFIERE A UN METODO PARA FABRICAR UNA LINEA DE DEBILITACION EN UN MATERIAL PLANO DESGASTANDO UNO DE LOS LADOS DEL MATERIAL PLANO DE FORMA LOCAL MEDIANTE UN RAYO LASER PULSADO Y CONTROLABLE. LA LINEA DE DEBILITACION OBTENIDA NO RESULTA VISIBLE SOBRE LA SUPERFICIE SIN ELABORAR DEL MATERIAL PLANO Y PRESENTA UNA RESISTENCIA A LA ROTURA CONSTANTE Y REPRODUCIBLE.
PROCEDIMIENTO DE SOLDADURA LASER APLICABLE A LA UNION DE PINES SOBRE CIRCUITOS IMPRESOS.
(16/10/2000). Ver ilustración. Solicitante/s: MECANISMOS AUXILIARES INDUSTRIALES, S.L.. Inventor/es: CUBERO PITEL,JOSE ANTONIO.
Procedimiento de soldadura láser aplicable a la unión de pines sobre circuitos impresos. El procedimiento preconizado, el de soldadura por láser, es un proceso de alta energía en el que la densidad del rayo láser se consigue por la concentración de ondas luminosas. Dicho proceso involucro dos metales (similares o disimilares) y, previamente a la unión metalúrgica, han de posicionarse frente al cabezal láser con suficiente precisión. La unión metalúrgica se realiza por-fusión directa de los metales a unir, con lo que no es necesario ningún metal de aporte.
PROCESO Y APARATO DE SOLDADURA Y OTROS TRATAMIENTOS TERMICOS.
(16/08/2000). Solicitante/s: RANCOURT, YVON. Inventor/es: RANCOURT, YVON.
METODO Y APARATO PARA SOLDAR UNA MULTITUD DE JUNTAS CONTINUAS PARALELAS EN FUELLE QUE COMPRENDE LOS PASOS DE DEFINIR UNA ESTACION DE SOLDADURA QUE INCLUYE UNA FUENTE DE SOLDADURA DE UN HAZ LASER O UN HAZ DE ELECTRONES Y UN PLANO DE TRABAJO SEPARADO DE LA FUENTE DE SOLDADURA Y EN DONDE EL PLANO DE TRABAJO ES PERPENDICULAR Y CORTA AL PLANO QUE CONTIENE LA FUENTE DE SOLDADURA POR RADIACION . LA FUENTE DE SOLDADURA ABARCA UNA ZONA DE SOLDADURA DEFINIDA EN LA INTERSECCION DEL PLANO DE TRABAJO Y EL PLANO QUE CONTIENE LA FUENTE DE SOLDADURA. LAS JUNTAS SE MANTIENEN SEPARADAS Y PARALELAS PARA SOLDARLAS Y SE MUEVEN AL MENOS A UNA DE LAS ESTACIONES DE SOLDADURA Y LAS DISTINTAS PIEZAS DE TRABAJO, AL UNISONO, RELATIVAMENTE UNA CON OTRA PARA QUE LAS JUNTAS A SOLDAR PASEN A TRAVES DE LA ZONA DE SOLDADURA POR LO QUE LAS JUNTAS SOLDADAS SE FORMAN CONTINUAMENTE SOBRE LOS FUELLES.
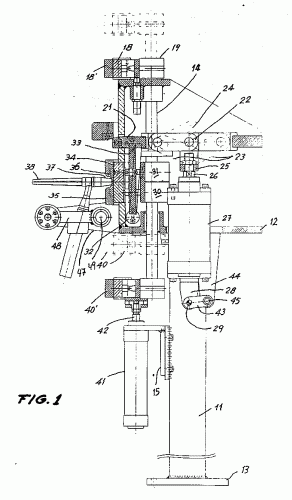
MAQUINA SOLDADORA DE BANDAS METALICAS PERFECCIONADA.
(16/08/2000). Ver ilustración. Solicitante/s: ESCOLA DEL TREBALL DEL RIPOLLES, FUNDACIO S.F. Inventor/es: SOLER FONT,EDUARDO.
Máquina soldadora de bandas metálicas perfeccionada. La presente invención, tiene por objeto, una máquina de soldar, capaz de alimentar de una forma continua, el llamado, y valga la redundancia, el sistema de alimentación continua de una prensa, en las que son conformadas por estampación, piezas metálicas a partir de una banda. La máquina soldadora tiene como objetivo, llenar un hueco que existe entre el acumulador de banda metálica que alimenta a la prensa y el soporte de la bobina con los fines anteriormente mencionados, y presenta unas características que complementan las del sistema de alimentación continua de la citada prensa.
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELABORACION DE PIEZAS DE MATERIALES SOLIDOS.
(01/07/2000) EL PROCEDIMIENTO SIRVE PARA LA MECANIZACION DE PIEZAS DE TRABAJO A BASE DE MATERIALES RESISTENTES, EN PARTICULAR DE VIDRIO EN UNA CONFIGURACION CON PREFERENCIA DE FORMA TUBULAR PARA APLICACION Y UTILIZACION EN EL CAMPO FARMACEUTICO, QUIMICO O MEDICINA VETERINARIA POR MEDIO DE RAYOS DE MECANIZACION OPTICOS, QUE SE ENCUENTRA EN LA ZONA VISIBLE O EN LA ZONA QUE LIMITA ESPECTRALMENTE. PARA LA SEPARACION, PERFORACION O RETIRADA AL MISMO TIEMPO DE MATERIAL SE UTILIZA UN PRIMER RAYO DE MECANIZACION ENFOCADO DE MANERA CORRESPONDIENTE EN UNA APLICACION AGUDA QUE MUESTRA UNA ALTA DENSIDAD DE POTENCIA. PARA LA TRANSFORMACION, REFUNDICION O PARA TRATAMIENTO TERMICO SIRVE UN SEGUNDO RAYO DE MECANIZACION CON UNA…
METODOS PARA PREPARAR UNA MATRIZ NEGRA/ELEMENTOS DE FILTRO DE COLOR INTEGRAL.
