CIP-2021 : B21D 53/16 : de objetos en forma anular, p. ej. aros para toneles.
CIP-2021 › B › B21 › B21D › B21D 53/00 › B21D 53/16[1] › de objetos en forma anular, p. ej. aros para toneles.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L).
B21D 53/16 · de objetos en forma anular, p. ej. aros para toneles.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo de curvado en redondo y procedimiento para transformar tramos de cinta en cuerpos redondos, especialmente casquillos, por curvado alrededor de la superficie periférica de un núcleo de curvado redondo.
(13/04/2016). Solicitante/s: OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH. Inventor/es: MALDONER,HELMUT.
Dispositivo de curvado en redondo para transformar tramos de cinta en cuerpos redondos, especialmente casquillos, por curvado alrededor de la superficie periférica de un núcleo de curvado redondo , cuyo dispositivo comprende el núcleo de curvado y varios machos de curvado dispuestos alrededor del núcleo de curvado , los cuales se pueden mover en dirección a la superficie periférica del núcleo de curvado , en un orden determinado, hasta una posición de conformación para aplicar una solicitación de curvado a un respectivo tramo de cinta previamente alimentado al núcleo de curvado y los cuales se pueden retraer nuevamente desde el núcleo de curvado hasta una posición de liberación para liberar el tramo de cinta después de su transformación en el cuerpo en redondo, caracterizado por que el núcleo de curvado está preparado para adoptar consecutivamente durante un proceso de conformación al menos dos contornos periféricos definidos diferentes.
PDF original: ES-2570735_T3.pdf
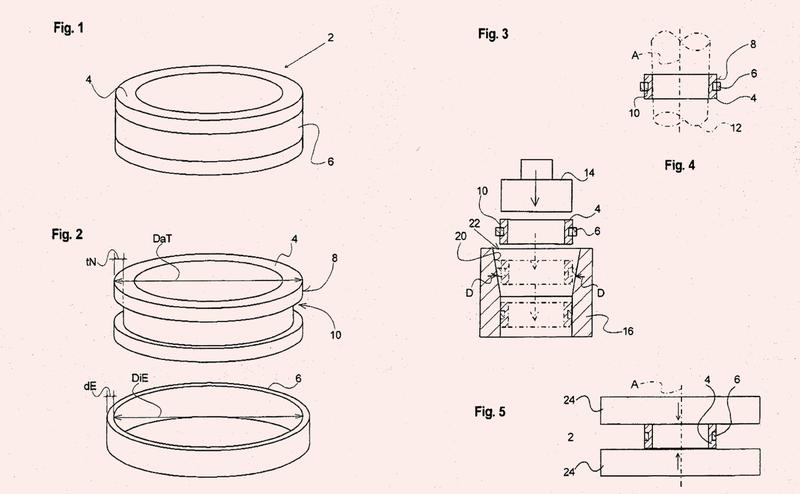
Procedimiento para la fabricación de un anillo de joyería.
(30/12/2015). Ver ilustración. Solicitante/s: Eduard G.Fidel GmbH. Inventor/es: BARTH,HANS PETER.
Procedimiento para fabricar un anillo de joyería que presenta un anillo de soporte y al menos un rebajo practicado en él para el alojamiento de un anillo de inserción ,
en el que el al menos un anillo de inserción , después de calarlo sobre el anillo de soporte , se coloca en el rebajo por efecto de una deformación plástica por medio de una tensión anularmente aplicada, y
la deformación plástica se realiza por medio de una tensión de compresión (D) anular que ataca en un lado exterior del al menos un anillo de inserción y está dirigida radialmente hacia dentro,
caracterizado por que la aplicación de la tensión de compresión (D) anular se realiza por encaje a presión del anillo de soporte con el anillo de inserción calado en un molde de recalcado cilíndrico con una zona de entrada cónica.
PDF original: ES-2560959_T3.pdf
Procedimiento para la fabricación de un dispositivo de sincronización para una caja de cambios.
(09/04/2014) Procedimiento para la fabricación de un componente de un dispositivo de sincronización para una caja de cambios, especialmente de un anillo de sincronización , siendo conformada una rodaja, fabricada en metal, en varios pasos de conformación, siendo al menos uno de los pasos de conformación un paso de conformación en caliente, caracterizado por que en el paso de conformación la rodaja es calentada parcialmente mediante láser o inducción, exclusivamente en una sección de conformado, hasta una temperatura de más de 600 ºC, y a continuación es conformada en la sección de conformado parcialmente calentada, siendo…
Diseño de anillo de sujeción.
