CIP-2021 : B21D 53/00 : Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L).
CIP-2021 › B › B21 › B21D › B21D 53/00[m] › Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B21D 53/02 · de intercambiadores de calor, p. ej. radiadores, condensadores (fabricación de tubos con aletas o con nervios mediante la fijación sobre los tubos de un material en banda o de presentación análoga B21C 37/22).
B21D 53/04 · · a partir de chapas.
B21D 53/06 · · a partir de tubos metálicos.
B21D 53/08 · · a partir de chapas y de tubos metálicos simultáneamente.
B21D 53/10 · de partes de rodamiento; de mangos; de asientos para válvulas o de piezas similares.
B21D 53/12 · · de cajas para rodamientos.
B21D 53/14 · de correas, p. ej. de cintas para ametralladoras.
B21D 53/16 · de objetos en forma anular, p. ej. aros para toneles.
B21D 53/18 · · de sección hueca o en forma de C, p. ej. para cortinas, ojetes.
B21D 53/20 · · de arandelas, p. ej. para juntas.
B21D 53/22 · · · con medios que impiden la rotación.
B21D 53/24 · de tornillos o de piezas estriadas similares.
B21D 53/26 · de ruedas o de piezas similares.
B21D 53/28 · · con engranajes.
B21D 53/30 · · de llantas de ruedas.
B21D 53/32 · · de tapacubos.
B21D 53/34 · · de tambores de frenos.
B21D 53/36 · de bridas, pinzas o dispositivos similares de unión o fijación, p. ej. para instalaciones eléctricas.
B21D 53/38 · de artículos de cerrajería, p. ej. picaportes.
B21D 53/40 · · de charnelas, p. ej. goznes para puertas.
B21D 53/42 · · de llaves.
B21D 53/44 · de artículos de fantasía, p. ej. de artículos de bisutería.
B21D 53/46 · de artículos de bazar, p. ej. bucles, peines; de cierres de puntas, p. ej. grapas, garfios.
B21D 53/48 · · de botones, p. ej. botones de presión.
B21D 53/50 · · de partes metálicas de cierres de corredera o cremallera.
B21D 53/52 · · · de elementos de cierres; Fijación de estos elementos en la medida en que esta operación esté combinada al procedimiento de fabricación de estos elementos.
B21D 53/54 · · · de deslizamiento.
B21D 53/56 · · · de topes de parada.
B21D 53/58 · de piezas terminales para lazos o cordones.
B21D 53/60 · de artículos de cuchillería; de herramientas de jardinería o de herramientas similares.
B21D 53/62 · · de cucharas; de tenedores.
B21D 53/64 · · de cuchillos; de tijeras; de cuchillas de corte (B21D 53/72 tiene prioridad; empuñaduras, mangos B21D 53/70).
B21D 53/66 · · de azadas; de palas (empuñaduras, mangos B21D 53/70).
B21D 53/68 · · de rastrillos, de bieldos de jardinería o de herramientas similares (mangos B21D 53/70).
B21D 53/70 · · de empuñaduras, de mangos (B21D 53/72 tiene prioridad).
B21D 53/72 · · de hoces; de guadañas.
B21D 53/74 · de marcos para aberturas, p. ej. para ventanas, puertas, bolsos de mano.
B21D 53/76 · de instrumentos para escribir o dibujar, p. ej. plumas, raspadores.
B21D 53/78 · de palas de hélices; de palas de turbinas.
B21D 53/80 · de cubiertas estancas al polvo; de cubiertas de seguridad.
B21D 53/82 · de hojas de música perforadas; de hojas modelo, p. ej. para programación, stencils.
B21D 53/84 · de otras partes de motores, p. ej. bielas de conexión.
B21D 53/86 · de otras partes de bicicletas o motocicletas.
B21D 53/88 · de otras partes de vehículos, p. ej. capós guardabarros.
B21D 53/90 · · de cajas para ejes.
B21D 53/92 · de otras partes de aviones.
CIP2021: Invenciones publicadas en esta sección.
Ensamblador de jeringa y método de uso.
(06/11/2019) Un método para ensamblar una jeringa, el método comprende:
soportar un cuerpo cilíndrico de la jeringa que limita con un compartimiento que se extiende entre un extremo de carga y un extremo dispensador opuesto , un tapón se dispone de manera móvil con el compartimiento del cuerpo cilíndrico de la jeringa con una dosis líquida que se dispone dentro del compartimiento entre el tapón y el extremo dispensador;
insertar un extremo distal de una varilla del émbolo en el compartimiento del cuerpo cilíndrico de la jeringa en el extremo de carga del mismo; y
tomar un primer par de imágenes digitales antes, durante o después de insertar el extremo distal de la varilla del émbolo en el…
Método para ensamblar y sellar un instrumento quirúrgico eléctrico reutilizable.