(16/06/2000). Solicitante/s: MINNESOTA MINING AND MANUFACTURING COMPANY. Inventor/es: WOLK, MARTIN, B., SMITH, TERRANCE, P., ISBERG, THOMAS, A., CHOU, HSIN-HSIN, DOWER, WILLIAM, V.
SE DESCRIBE UN METODO DE FABRICACION DE UNA MATRIZ SOBRE UN SUBSTRATO. DICHA MATRIZ ES PARTICULARMENTE UTIL EN LA FORMACION DE ELEMENTOS DE FILTRO DE COLOR. EL PROCESO COMPRENDE LOS PASOS SIGUIENTES: A) PROPORCIONAR UN ARTICULO QUE PUEDE FORMAR IMAGENES QUE COMPRENDE UN SUBSTRATO QUE TIENE SOBRE, POR LO MENOS, UNA SUPERFICIE DEL MISMO UNA CAPA NEGRA, B) DIRIGIR UNA ENERGIA CON UNA INTENSIDAD SUFICIENTE EN DICHA CAPA NEGRA PARA HACER TRANSPARENTE LA CAPA NEGRA, C) HACER EL DIRECCIONAMIENTO DE LA ENERGIA DE UNA FORMA TAL QUE LA CAPA NEGRA SEA EXTRAIDA DE ALGUNAS AREAS, PERO NO SEA EXTRAIDA DE OTRAS AREAS PARA QUE LOS REVESTIMIENTOS DE LA CAPA NEGRA RODEEN LAS AREAS DE LAS QUE SE HA EXTRAIDO LA CAPA NEGRA. UN METODO PREFERIDO DEPOSITA UN MATERIAL COLORANTE DENTRO DE LAS AREAS ABIERTAS DE LA MATRIZ POR TRANSFERENCIA TERMICA, POR EJEMPLO, TRANSFERENCIA TERMICA INDUCIDA POR LASER, DE MATERIAL COLORANTE PARA FORMAR UN ELEMENTO DE FILTRO.
PROCEDIMIENTO Y DISPOSITIVO DE RESTAURACION DE LA ESTANQUIDAD DE ORGANOS DE CONEXION TALES COMO CAJAS DE AGUA DE ALTERNADORES DE REFRIGERACION MIXTA AGUA-HIDROGENO.
(01/06/2000) PROCEDIMIENTO DE RESTAURACION DE LA ESTANQUEIDAD DE ORGANOS DE CONEXION DE CIRCUITOS RECORRIDOS POR UN FLUIDO, PARTICULARMENTE DEPOSITOS DE AGUA DE ALTERNADORES CON ENFRIAMIENTO MIXTO AGUAHIDROGENO, CARACTERIZADO PORQUE CONSISTE EN SEPARAR EL ORGANO DE CONEXION DE UNO DE LOS CONDUCTOS QUE LO CONECTA AL CIRCUITO CON EL FIN DE LIBERAR UNA ABERTURA DE ESTE ORGANO PARA PODER ACCEDER AL INTERIOR DE ESTE, A LA VEZ QUE LO DEJA EN SU SITIO EN EL CIRCUITO, EN PROCEDER AL DECAPADO DE AL MENOS UNA PARTE DE LA SUPERFICIE INTERIOR DEL ORGANO DE CONEXION POR RETIRADA MEDIANTE UN HAZ LASER INTRODUCIDO EN LA CAMARA INTERIOR DEL ORGANO DE CONEXION…
CALENTADOR ELECTRICO SEMICONDUCTOR Y METODO PARA SU FABRICACION.
(16/04/2000) SE PRESENTA UN METODO PARA UNIR MECANICAMENTE Y ELECTRONICAMENTE MATERIALES METALICOS Y MATERIALES SEMICONDUCTORES. EL METODO DE ACUERDO CON LA INVENCION PUEDE UTILIZARSE, POR EJEMPLO, EN LA FORMACION DE UN CALENTADOR SEMICONDUCTOR, ELECTRICO PARTICULARMENTE PARA SU USO EN ARTICULOS ELECTRICOS DE FUMADOR. UN ELEMENTO METALICO , TAL COMO UNA LENGUETA DE SUMINISTRO DE POLVO DE ALEACION DE COBRE, SE SUELDA MEDIANTE LASER A UN ELEMENTO SEMICONDUCTOR , TAL COMO UN ELEMENTO CALENTADOR RESISTIVO DE SILICIO DOPADO. UN RAYO LASER (L) SE DIRIGE A TRAVES DE UN ORIFICIO EN LA LENGUETA DE ALEACION DE COBRE PARA FUNDIR ALGO DEL MATERIAL DE SILICIO , QUE FLUYE DENTRO DEL ORIFICIO EN LA LENGUETA DE COBRE COMO REACCIONA Y SE…
DISPOSITIVO PARA REALIZAR UNIONES DE CHAPAS POR CORDON DE SOLDADURA POR MEDIO DE UN RAYO LASER.
