36 inventos, patentes y modelos de JUNKER, ERWIN
Procedimiento y dispositivo para amolar cigüeñales de gran tamaño.
(01/01/2020) Procedimiento para el amolado completo de cigüeñales de gran tamaño de motores de camión, de barco o de motores estacionarios, en el que
a) al menos cojinetes principales y cojinetes de bancada del cigüeñal reciben un tratamiento de amolado previo y de amolado de acabado con al menos un primer disco de amolado de CBN ;
b) el amolado previo y el amolado de acabado se efectúan en un solo paso de fijación del cigüeñal ;
c) reciben un tratamiento de amolado previo cojinetes principales del cigüeñal , asientos de luneta incluidos;
d) se coloca en cada caso una luneta en los asientos de luneta amolados;
e) el cigüeñal se acciona en ambos extremos de sujeción mediante accionamientos C1 y C2 eléctricos que funcionan sincrónicamente uno respecto…
Procedimiento para el rectificado sin centros de piezas de árbol, en particular de tubos para árboles de levas integrados.
(23/10/2019) Procedimiento para el rectificado sin centros de piezas de árbol , en particular de tubos para árboles de levas incorporados, en el que la pieza de árbol a rectificar, que presenta elementos de centrado axiales al nivel de los lados frontales, es rectificada al accionarla por rotación a una distancia entre el disco de rectificado y el disco de regulación , en donde el disco de rectificado y el disco de regulación presentan cada uno de ellos un ancho que corresponde al menos a la longitud de la pieza de árbol y porciones rectificadas, formadas concéntricamente con los elementos de centrado , se rectifican primero en las regiones extremas de la pieza de árbol , seguido de…
Procedimiento y máquina rectificadora para rectificar piezas de trabajo que presenten ranuras.
(21/08/2019) Procedimiento para rectificar piezas de trabajo que presenten unas ranuras con un perfilado de una muela abrasiva , configurado de forma correspondiente a la sección transversal de la ranura, mediante la cual la ranura se rectifica la ranura en la pieza de trabajo durante su sujeción, en donde el perfilado de la muela abrasiva se rectifica, en donde
se lleva a cabo un reperfilado-desfibrado de la muela abrasiva mediante un rodillo de desfibrado accionado para ello, en donde su control se realiza en base respectivamente a una medición del número de revoluciones y de la corriente absorbida de los respectivos accionamientos de la muela abrasiva y del rodillo de desfibrado , y se controla un avance relativo entre la muela abrasiva y el rodillo de desfibrado durante el desfibrado en base a esa medición, caracterizado porque durante…
Luneta de medición para apoyar y medir zonas céntricas de piezas de trabajo, amoladora con una luneta de medición de este tipo así como procedimiento para apoyar y medir zonas céntricas de piezas de trabajo.
(27/02/2019) Luneta de medición para apoyar y medir zonas de piezas de trabajo céntricas , especialmente puntos de soporte en piezas de árbol , especialmente en cigüeñales, con un dispositivo de medición integrado para la aplicación directa en las zonas céntricas de pieza de trabajo y su medición antes del y/o durante el mecanizado de zonas de pieza de trabajo céntricas y/o excéntricas , que para el amolado se puede hacer pasar desde una posición retirada a una posición de apoyo en la zona de pieza de trabajo céntrica para apoyar la zona de pieza de trabajo céntrica y que presenta al menos dos piezas de apoyo que pueden aproximarse a la zona de pieza de trabajo céntrica y que apoyan la zona de pieza de trabajo…
Procedimiento para la mecanización completa de rectificado de piezas de trabajo con forma de eje con secciones cilíndricas y perfiladas.
Sección de la CIP Técnicas industriales diversas y transportes
(08/02/2019). Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Clasificación: B24B41/06, B24B5/04, B24B27/00.
