CIP-2021 : B24B 5/14 : para trabajar con muela superficies cónicas, p. ej. puntas de torno.
CIP-2021 › B › B24 › B24B › B24B 5/00 › B24B 5/14[2] › para trabajar con muela superficies cónicas, p. ej. puntas de torno.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[n] desde B24B 1/00 hasta B24B 27/00: - En los grupos B24B 1/00 - B24B 27/00, en lo que se refiere a cristal, los términos "trabajo de muela" y "pulido" se consideran equivalentes.
Notas[g] desde B24B 5/00 hasta B24B 15/00: Trabajo con muela de superficies de formas especiales
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B24 TRABAJO CON MUELA; PULIDO.
B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR.
B24B 5/00 Máquinas o dispositivos para trabajar con muela superficies de revolución de piezas, incluyendo aquéllas que trabajan superficies planas adyacentes; Accesorios a este efecto (B24B 11/00 - B24B 21/00 tienen prioridad; máquinas o dispositivos de acabado que utilizan bloques abrasivos animados de un movimiento a la vez axial y rotativo B24B 33/00).
B24B 5/14 · · para trabajar con muela superficies cónicas, p. ej. puntas de torno.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento para rectificación cilíndrica de barras redondas largas y finas y máquina de rectificación cilíndrica para la realización del procedimiento con una luneta posterior de autocentrado.
(11/09/2013) Procedimiento para la rectificación cilíndrica de barras redondas largas, finas a través de rectificación de pelado,en el que un disco abrasivo giratorio y una barra redonda giratoria se mueven relativamente entre sí en la direcciónlongitudinal de la barra redonda y la barra redonda se apoya sobre al menos una luneta, caracterizado porque estánprevistas las siguientes etapas del procedimiento:
a) en la operación de rectificación, la luneta está dispuesta en la dirección longitudinal de la barra redonda estrechamente adyacente y en asociación longitudinal fija operativa al disco abrasivo ;
b) la luneta está activa en el seguimiento del…
SISTEMA PARA RECTIFICADO DE PIEZAS CON ARISTAS REDONDEADAS O BISELADAS.
(20/03/2012) Sistema para rectificado de piezas con aristas redondeadas o biseladas, comprendiendo una muela de rectificado dispuesta con posibilidad de movimientos relativos respecto de la posición de una pieza a rectificar que se sujeta en un soporte , estableciéndose entre la muela de rectificado y la pieza a rectificar un movimiento relativo de basculación , el cual se puede combinar con movimientos relativos de desplazamiento en sentido longitudinal y en sentido transversal , en la acción del rectificado.
PROCEDIMIENTO Y SISTEMA PARA LA RECTIFICACIÓN DE UN COMPONENTE DE MÁQUINA SIMÉTRICO ROTATORIO PROVISTO DE UN TALADRO LONGITUDINAL.
(19/05/2011) Procedimiento para la rectificación de un componente de máquina simétrico rotatorio provisto de un taladro longitudinal , una de cuyas superficies extremas frontales está configurada como superficie activa en forma de una envolvente de tronco de cono plana con contorno lineal en la sección transversal, caracterizado porque en el componente de la máquina retenido en un lado en su periferia exterior se rectifica en primer lugar la superficie activa en el procedimiento de rectificación vertical, se ajusta una primera muela abrasiva cilíndrica con su superficie periférica giratoria perpendicularmente contra la superficie activa , se desplaza el componente de la máquina en la dirección de su eje de rotación y eje longitudinal con respecto a la primera muela abrasiva , cubriendo la extensión axial de la primera muela…
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR DISCOS DE TRANSMISION PARA UNA TRANSMISION CON REGULACION CONTINUA.
(01/04/2007). Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Inventor/es: JUNKER, ERWIN.