(01/03/2000). Solicitante/s: AUDI AG. Inventor/es: HOFSTETTER, JOSEF.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA LA ELABORACION DE UNIONES DE CHAPA MEDIANTE SOLDADURA DE COSTURA A TRAVES DE RAYO LASER, DONDE SE COORDINA DE FORMA LIMITADA EN EL LUGAR DE SOLDADURA INMEDIATO DEL RAYO LASER UN ELEMENTO DE PRESIONADO QUE ACTUA SOBRE UNA DE LAS CHAPAS . PARA OBTENER EN LA SOLDADURA DE RAYO LASER UN RESULTADO DE TRABAJO OPTIMO, ES NECESARIO, QUE POR EJEMPLO EL ESPACIO ENTRE DOS CHAPAS A SER UNIDA UNA CON OTRA EN EL LUGAR DE SOLAPE ALCANCE SOLAMENTE UNA PARTE (HASTA APROXIMADAMENTE 0,25) DEL ESPESOR DE LA CHAPA. PARA CONSEGUIR ESTO Y ESPECIALMENTE TAMBIEN ALREDEDOR DE LOS CORDONES DE SOLDADURA CON EL FIN DE PODER ELABORAR LUGARES QUE OFRECEN ESPACIO LIBRE REDUCIDO, NO ACCESIBLE, EL ELEMENTO DE PRESIONADO SE CONFIGURA COMO UNA PARTE DE PRESIONADO EN FORMA DE PASADOR. ESTO PUEDE SER APOYADO ANTES O DESPUES EN LA DIRECCION DE LA COSTURA DE SOLDADURA A SER ELABORADA DEL RAYO LASER.
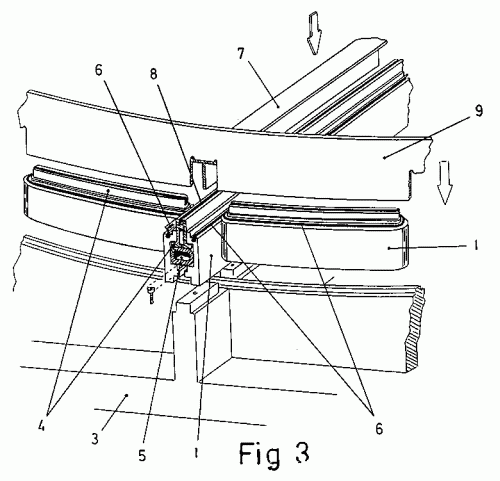
UTIL Y PROCESO DE ENSAMBLAJE PARA SOLDADURA LASER.
(01/03/2000). Ver ilustración. Solicitante/s: TORRES MARTINEZ,MANUEL. Inventor/es: TORRES MARTINEZ,MANUEL.
til y proceso de ensamblaje para soldadura láser, comprendiendo el útil unos elementos en forma de perfiles huecos con una ranura longitudinal abierta en el borde superior, en disposición de dichos elementos según una distribución entrecruzada sobre una base sustentadora , mientras que en el interior dé los mismos se incluyen unos correspondientes elementos-émbolos , los cuales son susceptibles de asomamiento y remetido por acción neumática, determinando un conjunto flotante para la sujeción de las piezas a soldar.
PROCEDIMIENTO Y APARATO QUE PERMITEN FORMAR ORIFICIOS DE DISTRIBUCION.
(16/02/2000) SE PRESENTA UN METODO Y UN APARATO PARA TALADRAR MEDIANTE LASER UN PUERTO DE SUMINISTRO EN UN DISPENSADOR DE UN AGENTE BENEFICIOSO . EL DISPENSADOR TIENE UN COMPARTIMIENTO FORMADO POR UNA PARED PARA CONTENER UN AGENTE BENEFICIOSO A SER SUMINISTRADO. SE EMPLEA UN RAYO LASER PARA QUEMAR AL MENOS PARCIALMENTE LA PARED . EL RAYO LASER Y EL DISPENSADOR SE POSICIONAN ENTRE SI DE MANERA QUE EL RAYO LASER ESTE DIRIGIDO A UNA ZONA PREDETERMINADA DEL PUERTO EN EL DISPENSADOR . EL RAYO LASER SE APAGA DURANTE EL PERIODO DE POSICIONAMIENTO. A CONTINUACION SE ENCIENDE EL RAYO LASER Y SE MUEVE CON RELACION AL DISPENSADOR PARA MARCAR UN PUERTO DE SUMINISTRO PROXIMO A LA ZONA DEL PUERTO . EL MOVIMIENTO…
PROCEDIMIENTO PARA LA REALIZACION DE PLACAS DE GOBIERNO.
(16/01/2000). Ver ilustración. Solicitante/s: VTF INDUSTRIES, S.A.R.L. Inventor/es: EPP, BERTRAND, CHEVRIER, LAURENT.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE REALIZACION DE FRISOS PARA MANDOS, EN PARTICULAR DE APARATOS ELECTRODOMESTICOS. SE CARACTERIZA POR QUE CONSISTE ESENCIALMENTE EN REALIZAR AL MENOS UN GRABADO LASER PERSONALIZADO SOBRE AL MENOS UNA SERIGRAFIA (3 Y/O 4) YA APLICADA A UN FRISO BRUTO BASICO DE CRISTAL MEDIANTE LA RETIRADA DE LA CAPA SERIGRAFIADA (3 Y/O 4) CORRESPONDIENTE A LAS DECORACIONES, SIMBOLOS O SIGNOS (1 Y/O 2); A CONTINUACION, SE CUBREN ESOS GRABADOS CON UN ENLUCIDO DE COLOR DIFERENTE, INMEDIATAMENTE DESPUES DE LA OPERACION DE GRABADO O EN UNA OPERACION APARTE, MEDIANTE DEPOSITO MANUAL O AUTOMATIZADO. LA INVENCION ES APLICABLE, EN PARTICULAR, A LA CREACION DE DECORACIONES O SIMILARES SOBRE PLACAS O FRISOS SERIGRAFIADOS.