(30/07/2013) Un metodo para la fabricaciOn de un anillo de sujecion , quo comprende las etapas de:proporcionar una banda de metal;
coder la banda en forma rectangular;
conformar la bands segin un circulo por medio de una tecnica de conformation, teniendo el circulo un espacio entre los dos extremos de la banda ;
fijar los dos extremos de la bands por medio de una tecnica de union de metales pars formai' el amino desujecion , formando la tecnica de union de metales una junta paw rellenar el espacio entrelos dos extremos de la bands , y
curvar la parte inferior del anillo para formar una zone arqueada, en el quo la zona…
PROCEDIMIENTO PARA PRODUCIR UN ANILLO DE PUERTA PARA UNA PUERTA DE UNA MÁQUINA DE TRATAMIENTO DE ROPA DE CARGA FRONTAL.
(11/04/2011) Procedimiento para producir un anillo de puerta para una puerta de una máquina de tratamiento de ropa de carga frontal, que se coloca desde fuera como anillo de cubierta/anillo de adorno sobre el anillo unido mediante bisagra que encierra el cristal de puerta, comprendiendo la producción del anillo de cubierta o de adorno las siguientes etapas de procedimiento, - cortar un tubo metálico con un diámetro definido así como un grosor de pared definido, - curvar el tubo para dar un toro , - soldar los extremos del toro de tubo metálico que se encuentran a nivel uno delante de otro, - colocar una tubuladura en el toro…
PROCEDIMIENTO PARA LA FABRICACION DE UN CASQUILLO DE FORMA CONICA.
(17/06/2010) Procedimiento para la fabricación de un casquillo de forma cónica, que comprende las etapas: - arrollamiento de una sección de alambre para formar un segmento de anillo de alambre ; y - transformación del segmento de anillo de alambre en el casquillo de forma cónica por medio de una estampa de troquel y un molde de troquel, caracterizado porque la sección de alambre permanece unida con el tramo de alambre durante el arrollamiento, de manera que la sección de alambre es transformada antes del arrollamiento en una sección de alambre plano , porque el segmento de anillo de alambre es cortado después del arrollamiento desde el tramo de alambre y porque la superficie interior radial del casquillo es transformada en dirección axial esencialmente…
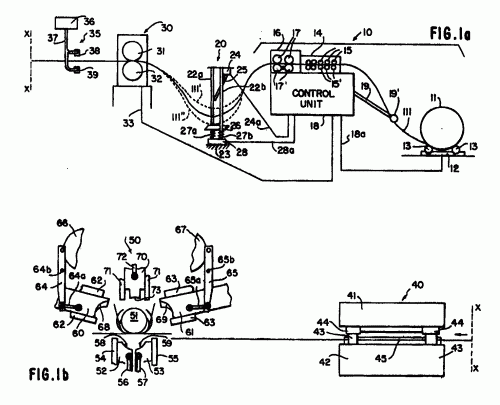
MAQUINA PARA FABRICACION AUTOMATICA DE ANILLOS DE COMPRESION DE CONEXION MACHO-HEMBRA.
(16/04/2004). Ver ilustración. Solicitante/s: HANS OETIKER AG MASCHINEN- UND APPARATEFABRIK. Inventor/es: OETIKER, HANS.
SE PRESENTA UN METODO Y UNA MAQUINA PARA MANUFACTURAR ANILLOS DE COMPRESION EN EL CUAL SE SUMINISTRA UN MATERIAL EN FORMA DE BANDA PLANA A UNA ESTACION DE ESTAMPACION DESDE UNA ESTACION DE SUMINISTRO , SE ESTAMPA UNA PLANTILLA CON UNA CONEXION MECANICA QUE TIENE CONFIGURACIONES MACHO Y HEMBRA EN EXTREMOS OPUESTOS, LA PLANTILLA ES SUMINISTRADA ENTONCES A UNA MAQUINA DE DEFORMACION EN LA QUE ES DESPLAZADA A LAS DIFERENTES POSICIONES AXIALES DE LA MAQUINA EN LAS CUALES, EN UNA PRIMERA POSICION, LA PLANTILLA ES PREDEFORMADA A UNA CONFIGURACION QUE PERMITA EL CIERRE DE LA CONEXION MECANICA EN UNA SEGUNDA POSICION EN LA CUAL LA PLANTILLA ES TAMBIEN DEFORMADA EN SU CONFIGURACION CIRCULAR. PREFERIBLEMENTE EL ANILLO DE COMPRESION ASI DEFORMADO Y CERRADO SE EXPONE ENTONCES A UNA ACCION DE ESTAMPACION EN UNA TERCERA POSICION ANTES DE QUE SEA EXPULSADA FUERA DE LA MAQUINA.