Procedimiento para producir discos de transmisión para una transmisión con regulación continua, en el que al menos una pareja de los discos de transmisión está dispuesta con sus superficies de transmisión enfrentadas, que están en contacto en arrastre de fuerza con un elemento de transmisión de fuerza en funcionamiento de la transmisión, sobre un dispositivo con al menos un husillo de pieza de trabajo y con una muela abrasiva que es accionada, para rectificar la superficie de transmisión de al menos un disco de transmisión , a través de un husillo de rectificado , caracterizado porque durante el rectificado de la superficie de transmisión se ejecuta un movimiento oscilante repetitivo, relativo radial con relación al husillo de pieza de trabajo , entre la muela abrasiva y el disco de transmisión, de tal modo que la región de rectificado de la muela abrasiva se mueve en vaivén entre.
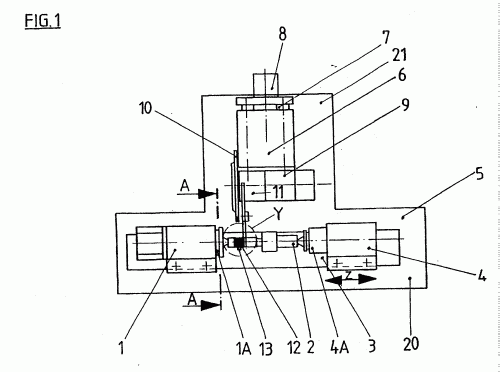
PROCEDIMIENTO Y MAQUINA RECTIFICADORA PARA REALIZAR EL PROCESO EN EL RECTIFICADO POR PELADO DE UNA PIEZA DE TRABAJO.
(16/11/2006). Ver ilustración. Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Inventor/es: JUNKER, ERWIN.
Procedimiento para la conducción del proceso de una pieza de trabajo por medio de muela abrasiva sobre una máquina rectificadora, en el que la pieza de trabajo se mide durante el rectificado por medio de un sensor de medición a la medida real, con lo que se mide el diámetro precisamente rectificado de la pieza de trabajo y al mismo tiempo se corrige de una manera automática y continua el valor real medido a un valor teórico predeterminado en función del tiempo de rectificación, caracterizado porque durante el rectificado por pelado, después de la consecución de la medida teórica, se desplaza la pieza de trabajo en la dirección longitudinal con un avance determinado frente a la muela abrasiva.
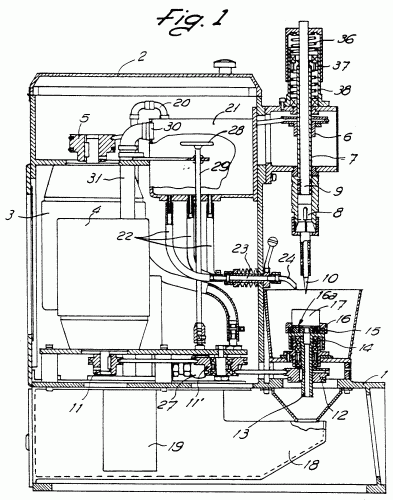
APARATO PARA LA MANUFACTURA DE COLUMNAS DE HORMIGON.
(16/07/1996). Solicitante/s: PARTEK CONCRETE OY AB. Inventor/es: VIRTANEN, OLLI.