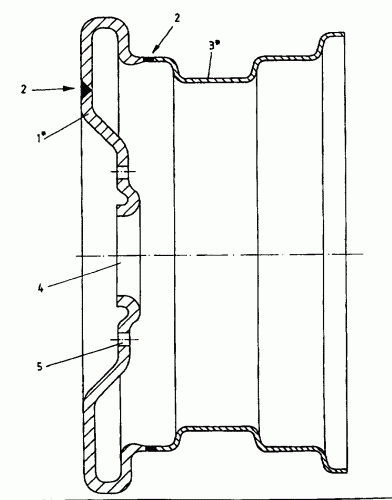
RUEDA LIGERA DE CHAPA DE ACERO PARA VEHICULOS.
(16/12/1999). Ver ilustración. Solicitante/s: THYSSEN STAHL AKTIENGESELLSCHAFT. Inventor/es: FRINGS, ADAM, STEGEMANN, THOMAS.
LA INVENCION SE REFIERE A UNA RUEDA LIGERA DE CHAPA DE ACERO FABRICADA MEDIANTE CONFORMACION EN FRIO A PARTIR DE UN DISCO CIRCULAR PLANO DE CHAPA DE ACERO DE UNA PIEZA OBTENIDO UNIENDO MEDIANTE SOLDADURA UN DISCO CIRCULAR Y UN DISCO ANULAR . EN LA RUEDA DE LA INVENCION EL DISCO CIRCULAR PARA EL DISCO DE RUEDA (1*) Y EL DISCO ANULAR PARA LA LLANTA DE RUEDA (3*) CONSTAN DE VARIAS CHAPAS RECUBIERTAS O NO RECUBIERTAS CUYO ESPESOR Y/O CUYA RESISTENCIA DEL MATERIAL VARIAN SEGUN LOS REQUISITOS LOCALES DE RESISTENCIA DE LA RUEDA LIGERA.
PROCEDIMIENTO Y DISPOSITIVO PARA CORTAR, PERFORAR O ROTULAR MOTIVOS REPETITIVOS EN UN MATERIAL PLANO MOVIDO CONTINUAMENTE.
(16/12/1999) LA INVENCION SE REFIERE A UN PROCESO PARA CORTAR, PERFORAR O ROTULAR UN PATRON REPETITIVO EN UN MATERIAL PLANO EN MOVIMIENTO CONTINUO CON AL MENOS UN RAYO LASER CONTROLABLE, COMPUESTO AL MENOS DE UN SISTEMA DE CONDUCCION DEL RAYO , SIENDO CADA RAYO LASER DESPLAZABLE RELATIVAMENTE AL MATERIAL PLANO DESDE UN PUNTO FIJO EN DOS DIRECCIONES X E Y PERPENDICULARES ENTRE SI, Y A UN DISPOSITIVO PARA LA REALIZACION DE ESTE PROCESO. ES POSIBLE UNA FABRICACION DE MUESTRAS CON UN REGISTRO DE CANTOS DE DOBLADO O PLEGADO A CUALQUIER VELOCIDAD INCLUSO EN MATERIAL NO IMPRESO GRACIAS A LOS SIGUIENTES PASOS: DETECCION DE LA VELOCIDAD DE MOVIMIENTO DEL MATERIAL PLANO , APORTE DE LOS CANTOS DE DOBLADO O PLEGADO SOBRE EL MATERIAL PLANO MOVIL Y DETECCION DE SU POSICION, CONTROL DE SISTEMA…
PROCEDIMIENTO PARA FABRICAR UNA HERRAMIENTA ROTATIVA PARA EL LABRADO CON ARRANQUE DE VIRUTAS, Y LA HERRAMIENTA.
(16/08/1999). Solicitante/s: LEDERMANN GMBH. Inventor/es: RUDLAFF, THOMAS, DR.-ING., HAAG, MATTHIAS, DIPL.-ING., GITTEL, HANS-JURGEN, DR.-ING., SCHMITT, VOLKER, DIPL.-ING.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UNA HERRAMIENTA EN LA MECANIZACION CON ARRANQUE DE VIRUTA DE PIEZAS DE TRABAJO, QUE SE COMPONEN POR EJEMPLO A BASE DE MATERIALES DE MADERA, DISPONIENDOSE DE UNA HOJA DE SIERRA CIRCULAR Y UNA HERRAMIENTA DE FRESADO O SIMILAR. SE DISPONE DE UN CUERPO BASICO METALICO Y UNA APLICACION DE CORTE QUE MUESTRA AL MENOS UNA SUPERFICIE DE CORTE RADIAL. PARA LA ELEVACION DE LA SOLIDEZ DE UNION DEL CUERPO BASICO Y DE LA PIEZA EN BRUTO DE CORTE, A FIN DE REDUCIR LAS TENSIONES TERMICAS, ASIMETRICAS, Y PARA EVITAR LAS MODIFICACIONES DE ESTRUCTURAS INDUCIDAS TERMICAMENTE, EL CUERPO BASICO Y LA PIEZA DE CORTE EN BRUTO SE UNEN EN ARRASTRE DE MATERIAL A TRAVES DE UN CALENTAMIENTO DE TIEMPO CORTO, QUE ACTUA EN LOS DOS LADOS.