ANILLO DE APRIETE; PROCEDIMIENTO DE FABRICACION E INSTALACION DE FABRICACION.
(16/03/2004) Procedimiento de fabricación de un anillo de apriete, que comprende una banda o cinta metálica enrollada sobre sí misma, cuyos extremos (10A, 10B; 110A, 110B; 210A, 210B) se enlazan mediante un elemento de unión , que presenta al menos un borde de anclaje , caracterizado por el hecho de que, para unir el susodicho elemento de unión a un extremo (10A, 10B; 110B; 210A, 210B) de la banda , se coloca el elemento de unión contra el susodicho extremo de tal suerte que el susodicho borde de anclaje del elemento de unión se sitúe enfrente de este extremo y se ejerce una presión sobre el elemento de unión a fin de hacer retroceder el material del susodicho…
ANILLO DE APRIETE Y SU PROCEDIMIENTO DE FABRICACION.
(01/05/2003) Anillo de apriete que comprende una porción de banda metálica enrollada sobre sí misma, cuyos dos extremos comportan un primero y un segundo medio de unión respectivamente, los cuales cooperan entre sí para unir los susodichos extremos, comprendiendo el segundo medio de unión una segunda superficie de superposición formada con ahondamiento dentro del segundo extremo de la porción de banda, a partir de la segunda cara de la susodicha porción de banda, así como un elemento macho (22, 62, 122A, 122B, 162, 222, 262, 312) formado en saliente a partir de la susodicha superficie de superposición, caracterizado por el hecho de que el primer medio de unión comprende una primera superficie de superposición…
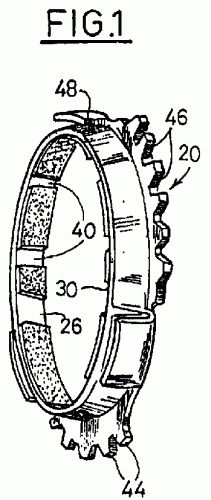
ARO DE SINCRONIZACION PARA UN SINCRONIZADOR DE CAJA DE CAMBIO DE VELOCIDADES.
(01/03/2003). Ver ilustración. Solicitante/s: VALEO. Inventor/es: BOUTAUD, JEAN-PIERRE, MENARD, DENIS, LUQUET, PHILIPPE.
LA INVENCION PROPONE UN ANILLO DE SINCRONIZACION PARA UN SINCRONIZADOR DE CAJA DE CAMBIOS DEL TIPO QUE LLEVA AL MENOS UNA SUPERFICIE DE APOYO TRONCOCONICA SUSCEPTIBLE DE COOPERAR POR FRICCION CON UNA SUPERFICIE DE APOYO COMPLEMENTARIA QUE PERTENECE A OTRO COMPONENTE, CARACTERIZADA PORQUE LA SUPERFICIE DE APOYO TRONCOCONICA PERTENECE A UNA CAPA DE MATERIAL, PARTICULARMENTE DE MATERIAL DE FRICCION, INSERTADA EN EL CUERPO DE FORMA GENERAL ANULAR TRONCOCONICA REALIZADA POR FORMACION DE UNA CHAPA CORTADA REDONDA.
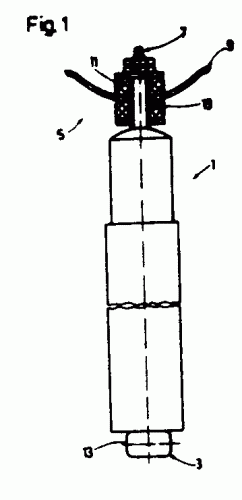
CASQUILLO ENRROLLADO, EN ESPECIAL PARA UN AMORTIGUADOR DE VIBRACIONES, Y PROCEDIMIENTO PARA SU FABRICACION.
(16/10/1998). Ver ilustración. Solicitante/s: FICHTEL & SACHS AG. Inventor/es: PRADEL, ROBERT, HANDKE, GUNTHER.