Procedimiento para la rectificación de piezas de trabajo que presentan al menos en cada caso una sección cilíndrica (10b) y una sección perfilada (10c) en una misma y única máquina rectificadora que presenta un cabezal portapieza y un contrapunto , rectificándose la sección cilíndrica (10b) con una primera muela abrasiva no configurada cilíndricamente, rectificándose la pieza de trabajo en la rectificadora en una primera sujeción en una primera operación de rectificado, caracterizado
porque después de la primera operación de rectificado se deshace la primera sujeción,
porque a continuación se genera una segunda sujeción,
porque la pieza de trabajo se rectifica después en una segunda operación de rectificado y porque la sección perfilada (10c) se fabrica con una primera muela abrasiva perfilada mediante rectificado del perfil.
PDF original: ES-2699329_T3.pdf
Rectificadora con una luneta para el apoyo de zonas de pieza de trabajo céntricas durante la mecanización de zonas de pieza de trabajo céntricas y/o excéntricas, en particular de áreas de cojinete en cigüeñales.
(23/05/2018) Rectificadora para rectificar zonas de pieza de trabajo céntricas y/o excéntricas en piezas de trabajo , en particular áreas de cojinete en particular de cigüeñales, con una luneta para el apoyo de las zonas de pieza de trabajo céntricas , que se puede llevar para la rectificación desde una posición retraída a una posición de apoyo en la zona de pieza de trabajo y presenta al menos dos partes de apoyo que pueden avanzar hasta la zona de pieza de trabajo y que soportan la zona de pieza de trabajo en respectivas áreas perimetrales separadas entre sí, estando apoyada la pieza de trabajo con su zona de pieza…
Procedimiento y rectificadora cilíndrica para el rectificado cilíndrico sin centros.
(15/02/2017) Procedimiento para el rectificado cilíndrico sin centros de piezas de trabajo con un contorno rotacionalmente simétrico, en el que la pieza de trabajo se rectifica mediante un disco rectificador y es apoyado, guiado y frenado en su rotación por un dispositivo de apoyo , y en el que el sentido de movimiento de la superficie circunferencial del disco rectificador y de la pieza de trabajo en el punto de contacto está orientado en la misma dirección, y sólo el disco rectificador es accionado para girar causando por si sólo el accionamiento de giro de la pieza de trabajo , caracterizado porque el disco rectificador se aproxima con efecto de rectificado a la pieza de trabajo en rotación, y una primera y una segunda superficies de contacto están dispuestas…
Rectificadora y procedimiento para rectificar piezas de trabajo que presenten taladros axiales y superficies exteriores planas a mecanizar por ambos lados.
(04/01/2017) Rectificadora para una mecanización completa de piezas de trabajo con un taladro central , unas superficies exteriores planas y/o no planas , que presenta un primer cabezal de husillo de rectificado con una muela abrasiva exterior para mecanizar las superficies exteriores , un cabezal de husillo de pieza de trabajo para sujetar la pieza de trabajo y un segundo cabezal de husillo de rectificado con una muela abrasiva interior para mecanizar la superficie interior del taladro , en donde la pieza de trabajo puede sujetarse en un mandril de sujeción del cabezal de husillo de pieza de trabajo para su rectificado sobre al menos una primera de las superficies exteriores planas dirigidas en dirección al segundo cabezal de husillo de rectificado y en el taladro sobre un eje central en una primera posición de sujeción, caracterizada porque…
Método para el rectificado cilíndrico sin centros de una pieza de trabajo.
(16/11/2016) Método para el rectificado cilíndrico de una pieza de trabajo de una pieza, cuyo contorno está definido por un eje longitudinal continuo y, junto a una primera área longitudinal con simetría rotacional con respecto a ese eje longitudinal, la cual se compone de varias primeras secciones (2a, 2b, 2c) que están separadas unas de otras en la dirección longitudinal de la pieza de trabajo , presenta una segunda área longitudinal, en donde la distribución de masa radial es irregular con respecto al eje longitudinal , y la cual se compone de varias segundas secciones que están separadas unas de otras en la dirección longitudinal de la pieza de trabajo , donde primeras secciones longitudinales (2a, 2b, 2c) y segundas secciones longitudinales se alternan unas con otras…
Procedimiento y rectificadora para medir y producir un contorno nominal exterior de una pieza de trabajo mediante rectificado.