PROCEDIMIENTO Y DISPOSITIVO PARA EL MECANIZADO DE CUALESQUIERA SUPERFICIES DE 3D MEDIANTE LASER.
(01/07/1999). Solicitante/s: POLIERWERKSTATT FUR STAHLFORMEN BESTENLEHRER GMBH. Inventor/es: BESTENLEHRER, ALEXANDER.
UN PROCESO PARA EL MECANIZADO DE SUPERFICIES BI Y TRIDIMENSIONALES MEDIANTE UN DISPOSITIVO DE MECANIZADO POR RAYO PREVE QUE SE PALPE LA SUPERFICIE A MECANIZAR Y SE ALMACENE COMO FORMA ACTUAL. LOS PARAMETROS DE MECANIZADO SON CALCULADOS BASANDOSE EN LA FORMA DEFINITIVA ALMACENADA Y LA FORMA ACTUAL ALMACENADA. UNA VEZ MECANIZADA LA SUPERFICIE SE PALPA DE NUEVO Y SE ALMACENA LA NUEVA FORMA ACTUAL. EL CALCULO DE LOS PARAMETROS DE MECANIZADO Y LA MECANIZACION SE REPITEN EN TANTO EN CUANTO NO SE ALCANCE LA SUPERFICIE (FORMA DEFINITIVA) DESEADA. EL PROCESO PUEDE APLICARSE A LA FABRICACION DE SUPERFICIES DE OBTURACION EN HERRAMIENTAS DE MOLDEO COMPLEMENTARIAS. UN DISPOSITIVO PARA EL MECANIZADO DE SUPERFICIES BI Y TRIDIMENSIONALES MEDIANTE LASER COMPRENDE UNA DISPOSITIVO DE MEDICION DE CONTORNOS TRIDIMENSIONALES, ASI COMO UN MANDO PARA EL CONTROL DEL DISPOSITIVO DE MEDICION DE CONTORNOS Y DEL DISPOSITIVO LASER.
METODO DE INCLUIR UNA MARCA EN UN CUERPO DE MATERIAL.
(01/07/1999). Solicitante/s: UNITED DISTILLERS & VINTNERS LIMITED. Inventor/es: CAMERON, ALLAN, STOCKDALE, MARY VIOLET, THE OLD RECTORY, CLEMENT, ROBERT MARC, 11 PLAS ROAD RHOS, LEDGER, NEVILLE RICHARD, 61 TAN-Y-LAN TERRACE, JEFFREE, CHRISTOPHER EDWARD, 7 ROMAN CAMP.
SE PRESENTA UN METODO PARA SUMINISTRAR UN CUERPO DE MATERIAL CON UNA MARCA SUB-SUPERFICIAL QUE COMPRENDE LOS PASOS DE DIRIGIR A UNA SUPERFICIE DEL CUERPO UN RAYO DE RADIACION LASER AL CUAL EL MATERIAL SEA SUBSTANCIALMENTE OPACO, LA ENERGIA DEL RAYO ABSORBIDA POR LA SUPERFICIE DEL MATERIAL ES SUFICIENTE PARA PRODUCIR UNA TENSION LOCALIZADA DENTRO DEL CUERPO EN UNA UBICACION SEPARADA DE DICHA SUPERFICIE SIN NINGUN CAMBIO DETECTABLE EN LA SUPERFICIE, LA TENSION LOCALIZADA ASI PRODUCIDA ES NORMALMENTE INVISIBLE AL OJO DESNUDO PERO PUEDE VERSE BAJO LUZ POLARIZADA.
PROCEDIMIENTO PARA LA FABRICACION DE PLETINAS SOLDADAS DE CHAPA DE ACERO.
(01/07/1999). Solicitante/s: THYSSEN KRUPP STAHL AG. Inventor/es: TENHAVEN, ULRICH, DR. ING.
PARA CONSEGUIR UN PROCEDIMIENTO DE ELABORACION DE PLETINAS DE CHAPA DE ACERO SOLDADAS A PARTIR DE TABLAS DE CHAPA O RECORTES MOLDEADOS, QUE POR UNA PARTE SE DISPONEN EN FORMA SOBRANTE EN LOS DISPOSITIVOS DE SUJECION NECESARIOS EN LA SOLDADURA DE LAS TABLAS DE CHAPA O POR OTRA PARTE DE LOS RECORTES DE MOLDEADO. CON ELLO SE SIMPLIFICA ESENCIALMENTE EL AGREGADO DE SOLDADURA DE FORMA QUE EN LA APLICACION DE LOS PUNTOS DE FIJACION SE EQUIPAN CON UNA RESISTENCIA NECESARIA EN LOS CANTOS DE LA CHAPA A SER SOLDADA CON UNA APLICACION TERMICA REDUCIDA, QUE EVITA COMPLETAMENTE UNA PRIORIDAD TERMICA, SIENDO POSICIONADOS LOS CANTOS DE CHAPA A SER SOLDADOS EN LA FORMA NECESARIA PARA EL PROCESO DE SOLDADURA DE UNO CON RESPECTO A OTRO. POR MEDIO DE UN LASER SE SUELDAN A TRAVES DE PROCESO DE SOLDADURA EN FORMA DE PUNTOS, ESTANDO DISPUESTOS EN LONGITUD DE COSTURA, CON UN APUNTALAMIENTO PREVIO DE FIJACION Y A CONTINUACION CON PROCESO DE SOLDADURA.