SE PRESENTA UN APARATO PARA MANUFACTURAR COLUMNAS DE HORMIGON, QUE TIENE UNIDAD DE SUMINISTRO DEL HORMIGON Y UNA UNIDAD PARA EL PULIDO DE LA COLUMNA . LA UNIDAD DE SUMINISTRO TIENE UN CAÑON QUE SE MUEVE A LO LARGO DE UN SOPORTE VERTICAL Y UN DISCO AMOLADOR , POR MEDIO DE LOS CUALES SE MANUFACTURA UNA COLUMNA DE HORMIGON DISPARANDO UNA MEZCLA DE HORMIGON CONTRA UN BLANCO ESPECIFICO QUE GIRA ALREDEDOR DE SU EJE DESPUES DE LO CUAL LA COLUMNA ENDURECIDA SE TRANSFIERE HASTA LA UNIDAD AMOLADORA , EN DONDE LA SUPERFICIE DE LA COLUMNA DE HORMIGON SE PULE POR MEDIO DE UN SEGUNDO DISPOSITIVO AMOLADOR , QUE SE MUEVE A LO LARGO DE UN SOPORTE VERTICAL . TANTO EL CAÑON COMO LA UNIDAD PULIDORA TIENEN UNOS DISPOSITIVOS OSCILANTES POR MEDIO DE LOS CUALES LOS SOPORTES VERTICALES PUEDEN OSCILAR CON RELACION AL EJE DE LA COLUMNA DE HORMIGON DE MANERA QUE SE PUEDEN PRODUCIR COLUMNAS CONICAS.
MAQUINA PARA PULIR HILERAS REDONDAS.
(01/02/1989) MAQUINA PARA PULIR HILERAS REDONDAS, CARACTERIZADA POR COMPRENDER UN MOTOR QUE ACTUA SOBRE UN PLATO GIRATORIO HORIZONTAL PROVISTO DE UN EJE EXCENTRICO AL EJE DE GIRO Y AL QUE SE ARTICULA UNA DE DOS CABEZAS DE UNA BIELA, LA EXCENTRICIDAD DE CUYO EJE ES REGULABLE, CUYA BIELA ES DE LONGITUD AJUSTABLE Y POR SU OTRA CABEZA SE ARTICULA A UN TRAVESAÑO AL QUE ESTAN UNIDOS VARIOS VASTAGOS HORIZONTALES A CUYO EXTREMO LIBRE SE ARTICULAN SENDAS CABEZAS PORTADORAS DE RESPECTIVAS VARILLAS PULIDORAS SUJETABLES AMOVIBLEMENTE EN FORMA AJUSTABLE A DICHAS CABEZAS EN POSICION ADECUADA CON RELACION A LAS HILERAS A PULIR, CUYAS VARILLAS CON SU PUNTA CONICA DE PULIDO ACTUAN SOBRE EL CONO DE UNA CORRESPONDIENTE HILERA PARA PULIR DICHO CONO POR EFECTO DEL DESPLAZAMIENTO ALTERNATIVO DE LOS VASTAGOS Y…
MAQUINA PERFECCIONADA PARA EL RECTIFICADO DE LOS CONOS DE LAS HILERAS DE METAL DURO Y DIAMANTE.
(01/02/1989). Ver ilustración. Solicitante/s: INDUSTRIAS ESTEVES, S.A. Inventor/es: BOIX, ENRIQUE.
MAQUINA PERFECCIONADA PARA EL RECTIFICADO DE LOS CONOS DE LAS HILERAS DE METAL DURO Y DIAMANTE, DEL TIPO QUE COMPRENDE UNAS VARILLAS DOTADAS DE MOVIMIENTO DE DESPLAZAMIENTO VERTICAL ALTERNATIVO Y DE GIRO AXIAL Y PROVISTAS DE UNA PUNTA INFERIOR CONICA RECTIFICADORA DE LOS CONOS DE UNA RESPECTIVA HILERA APOYADA EN UNA BASE GIRATORIA, CARACTERIZADA PORQUE DICHA PUNTA RECTIFICADORA DE LAS VARILLAS ES DE DIAMANTE POLICRISTALINO DE ELEVADISIMA RESISTENCIA AL DESGASTE Y PORQUE LA BASE DE LA HILERA ESTA PROVISTA DE UNOS IMANES SUPERIORES PARA LA RETENCION DE LA HILERA EN UN ASIENTO DE UNA TAPA-UTIL QUE CUBRE DICHOS IMANES Y PROPORCIONA EL CENTRADO DE LA HILERA.
{kind=link}
{kind=link}