(26/10/2016) Procedimiento para medir y producir un contorno nominal exterior de al menos de una zona de una pieza de trabajo, en especial de un árbol de cigüeñal , en cuanto a dimensiones y forma mediante rectificado longitudinal o rectificado por punzonado mediante una muela abrasiva , que presenta un eje de rotación, sobre un centro de rectificado con mando CNC para su eje X dirigido en ángulo recto con relación a la extensión longitudinal de una zona de la pieza de trabajo a rectificar, en el que
a)se mide un contorno real en la pieza de trabajo;
b)se detectan durante el rectificado mediante una instalación de medición unos valores de medición de las dimensiones y de la forma en…
Procedimiento para la mecanización de un árbol de cigüeñal.
(23/03/2016) Procedimiento para la mecanización completa al menos de pivotes centrales y pivotes de cojinetes de carrea no mecanizados y sus salientes planos respectivos, que rodean los pivotes, de piezas brutas forzadas o fundidas de un árbol de cigüeñal , en el que
a) se tornean en primer lugar los salientes planos asociados a los pivotes centrales,
b) a continuación se rectifican en bruto los pivotes centrales sin sus salientes planos y los pivotes de cojinetes de carrera con sus salientes planos , en el que una sobremedida que permanece después del rectificado bruto de los pivotes , necesaria para el rectificado acabado es menor que la sobremedida remanente, que es necesaria cuando la mecanización bruta de los salientes planos se realiza de acuerdo con el modo de proceder…
Máquina y procedimiento para el torneado de al menos rebordes planos de un cigüeñal que rodean pivotes de cojinete de elevación.
(09/03/2016) Procedimiento para el mecanizado mediante torneado de los rebordes planos que rodean los pivotes de cojinete de elevación en las partes laterales de un cigüeñal, con las siguientes características:
a) el cigüeñal se acciona para el torneado alrededor de su eje longitudinal que se extiende en horizontal que pasa por los pivotes de cojinete centrales;
b) una herramienta de torneado se coloca con su filo principal lateralmente en al menos un reborde plano y tiene tres direcciones de movimiento que se extienden lineal y perpendicularmente entre sí, de las cuales, la primera dirección de movimiento se extiende en horizontal en paralelo…
Instalación de máquina de rectificación con alojamiento pivotable de una unidad de husillo de rectificación y procedimiento para la articulación de una unidad de husillo de rectificación en una máquina de rectificación.
(04/03/2015) Instalación de máquina de rectificación con una unidad de husillo de rectificación , que presenta un árbol de accionamiento accionado con motor, alojado en ella, y un disco abrasivo fijado en uno de sus extremos, y con un alojamiento pivotable de la unidad de husillo de rectificación en una pieza de alojamiento de la máquina de rectificación, en la que a través del alojamiento pivotable se regulan diferentes posiciones inclinadas del árbol de accionamiento frente a una recta de referencia, caracterizada por las siguientes características:
a) la unidad de husillo de rectificación está conectada a través de zonas de conformación elástica selectiva del material con la pieza de alojamiento y es soportada por ésta;
b) las zonas de conformación elástica…
Rectificadora cilíndrica sin puntos para el rectificado de piezas de trabajo en forma de barra y procedimiento para el rectificado cilíndrico sin puntos de piezas de trabajo en forma de barra.
(05/03/2014) Rectificadora cilíndrica sin puntos para el rectificado de piezas de trabajo en forma de barra con contorno exterior cilíndrico en el procedimiento de rectificado continuo, en la que están previstas las siguientes características:
a) un conjunto múltiple de muelas de regulación y rectificado accionadas en rotación, que están dispuestos opuestos 5 entre sí a ambos lados de la pieza de trabajo y con ejes de rotación que discurren en paralelo respecto a su eje longitudinal ;
b) durante la operación de rectificado, las muelas de regulación y rectificado se aproximan de manera activa para accionamiento y rectificado contra la pieza de trabajo que recorre el conjunto múltiple en su dirección longitudinal ;
c) una regla de soporte que sostiene la pieza de trabajo está dispuesta dentro de la hendidura de rectificado …
Procedimiento para la separación de aceite de rectificación desde lodos de rectificación; estación de separación para la realización del procedimiento e instalación técnica del procedimiento.