SENSOR PARA MONITORIZACION ON-LINE Y REMOTA DE PROCESOS AUTOMATIZADOS DE SOLDADURA CON LASER.
(16/06/1999). Solicitante/s: UNIVERSIDAD DE MALAGA. Inventor/es: PALANCO LOPEZ,SANTIAGO, LASERNA VAZQUEZ,JOSE JAVIER.
SENSOR PARA MONITORIZACION ON-LINE Y REMOTA DE PROCESOS AUTOMATIZADOS DE SOLDADURA CON LASER. APORTA INFORMACION PRECISA EN TIEMPO REAL SOBRE EL GAS DE ASISTENCIA, LA TEMPERATURA DE SOLDEO Y LA DISTANCIA PARALELA AL PLANO DE SOLDADURA, DEL CABEZAL A LA JUNTA ENTRE LAS PIEZAS. ADEMAS DE SOLVENTAR ALGUNOS DE LOS PROBLEMAS TECNOLOGICOS QUE ACARREA LA SOLDADURA LASER, SE RESUELVE LA SEGURIDAD ASOCIADA A APLICACIONES EN LAS QUE SE USA GUIADO CON FIBRA OPTICA.
PROCESO DE PERFORACION CON LASER DESENFOCADO PARA HACER UN DISPOSITIVO DE FORMACION DE TEJIDO.
(01/03/1999) UN ELEMENTO DE SOPORTE TOPOGRAFICO Y UN METODO PARA FORMAR UN ELEMENTO DE SOPORTE TOPOGRAFICO PARA SU USO EN LA PRODUCCION DE TEJIDOS NO TEJIDOS, ESPECIALMENTE TEJIDOS NO TEJIDOS SIMILARES A LA LABOR DE PUNTO. EL ELEMENTO DE SOPORTE TOPOGRAFICO COMPRENDE UN CUERPO QUE TIENE UNA SUPERFICIE SUPERIOR QUE COMPRENDE UN DIBUJO DE UNA PLURALIDAD DE PICOS Y VALLES Y UNA PLURALIDAD DE ABERTURA . LAS ABERTURAS TIENEN UNA PARTE SUPERIOR CONICA (7A) QUE ESTA RODEADA POR UN GRUPO DE PICOS Y VALLES . LA SEPARACION DE LINEA CENTRAL A LINEA CENTRAL DE ABERTURAS ADYACENTES ES MENOR QUE EL DIAMETRO MAYOR DE LA PARTE SUPERIOR CONICA (7A) DE LAS ABERTURAS . EL ELEMENTO DE SOPORTE TOPOGRAFICO (7A) ESTA FORMADO POR EL ENFOQUE DE UN HAZ LASER DE MANERA QUE EL PUNTO DE ENFOQUE ESTA POR DEBAJO DE LA SUPERFICIE SUPERIOR DE UNA PIEZA DE TRABAJO…
PROCEDIMIENTO Y APARATO DE REPARACION DE TUBOS DAÑADOS.
(16/11/1998) SE PRESENTA UN APARATO DE SOLDADURA POR LASER PARA SOLDAR POR REVESTIMIENTO LA SUPERFICIE INTERIOR DE UN TUBO . EL APARATO INCLUYE UN MANGUITO ROTATIVO QUE SE PUEDE COLOCAR DENTRO DEL TUBO. DENTRO DEL MANGUITO ROTATIVO HAY UN CABLE DE FIBRA OPTICA Y UN ORIFICIO DE PASO PARA UNA SUSTANCIA DE RELLENO . EL CABLE DE FIBRA OPTICA RECIBE LA ENERGIA LASERICA PROCEDENTE DE UN LASER . EL ORIFICIO DE PASO PARA LA SUSTANCIA DE RELLENO RECIBE EL MATERIAL DE RELLENO PROCEDENTE DE UN SISTEMA DE SUMINISTRO DE METALES DE APORTACION QUE SE MUEVE DE FORMA SINCRONA CON EL MANGUITO ROTATIVO. AL FINAL DEL MANGUITO ROTATIVO HAY UN CABEZAL SOLDADOR QUE…
MARCADOR LASER DE SUSTRATOS DE EMBALAJES.
(01/11/1998). Solicitante/s: AMERICAN NATIONAL CAN COMPANY. Inventor/es: GUCKENBERGER, ANTHONY.
SE PROPORCIONA UNA CARACTERISTICA DE APERTURA FACIL RASGANDO PARA PAQUETES , TALES COMO BOLSAS O PAQUETES PLEGADOS O SELLADOS, PROPORCIONANDO A DICHOS PAQUETES DOS MARCADORES LASER RECTOS O SUSTANCIALMENTE LINEALES Y PARALELOS (125, 125') A TRAVES DE LA ANCHURA DEL PAQUETE, PREFERIBLEMENTE ADYACENTE A AL MENOS UN RETEN . SE EXPONEN DICHOS PAQUETES IDONEOS PARA CONTENER ALIMENTOS TALES COMO CONCENTRADOS DE ZUMOS O MEZCLAS DE PASTELES, O PARA SOPAS. SE EXPONEN TAMBIEN LOS METODOS Y APARATOS PARA HACER MAS FACIL LA APERTURA DE DICHOS PAQUETES.