CASQUILLO ENROLLADO, EN ESPECIAL PARA UN AMORTIGUADOR DE VIBRACIONES, Y PROCEDIMIENTO PARA SU FABRICACION. EL CASQUILLO ENROLLADO SE FABRICA A PARTIR DE UN DESARROLLO DE CHAPA PLANA PARA CASQUILLO, QUE TIENE UN SALIENTE EN, FORMA DE PIVOTE EN UNA PRIMERA SUPERFICIE FRONTAL, QUE EN EL ESTADO ENROLLADO DEL CASQUILLO PENETRA EN UNA ESCOTADURA DE UNA SEGUNDA SUPERFICIE FRONTAL, ESTANDO ADAPTADA MUTUAMENTE LA CONFORMACION DEL SALIENTE Y DE LA ESCOTADURA DE TAL MODO QUE ES POSIBLE CONSEGUIR UNA FABRICACION SIN RECORTES DE DESPERDICIO DEL DESARROLLO DE CHAPA PARA EL CASQUILLO, CARACTERIZADO PORQUE DURANTE LA OPERACION DE ENROLLADO SE EFECTUA UN AJUSTE ENTRE EL SALIENTE Y LA ESCOTADURA, QUE SE BASA EN UNA CONFORMACION ESENCIALMENTE RADIAL, RESPECTO AL EJE LONGITUDINAL DEL CASQUILLO, DEL SALIENTE Y DE LA ESCOTADURA.
METODO Y APARATO PARA CORTAR CABLE ENROLLADO.
(01/03/1997) LA INVENCION SE REFIERE A UN METODO Y A UN APARATO PARA FORMAR UNA MULTITUD DE ANILLOS ALINEADOS A PARTIR DE UNA LONGITUD DE ALAMBRE QUE COMPRENDE: UNA ESTACION DE BOBINADO QUE INCLUYE UNA ENTRADA DE ALAMBRE PARA RECIBIR UNA DETERMINADA LONGITUD DE ALAMBRE, ENROLLARLO Y ACCIONARLO PARA FORMAR UNA BOBINA ALREDEDOR DE UN EJE LONGITUDINAL QUE SE ALIMENTA DESDE LA ESTACION DE BOBINADO, PARA QUE EL EXTREMO LIBRE CORRIENTE ABAJO DEL ALAMBRE DESCRIBA UN CAMINO HELICOIDAL ALREDEDOR DEL EJE LONGITUDINAL Y EN LA DIRECCION DEL EJE LONGITUDINAL Y UNA ESTACION DE CORTE CORRIENTE ABAJO DE LA ESTACION DE BOBINADO , QUE INCLUYE UNA PARADA ESPACIADA DE LA ESTACION DE BOBINADO POR LA QUE DURANTE EL USO UNA MULTITUD DE VUELTAS DE LA BOBINA PERMANECEN ENTRE LA ESTACION DE BOBINADO Y LA PARADA …
ANILLA DE RECALCAR Y SU PROCESO DE FABRICACION.
(16/12/1996). Solicitante/s: ETABLISSEMENTS CAILLAU. Inventor/es: CALMETTES, LIONEL, DETABLE, PASCAL, ANDRE, MICHEL.
ANILLA DE RECALCAR CONSTITUIDA POR UNA PORCION DE CINTA METALICA ENROLLADA SOBRE SI MISMA, CUYOS DOS EXTREMOS ESTAN UNIDOS UNO AL OTRO SIN PONER DE MANIFIESTO SOBREESPESOR NOTABLE EN LA ZONA DE ENLACE, LOS EXTREMOS DE LA CINTA ESTAN DISPUESTOS SENSIBLEMENTE EN CONTACTO UNO DEL OTRO SIGUIENDO SU BORDE TERMINAL (4A, 5A), EL ESPESOR DE CADA UNO DE DICHOS EXTREMOS ES APROXIMADAMENTE LA MITAD DEL ESPESOR DE LA CINTA. SU CARA INTERIOR ESTA DECALADA HACIA EL EXTERIOR EN RELACION A LA SUPERFICIE INTERIOR DE LA ANILLA DE FORMA QUE CONSTITUYE UN ALOJAMIENTO PARA UNA PLACA CUYO ESPESOR ES APROXIMADAMENTE LA MITAD DEL DE LA CINTA. UN CONJUNTO DE CONTACTOS Y DE AGUJEROS COMPLEMENTARIOS ESTA PREVISTO SOBRE LOS EXTREMOS DE LA CINTA Y SOBRE LA PLACA, DICHOS CONTACTOS ESTAN ENCAJADOS EN LOS AGUJEROS Y SU EXTREMO LIBRE ESTA REMACHADO SOBRE EL EXTREMO OPUESTO AL QUE LES LLEVA.
METODO PARA FORMAR UN MEZCLADOR PARA MOTORES DE AERONAVES.
(01/06/1984). Solicitante/s: GENERAL ELECTRIC COMPANY.