(05/03/2014) Procedimiento para la separación de aceite de rectificación de lodos de rectificación, con calentamiento del lodo de rectificación a través de calefacción por inducción, caracterizado por las siguientes etapas del procedimiento:
a) el lodo de rectificación es dispersado sobre un soporte en una capa plana de altura reducida;
b) la superficie libre de la capa de lodo de rectificación plana se expone a la zona de actuación de una placa de inducción que actúa desde arriba, moviendo la placa de inducción y el soporte relativamente entre sí modificando la distancia;
c) se extrae el aceite de rectificación reducido en su viscosidad a través del calentamiento inductivo a través de orificios en el soporte hacia abajo;
d) se retira la capa de lodo de rectificación fuera de la zona de actuación de la placa de inducción desde el soporte.
CENTRO DE RECTIFICACIÓN Y PROCEDIMIENTO PARA LA RECTIFICACIÓN SIMULTÁNEA DE VARIOS COJINETES Y SUPERFICIES EXTREMAS DE EJES CIGÜEÑALES.
(21/11/2011) Centro de rectificación para rectificar ejes cigüeñales que presentan cojinete principal , cojinete de elevación y superficies finales , el cual presenta: - una primera estación para rectificar el cojinete principal y - una segunda estación para rectificar el cojinete de elevación , así como - un disco de rectificar perfilado el cual está accionado por un husillo de rectificar el cual está situado con un ángulo respecto de los husillos de rectificar (9 o 14, 15) de los cojinetes principal e intermedios , caracterizado porque - un grupo de discos de rectificar de cojinete principal está situado axialmente sobre un husillo de rectificar de cojinete principal situado sobre un carro cruceta de cojinete principal…
CENTRO DE RECTIFICADO PARA EL RECTIFICADO SIMULTÁNEO DE VARIOS APOYOS DE CIGÜEÑALES.
(20/05/2011) Centro de rectificado con mando para el rectificado simultáneo de apoyos y de codos (24 a 27) de cigüeñales , que - posee una primera estación en la que un grupo de muelas de rectificado de apoyos se dispone axialmente sobre un husillo de rectificado de apoyos dispuesto sobre un carro en cruz para apoyos de tal modo, que durante el funcionamiento en un tiempo T1 se rectifique de manera paralela en el tiempo una cantidad de apoyos equivalente a la cantidad de muelas de rectificado de apoyos y - posee una segunda estación en la que están dispuestas dos muelas de rectificado de codos, que durante el funcionamiento rectifican en el tiempo T2 de manera paralela en el tiempo con T1 y por pares dos codos (24 y 27 ó 25 y 26) del cigüeñal , que están montadas con sus correspondientes husillos…
PROCEDIMIENTO Y SISTEMA PARA LA RECTIFICACIÓN DE UN COMPONENTE DE MÁQUINA SIMÉTRICO ROTATORIO PROVISTO DE UN TALADRO LONGITUDINAL.
(19/05/2011) Procedimiento para la rectificación de un componente de máquina simétrico rotatorio provisto de un taladro longitudinal , una de cuyas superficies extremas frontales está configurada como superficie activa en forma de una envolvente de tronco de cono plana con contorno lineal en la sección transversal, caracterizado porque en el componente de la máquina retenido en un lado en su periferia exterior se rectifica en primer lugar la superficie activa en el procedimiento de rectificación vertical, se ajusta una primera muela abrasiva cilíndrica con su superficie periférica giratoria perpendicularmente contra la superficie activa , se desplaza el componente de la máquina en la dirección de su eje de rotación y eje longitudinal con respecto a la primera muela abrasiva , cubriendo la extensión axial de la primera muela…
PROCEDIMIENTO PARA EL TRATAMIENTO POR LIJADO DE UN COMPONENTE DE MAQUINA ACCIONADO Y MAQUINA DE RECTIFICADO PARA LA REALIZACION DEL PROCEDIMIENTO.