SINTERIZACION POR LASER DE HAZ MULTIPLE.
(01/10/1998) UN DISPOSITIVO DE SINTERIZACION DE RAYO LASER MULTIPLE INCLUYE UN RAYO DE SINTERIZACION QUE TIENE UN PUNTO FOCAL EN UN LECHO DE POLVO Y AL MENOS UN RAYO LASER DESENFOCADO INCIDENTE EN UNA REGION JUNTO AL PUNTO FOCAL DEL RAYO ENFOCADO . EL RAYO DE SINTERIZACION ELEVA LA TEMPERATURA DEL POLVO A LA TEMPERATURA DE SINTERIZACION. EL RAYO DESENFOCADO ELEVA LA TEMPERATURA DEL MATERIAL QUE RODEA AL RAYO DE SINTERIZACION A UN NIVEL POR DEBAJO DE LA TEMPERATURA DE SINTERIZACION, REDUCIENDO DE ESTE MODO EL GRADIENTE DE TEMPERATURA ENTRE LA LOCALIZACION DE SINTERIZACION Y EL MATERIAL QUE LO RODEA. LA RADIACION TERMICA PUEDE MEDIRSE DESDE UNO O AMBOS RAYOS Y UTILIZARSE PARA CONTROLAR LA POTENCIA DE UNO O AMBOS RAYOS Y LA POTENCIA DE UNO O AMBOS RAYOS PUEDE CONTROLARSE PARA MANTENER LA…
SISTEMA PARA LIMPIAR UN EQUIPO DE MOLDEO USANDO UN LASER.
(01/10/1998). Solicitante/s: VERNAY LABORATORIES, INC. Inventor/es: NAGY, ROBERT, E., SHELTON, TIMOTHY, F., MILAM, JEFFREY, L.
SE PRESENTA UN SISTEMA PARA LIMPIAR MOLDES DENTRO DE PRENSAS EN DONDE EL SISTEMA UTILIZA UNA FUENTE DE LUZ QUE INCLUYE UN LASER PARA LIMPIAR LAS SUPERFICIES DEL MOLDE . LA FUENTE DE LUZ ESTA ALINEADA CON UNA ABERTURA EN EL MOLDE Y LA LUZ DEL LASER SE DIRIGE HACIA LAS SUPERFICIES DEL MOLDE PARA VAPORIZAR EL MATERIAL RESIDUAL SOBRE LAS MISMAS PARA DE ESTA FORMA LIMPIAR LAS SUPERFICIES . LA FUENTE DE LUZ PUEDE ESTAR FORMADA COMO UNA UNIDAD PORTATIL QUE PUEDE MOVERSE ENTRE PRENSAS DIFERENTES, O LA FUENTE DE LUZ PUEDE TENER LA FORMA DE UN LASER SIMPLE CON UNA PLURALIDAD DE CAMINOS DE LUZ QUE SALEN DEL LASER HACIA LAS PRENSAS INDIVIDUALES (120A-D) DE MANERA QUE LA LUZ PUEDA SER ENVIADA SELECTIVAMENTE A LO LARGO DE LOS CAMINOS DE LUZ PARA LIMPIAR LOS MOLDES DENTRO DE LAS PRENSAS (120A-D).
DESCONTAMINACION POR LASER DE SUPERFICIES, EQUIPOS, TUBERIAS, ETC. CONTAMINADOS CON RADIOACTIVIDAD O ELEMENTOS QUIMICOS, QUE INCLUYE UN MECANISMO ASPIRADOR DE GAS QUE ASPIRA LA ZONA PREVIAMENTE TRATADA POR EL RAYO LASER.
(01/08/1998) DISPOSITIVO DE DESCONTAMINACION DE SUPERFICIE DE UN MATERIAL , EN EL QUE SE FIJA O DISPONE CUALQUIER PARTICULA QUE COMPRENDE COMPONENTES DE CONTAMINANTES DETERMINADOS Y QUE SON OBJETO DE DICHA LIMPIEZA: EL DISPOSITIVO COMPRENDE AL MENOS UN HAZ LASER PULSADO PROYECTADO POR CUALQUIER MEDIO EN DICHA SUPERFICIE Y ELEGIDO EN UNA GAMA DE LONGITUD DE ONDA ULTRAVIOLETA COMPRENDIDA ENTRE 190 Y 360 NANOMETROS; DICHO DISPOSITIVO DE LIMPIEZA COMPRENDE UNA BOCA DE ASPIRACION QUE RODEA DICHO HAZ LASER SEGUN SU EJE XX' Y TODO EL SISTEMA PERMITA EL DESPLAZAMIENTO DEL CONJUNTO RELATIVAMENTE CON RESPECTO A DICHA SUPERFICIE QUE HAY QUE LIMPIAR SEGUN UN TRAZADO DETERMINADO DE DICHO HAZ LASER PARA TRATAR ESA SUPERFICIE, EXPULSANDO POCO A POCO, DICHAS PARTICULAS ARRANCADAS POR…
RECUBRIMIENTO PARA GENERACION ESTRUCTURADA DE BANDAS CONDUCTORAS SOBRE SUPERFICIE DE SUBSTRATOS DE AISLAMIENTO ELECTRICO.