METODO PARA FORMAR UN MEZCLADOR PARA MOTORES DE AERONAVES.COMPRENDE LAS OPERACIONES DE: A) PREPARAR UNA PIEZA INICIAL PLANA ANULAR QUE POSEE UN BORDE EXTERNO RADIAL FESTONEADO Y UN BORDE INTERNO RADIAL, INCLUYENDO DICHO BORDE UNA PLURALIDAD DE ENTALLADURAS DIRIGIDAS RADIALMENTE HACIA ADENTRO Y ESPACIADAS CIRCUNFERENCIALMENTE; B) FORMAR ONDULACIONES QUE SE PROYECTAN RADIALMENTE, EN EMPLAZAMIENTOS ALINEADOS CON DICHAS ENTALLADURAS DEL BORDE EXTERNO FESTONEADO, PARA DEFINIR LOS CANALES , INCREMENTANDOSE PROGRESIVAMENTE LA ALTURA DE LAS ONDULACIONES EN DIRECCION RADIAL HACIA AFUERA, PARA FORMAR UN MEZCLADOR CIRCULAR QUE SE PROYECTA AXIALMENTE Y CUYO EJE ES PERPENDICULAR AL EJE DE LA PIEZA INICIAL.
MAQUINA PARA FABRICAR JUNTAS ANULARES ESPECIALES.
(16/02/1984). Solicitante/s: LUCIO PARRO,CARLOS.
MAQUINA PARA FABRICAR JUNTAS ANULARES ESPECIALES.COMPRENDE UN SOPORTE ALIMENTADOR DE FLEJE METALICO , UN DISPOSITIVO CONFORMADOR PARA DAR UN RESALTE (11K) AL FLEJE, UN MANDRIL GIRATORIO UN DISPOSITIVO DE COMPENSADO , UN DISPOSITIVO DE SOLDADURA POR PUNTOS, UN SOPORTE ALIMENTADOR DE UNA CINTA FIBROSA , DISPOSITIVOS EXTRACTORES Y UN DISPOSITIVO DE CONTROL Y DE PROGRAMACION.
PROCEDIMIENTO DE FABRICACION DE ANILLOS PARA ACCESORIOS DE COMPRESION.
(01/04/1982). Solicitante/s: MECANICA EGARENSE,S.A..
PROCEDIMIENTO DE FABRICACION DE ANILLOS PARA ACCESORIOS DE COMPRESION, DEL TIPO DE LOS UTILIZADOS EN LA INSTALACION DE TUBERIAS. CONSISTE EN ENDURECER LA SUPERFICIE EXTERNA DEL ANILLO Y SU CORRESPONDIENTE ARITA VIVA (7A), A BASE DE HACER PASAR REPETIDAMENTE Y CON PRESION, SOBRE SU PERFIL, UN RODILLO MONTADO DE MANERA ENFRENTADA Y ALINEADO CON LA HERRAMIENTA DE PERFILADO DE DICHO ANILLO. EL ENDURECIMIENTO SE TRADUCE EN UN HINCADO EFICAZ SOBRE EL TUBO A ACOPLAR CON UN ACCESORIO , UNA VEZ QUE HA SIDO MONTADO EL ANILLO DE CIERRE , IMPIEDIENDO LA SEPARACION ENTRE DICHO TUBO Y EL ACCESORIO CORRESPONDIENTE.
PROCEDIMIENTO PARA LA CONSTRUCCION DE ANILLOS SINCRONIZADORES EMPLEADOS EN LOS CAMBIOS DE VELOCIDAD, ESPECIALMENTE CAMBIOS DE AUTOMOVILES, Y ANILLOS CORRESPONDIENTES.
(16/12/1980). Solicitante/s: TEKSID S.P.A.
PROCEDIMIENTO PARA LA CONSTRUCCION DE ANILLOS SINCRONIZADORES QUE DISMINUYE LAS FASES DE CONSTRUCCION. CONSISTE EN UNA SERIE DE NUEVE FASES A PARTIR DE UNA VARILLA DE ACERO. LAS FASES SON ENROLLAMIENTO HELICOIDAL DE LA VARILLA; ESTABILIZACION DEL ELEMENTO CILINDRICO CONSTITUIDO POR UNA DIVERSIDAD DE ESPIRAS CILINDRICAS; CHORREADO CON ARENA Y METALIZACION DE LA CORONA EXTERNA DE CADA ANILLO; LAPIDADO DE LAS SUPERFICIES DE LOS FLANCOS DE ARENA; CORTE DE APERTURA; ACHAFANADO DE LOS BORDES CORTADOS Y YUXTAPUESTOS; RABABADO DE LOS ANILLOS; PUESTA A MEDIDA DE LOS ANILLOS E INSPECCION DE RECEPCION DE PRODUCTO ACABADO.
{kind=link}
{kind=link}
{kind=link}
{kind=link}