(07/12/2009) Procedimiento para la elaboración de lijado de un componente de máquina accionado para rotación a lo largo de su eje longitudinal que en uno de sus extremos axiales presenta un perno y en su extremo opuesto presenta un hueco interior , en donde con un primer disco abrasivo se lijan superficies exteriores y con un segundo disco abrasivo se lijan las superficies circunferenciales del hueco interior y para la fijación del componente de máquina durante el lijado está previsto un cabezal de la pieza de trabajo, un contrapunto y al menos una luneta , con los siguientes pasos de procedimientos:
a) se realiza un primer estado de fijación en el que el mandril de sujeción del cabezal de la pieza de trabajo con mordazas desacoplables agarra al perno del componente de máquina y al…
HERRAMIENTA DE RECTIFICADO DIVIDIDA.
(01/11/2008) Herramienta de rectificado que comprende al menos dos piezas unidas entre sí de forma separable que forman un cuerpo de tipo muela abrasiva con una superficie de rectificado realizada interrumpida en la zona de contorno, en la que las piezas pueden ser graduadas relativamente entre sí con un mecanismo de graduación y pueden ser fijadas en la graduación respectiva, de manera que el cuerpo de tipo muela abrasiva es ajustable respecto a su ancho de rectificado, caracterizada porque el mecanismo de graduación para la graduación y fijación de las dos piezas de la herramienta de rectificado relativamente entre sí presenta al menos tres unidades de ajuste/graduación que están dispuestas por el contorno distanciadas con esencialmente el mismo ángulo, realizándose la fijación de las dos piezas entre sí por medio de un…
PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR DISCOS DE TRANSMISION PARA UNA TRANSMISION CON REGULACION CONTINUA.
Sección de la CIP Técnicas industriales diversas y transportes
(01/04/2007). Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Clasificación: B24B5/14, B24B5/16.
Procedimiento para producir discos de transmisión para una transmisión con regulación continua, en el que al menos una pareja de los discos de transmisión está dispuesta con sus superficies de transmisión enfrentadas, que están en contacto en arrastre de fuerza con un elemento de transmisión de fuerza en funcionamiento de la transmisión, sobre un dispositivo con al menos un husillo de pieza de trabajo y con una muela abrasiva que es accionada, para rectificar la superficie de transmisión de al menos un disco de transmisión , a través de un husillo de rectificado , caracterizado porque durante el rectificado de la superficie de transmisión se ejecuta un movimiento oscilante repetitivo, relativo radial con relación al husillo de pieza de trabajo , entre la muela abrasiva y el disco de transmisión, de tal modo que la región de rectificado de la muela abrasiva se mueve en vaivén entre.
PROCEDIMIENTO PARA EL RECTIFICADO CILINDRICO EN LA FABRICACION DE HERRAMIENTAS DE METAL DURO Y RECTIFICADORA PARA RECTIFICAR CUERPOS DE PARTIDA CILINDRICOS EN LA FABRICACION DE HERRAMIENTAS DE METAL DURO.
(01/03/2007) Procedimiento para el rectificado cilíndrico en la fabricación de herramientas de metal duro, en una rectificadora cilíndrica que presenta un cabezal fijo portapieza y un cabezal móvil, partiéndose como material de partida, de una barra redonda compuesta de metal duro, caracterizado por las siguientes etapas del procedimiento: a) Sujeción de la barra redonda cuya longitud es un múltiplo de la longitud de una herramienta individual, en un plato de sujeción del cabezal fijo portapieza que con el plato de sujeción aflojado, permite un desplazamiento axial de la barra redonda, estando vuelta hacia el cabezal móvil, una zona terminal de la barra redonda, que sobresale del cabezal fijo portapieza. b) Rectificado…
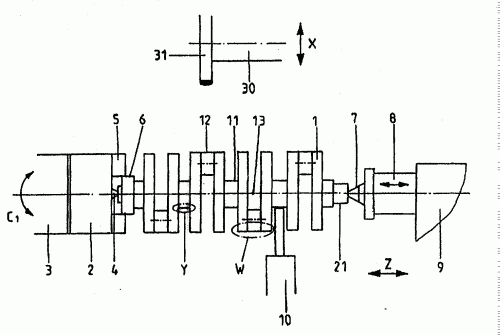
PROCEDIMIENTO Y MAQUINA RECTIFICADORA PARA REALIZAR EL PROCESO EN EL RECTIFICADO POR PELADO DE UNA PIEZA DE TRABAJO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/11/2006). Ver ilustración. Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Clasificación: B24B5/14, B24B5/04, B24B49/04.