(16/07/1998) SE DESCRIBE UN RECUBRIMIENTO PARA LA GENERACION ESTRUCTURADA DE BANDAS CONDUCTORAS SOBRE LA SUPERFICIE DE SUBSTRATOS DE AISLAMIENTO ELECTRICO, EN PARTICULAR PARA LA ELABORACION DE ELEMENTOS DE SENSOR Y TARJETAS DE CIRCUITO IMPRESO. EL REVESTIMIENTO SE FORMA A PARTIR DE UNA CAPA DE OXIDO ESTANICO DOPADA DE COMPOSICION SN{SUB,1}-(Y+Z) AYBZO2, DONDE A = SB O F Y B = IN O AL. LA INVENCION SE CARACTERIZA DE TAL FORMA QUE LAS PORCIONES RELATIVAS EN EL REVESTIMIENTO DEL ANTIMONIO DE SUSTANCIAS DE DOPADO O EL FLUOR CON RESPECTO AL INDIO O EL ALUMINIO SE DEFINEN MEDIANTE LOS LIMITES 0,02 < Y + Z < 0,11 Y SE SATISFACE LA CONDICION 1,4 < Y/Z < 2,2. EL REVESTIMIENTO PUEDE SER ESTRUCTURADO MEDIANTE ABLACION UTILIZANDO RADIACION LASER ELECTROMAGNETICA EN LA ZONA DE LONGITUD DE ONDA DE 157-1064 NM. ESTO CREA UN MEDIO ECONOMICO PARA LA ALTA DESINTEGRACION Y ESTRUCTURACION…
PROCEDIMIENTO Y DISPOSITIVO PARA LA ELABORACION DE UNA PLANTILLA DE IMPRESION POR TAMIZ.
(16/07/1998). Solicitante/s: SCHABLONENTECHNIK KUFSTEIN AKTIENGESELLSCHAFT. Inventor/es: RUCKL, SIEGFRIED.
PARA LA ELABORACION DE UNA PLANTILLA DE IMPRESION POR TAMIZ SE RADIA UNA CAPA , QUE DESCANSA SOBRE LA SUPERFICIE DE UN CILINDRO (1A) DE IMPRESION POR TAMIZ GIRATORIO, POR MEDIO DE UN RAYO LASER DE FORMA PUNTUAL MOVIL, AL MENOS APROXIMADAMENTE RADIAL SOBRE EL CILINDRO (1A) DE IMPRESION POR TAMIZ EN EL QUE SE ENCUENTRA Y EN SU DIRECCION AXIAL. EL CILINDRO (1A) DE IMPRESION POR TAMIZ SE APOYA SOLAMENTE EN LA ZONA DE SUS CARAS FRONTALES COLOCADAS DE FORMA OPUESTA, MIENTRAS QUE A TRAVES AL MENOS DE UNA DE ESTAS CARAS FRONTALES SE SOPLA DE FORMA TAN INTENSA ESTA CARA FRONTAL POR MEDIO DE UN GAS A PRESION, QUE SE OBTIENE UNA SECCION TRANSVERSAL REDONDA CIRCULAR. SE ABRE LA SUPERFICIE PERIMETRICA DEL CILINDRO (1A) DE IMPRESION POR TAMIZ MEDIANTE QUEMADO HACIA AFUERA DE LA CAPA DE LACA, DE TAL MODO QUE PUEDEN SER SOPLADOS HACIA EL INTERIOR LOS CUERPOS DE ESTANQUEIDAD EN EL CILINDRO (1A) DE IMPRESION POR TAMIZ, PARA SU ESTANQUEIZADO EN LA ZONA DE SU PERFORACION COLOCADA DE FORMA LIBRE.
INSTALACION DE UNION Y DE SOLDADURA MEDIANTE UN HAZ LASER DE DOS BOBINAS DE TIRAS METALICAS PARA FORMAR UNA TIRA METALICA CONTINUA.
(01/07/1998). Solicitante/s: SOLLAC. Inventor/es: PERU, GILLES, SAUVAGE, FRANCIS.
LA INVENCION SE REFIERE A UNA INSTALACION DE UNION MEDIANTE UN HAZ LASER DE DOS BOBINAS DE TIRAS METALICAS, CARACTERIZADA EN QUE COMPRENDE MEDIOS DE DESENROLLAMIENTO Y DE ENROLLAMIENTO DE LAS BOBINAS , UN SISTEMA ACUMULADOR DE LA TIRA DE LA PRIMERA BOBINA , MEDIOS DE DETECCION DE LA COLA (LA) DE LA PRIMERA BOBINA Y DE LA CABEZA (2A) DE LA SEGUNDA BOBINA , MEDIOS DE CIZALLA DE LA COLA (1A) DE LA PRIMERA BOBINA Y DE LA CABEZA (2A) DE LA SEGUNDA BOBINA , MEDIOS (6A, 6B), DE GUIA Y DE SOPORTE DE LAS TIRAS METALICAS, UN CONJUNTO DE POSICIONAIENTO Y DE SUJECION DE LOS BORDES A SOLDAR DE LA COLA (1A) DE LA PRIMERA BOBINA Y DE LA CABEZA (2A) DE LA SEGUNDA BOBINA UNO CONTRA OTROS Y EN EL EJE DEL HAZ LASER Y UN CONJUNTO DE SOLDADURA POR HAZ LASER DESPLAZABLE SEGUN EL PLANO DE UNION FORMADO POR LOS BORDES A SOLDAR DE DICHAS BOBINAS.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}