Procedimiento para la conducción del proceso de una pieza de trabajo por medio de muela abrasiva sobre una máquina rectificadora, en el que la pieza de trabajo se mide durante el rectificado por medio de un sensor de medición a la medida real, con lo que se mide el diámetro precisamente rectificado de la pieza de trabajo y al mismo tiempo se corrige de una manera automática y continua el valor real medido a un valor teórico predeterminado en función del tiempo de rectificación, caracterizado porque durante el rectificado por pelado, después de la consecución de la medida teórica, se desplaza la pieza de trabajo en la dirección longitudinal con un avance determinado frente a la muela abrasiva.
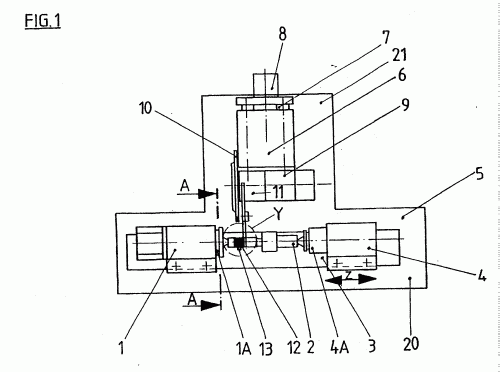
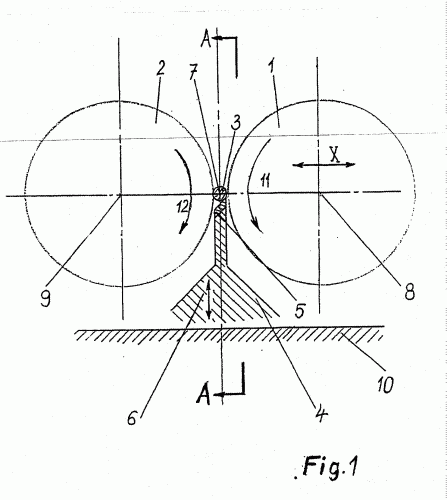
PROCEDIMIENTO Y DISPOSITIVO PARA EL RECTIFICADO CILINDRICO SIN PUNTA.
Sección de la CIP Técnicas industriales diversas y transportes
(16/07/2005). Ver ilustración. Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Clasificación: B24B5/307, B24B5/22, B24B49/02.
Procedimiento para el rectificado cilíndrico sin punta, en el que la pieza de trabajo simétrica rotatoria se encuentra, durante el proceso de rectificación, entre el disco de rectificar , el disco de regulación y la regla de apoyo y en el que la distancia entre el disco de rectificar y el disco de regulación así como el ajuste de la altura y/o la posición inclinada de la regla de apoyo durante el proceso de rectificación se pueden variar de una manera automática selectiva de conformidad con el proceso de rectificación en curso, caracterizado porque el ajuste de la altura y/o la posición inclinada de la regla de apoyo se controla por medio de un programa de funcionamiento establecido, que tiene en cuenta las modificaciones necesarias para el tipo de pieza de trabajo determinado, se desarrolla en función del tiempo de rectificación y se repite para cada pieza de trabajo individual.
PROCEDIMIENTO Y DISPOSITIVO PARA RECTIFICAR APOYOS CENTRALES DE CIGUEÑALES.
(01/07/2005) Dispositivo para rectificar apoyos centrales de cigüeñales, que presenta una unidad de sujeción para sujetar y accionar el cigüeñal en su eje de rotación, una unidad de husillo de rectificado con un husillo de rectificado cuyo eje de rotación discurre paralelamente al eje de rotación del cigüeñal y que puede aproximarse perpendicularmente a este cigüeñal, llevando el husillo de rectificado un número de muelas abrasivas correspondiente al número de apoyos centrales a rectificar, y al menos una luneta opuesta al husillo de rectificado para soportar el cigüeñal en la zona de al menos un apoyo central, caracterizado porque está prevista una unidad de mecanización adicional para desbastar al menos un apoyo central…
RECTIFICADO PREVIO Y FINAL DE UN CIGUEÑAL EN UN DISPOSITIVO DE SUJECION.
Sección de la CIP Técnicas industriales diversas y transportes
(01/02/2004). Ver ilustración. Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Clasificación: B24B1/00, B24B5/42, B24B51/00, B24B27/00.
Procedimiento para el rectificado de un cigüeñal , sujetado centralmente, cuyos rodamientos de elevación y rodamientos principales se rectifican en un dispositivo de sujeción de modo que primero se rectifican previamente, al menos, los rodamientos principales , a continuación los rodamientos de elevación se someten a un rectificado final y después los rodamientos principales reciben un rectificado final.
PROCEDIMIENTO Y DISPOSITIVO PARA EL RECTIFICADO DE PIEZAS DE TRABAJO CON UN ACABADO DE MAXIMA PRECISION PARALELO EN EL TIEMPO AL RECTIFICADO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/08/2003). Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Clasificación: B24B5/00, B24B27/00, B24B35/00, B24B33/00.
Procedimiento para el rectificado de una pieza de trabajo, en especial una pieza de un eje, en el que la pieza de trabajo se fija para realizar su rectificado y durante la misma fijación se rectifica, a continuación, la geometría de la pieza de trabajo en lo que se refiere a sus dimensiones y forma con al menos un disco de rectificado rotativo, caracterizado porque al menos una parte de la superficie de la pieza de trabajo rectificada durante la fijación se somete, al menos parcialmente, a un acabado de máxima precisión de forma paralela en el tiempo.
PROCEDIMIENTO PARA EL RECTIFICADO DE SUPERFICIES CONVEXAS DE RODADURA Y DE DIAMETROS EXTERIORES EN PIEZAS EN FORMA DE ARBOL, EN UNA SUJECION, ASI COMO RECTIFICADORA PARA LA REALIZACION DEL PROCEDIMIENTO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/05/2003). Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Clasificación: B24B1/00, B24B41/04, B24B5/16, B24B51/00, B24B27/00, B24B5/01.
Procedimiento para el rectificado de diámetros exteriores exactos y de otras superficies en piezas, rectificándose en una sujeción, en una primera operación de rectificado, con una primera muela, una primera superficie en un sector parcial de la pieza, y rectificándose en una segunda operación de rectificado, con una segunda muela, un diámetro exterior deseado de la pieza, caracterizado porque al rectificar piezas de forma de árbol, en la primera operación de rectificado se rectifica una superficie convexa de rodadura en un sector parcial de forma de disco de la pieza de forma de árbol, con una muela que presenta al menos una superficie lateral cóncava, y en la segunda operación de rectificado se rectifica un diámetro exterior deseado en el sector parcial de forma de disco, así como en otros sectores parciales de la pieza de forma de árbol.
UNIDAD DE HUSILLO PORTAMUELA CON ACCIONAMIENTO MAGNETICO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2003). Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Clasificación: B24B19/12, B23Q5/10, B24B41/04, B24B47/12.
Accionamiento para una muela abrasiva de una rectificadora de levas, caracterizado por un motor eléctrico con una rueda de impulsión, presentando la rueda de impulsión entradas en forma de anillo, separadas a una distancia uniforme, y estando provistas de imanes permanentes las entradas en forma de anillo en las superficies radiales, por un rotor de husillo portamuela con entradas en forma de anillo, separadas a una distancia uniforme, estando provistas de imanes permanentes las superficies radiales de las entradas en forma de anillo y estando en contacto engranadas las entradas en forma de anillo, provistas de imanes permanentes, de la rueda de impulsión y del rotor.
Dispositivo de carga y descarga de una maquina - herramienta.
Sección de la CIP Técnicas industriales diversas y transportes
(01/09/2001). Ver ilustración. Solicitante/s: ERWIN JUNKER MASCHINENFABRIK GMBH. Clasificación: B23Q7/14.
LA INVENCION SE REFIERE A UN DISPOSITIVO DE CARGA Y DESCARGA DE UNA MAQUINA - HERRAMIENTA . UNA UNIDAD DE CARGA DESPLAZABLE PUEDE ACOPLARSE A UNA MAQUINA - HERRAMIENTA POR MEDIO DE AL MENOS UN DISPOSITIVO DE SUJECION . UNA PARTE DEL DISPOSITIVO DE SUJECION VA MONTADO EN LA MAQUINA - HERRAMIENTA, Y OTRA PARTE QUE INTERACCIONA CON ELLA VA FIJADA A LA UNIDAD DE CARGA Y PUEDE DESACOPLARSE DE NUEVO DE LA MAQUINA DESPUES DE LA CARGA O DESCARGA.
PROCEDIMIENTO Y DISPOSITIVO PARA EL REAFILADO DE UTILES RANURADOS.
Sección de la CIP Técnicas industriales diversas y transportes
(01/06/2000). Solicitante/s: JUNKER, ERWIN. Clasificación: B23Q16/00, B24B3/02.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA REAFILADO DE HERRAMIENTAS CON RANURA RECTA Y HELICOIDAL, POR MEDIO DE UN CABEZAL DE POSICIONAMIENTO QUE ESTA PROVISTO DE UN PASADOR SENSOR QUE ENGRANA EN UNA RANURA Y ESTA DISPUESTO FRENTE AL DISCO DE REAFILADO EN LA DIRECCION DE AVANCE. PARA QUE LA HERRAMIENTA PUEDA SER REAFILADA EN TODA SU LONGITUD SE UTILIZA UN CABEZAL DE POSICIONAMIENTO CON DOS PASADORES SENSORES. EL PRIMER PASADOR SENSOR, QUE AVANZA DELANTE DEL DISCO DE AFILADO, ES RETIRADO DE LA RANURA ANTES DE QUE ESTA SE ESTRECHE HASTA DESAPARECER O, SI EL PERFIL DE LA RANURA PERMANECE CONSTANTE, AVANZA SIN CONTACTO. EL SEGUNDO PASADOR SENSOR, QUE ESTA CONECTADO RIGIDAMENTE AL CABEZAL DE POSICIONAMIENTO, SIGUE AL DISCO DE AFILADO Y CONTINUA GUIANDO AL CASQUILLO CABEZAL CUANDO EL PRIMER PASADOR SENSOR HA DEJADO LA RANURA.
PROCEDIMIENTO Y DISPOSITIVO PARA EL ESMERILADO DE LEVAS CON FLANCOS CONCAVOS.
Sección de la CIP Técnicas industriales diversas y transportes
(16/02/2000). Solicitante/s: JUNKER, ERWIN. Clasificación: B24B19/12.
SE PROPONE UN PROCESO Y UNA MAQUINA PARA RECTIFICADO DE LEVAS DE FLANCOS CONCAVOS DE UN EJE DE LEVAS UTILIZANDO UNA PRIMERA Y UNA SEGUNDA RUEDA DE RECTIFICADO PARA RECTIFICADO PREVIO Y RECTIFICADO DE ACABADO DE LA LEVA, EN DONDE EL PROCESO DE RECTIFICADO PREVIO SUMINISTRA A LAS LEVAS UN PERFIL INTERMEDIO MODIFICADO, DISPONIENDOSE DE UNA TERCERA RUEDA DE RECTIFICADO, DE FORMA QUE SU DIAMETRO CORRESPONDE A APROXIMADAMENTE EL DOBLE DEL RADIO DEL LOS FLANCOS CONCAVOS. LOS FLANCOS CONCAVOS ESTAN PREVIAMENTE RECTIFICADOS MIENTRAS SE APLICAN DE FORMA ESTACIONARIA CON EL INDICADO MOVIMIENTO LONGITUDINAL DE LA TERCERA RUEDA DE RECTIFICADO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}