(13/09/2017) Un método para ensamblar y sellar un instrumento quirúrgico eléctrico reutilizable, que comprende:
proporcionar al menos dos carcasas de cuerpo de un instrumento, cada carcasa de cuerpo tiene una pared lateral en torno al perímetro de la misma, dicha pared lateral tiene una superficie interior , y superficie exterior , y al menos una superficie de unión definida entre la superficie interior y la superficie exterior, donde una pareja de superficies de unión mutuas es definida por la superficie de unión de una carcasa de cuerpo que se configura para emparejarse con la superficie de unión de una segunda carcasa de cuerpo , al menos una superficie de unión de la pareja de superficies de unión mutuas tiene un sistema de pista que rodea el perímetro sustancialmente cerca del canto, el sistema de pista tiene una lumbrera de…
PROCEDIMIENTO PARA CONFORMAR PICOS EN PIEZAS EMBUTIDAS DE CHAPA.
(09/04/2014) Procedimiento para conformar picos en piezas embutidas de chapa, que comprende someter la chapa de partida a una operación de embutición parcial, proceder al corte perimetral de la pieza parcialmente embutida, practicando un corte transversal de la pestaña que limita por un lado la pieza, y proceder seguidamente al doblado perimetral del pico, doblado de las pestañas de uno y otro lado de dicho pico y conformado final del pico.
MÁQUINA PARA CONFORMAR GANCHOS Y PROCESO QUE EMPLEA DICHA MÁQUINA.
(07/01/2014) Proceso para conformar ganchos y máquina empleada en dicho proceso.
El proceso comprende una pluralidad de fases sucesivas en las que se parte del posicionamiento inicial de una preforma (P) que es sucesivamente primero doblada su punta, después conformado su cuello y finalmente retirado el utillaje y la propia preforma (P) convertida en gancho (G) todo ello en un único proceso y empleando una misma máquina.
La máquina consta de una bancada portadora de, al menos, un útil de conformado , un retenedor , un tope giratorio , una sufridera , un pisador y un extractor (5a); yendo dicha bancada provista de varios puntos de anclaje a la solera del foso (F) donde va instalada.
MEZCLADOR ESTÁTICO, PROCEDIMIENTO PARA SU FABRICACIÓN Y DISPOSICIÓN MEZCLADORA.
(09/02/2012) Mezclador estático para mezclar al menos una corriente de fluido a través de una sección transversal de circulación en un tramo de tubo , con almas que se extienden transversalmente con respecto al sentido de circulación, y con elementos guía (14; 24; 34; 44; 54; 64; 74b) inclinados con respecto al sentido de circulación que parten de dichas almas, estando configurado el mezclador en una sola pieza, en forma de escudilla, con una zona de fondo y una zona de pared lateral que se extiende en el sentido de circulación, estando configurados las almas , la zona marginal y los elementos guía (14; 24; 34; 44; 54; 64; 74a, 74b) en una sola pieza partiendo de la zona de fondo , caracterizado porque respectivamente varios elementos guía están unidos con un alma a lo largo de diferentes líneas de plegado , y las líneas…
APARATO DE CONTROL POR MICROPROCESADOR Y PROCEDIMIENTO DE FORMACION DE PANELES DE CONSTRUCCION METALICOS.
(16/05/2002). Solicitante/s: M.I.C. INDUSTRIES, INC. Inventor/es: MORELLO, FREDERICK.
APARATO CONTROLADO MEDIANTE MICROPROCESADOR Y METODO PARA PROCESAR UN MATERIAL LAMINAR Y OBTENER PANELES DE CONSTRUCCION (P) PARA SU ENSAMBLAJE EN EDIFICIOS. EL MATERIAL LAMINAR SE TRANSFORMA EN LAMINA P) CON UNA BASE PLANA Y LATERALES, AL MISMO TIEMPO QUE LA LONGITUD DEL PANEL FABRICADO SE SUPERVISA PARA CONTROLAR EL FUNCIONAMIENTO DEL MECANISMO DE FABRICACION. EL PANEL SE INTRODUCE A CONTINUACION EN UN DISPOSITIVO CURVADOR QUE CURVA AL MENOS UNA PARTE DEL PANEL DE MODO QUE ESTE SEA ARQUEADO O CURVADO. LA CURVATURA DEL PANEL SALIENTE (CB) SE SUPERVISA PARA CONTROLAR LA SITUACION DE LOS RODILLOS DE PLEGADO AJUSTABLES DISPUESTOS EN EL MECANISMO CURVADOR PARA PROPORCIONAR A LA PORCION DEL PANEL UNA CURVATURA PREDETERMINADA Y PRECISA. LA LONGITUD DE LA PORCION CURVA DEL PANEL SE CONTROLA CUANDO SE ESTAN FABRICANDO PANELES, PUDIENDOSE FIJAR AUTOMATICAMENTE DE NUEVO TANTO LA PORCION CURVA COMO LA RECTA, Y LOS RODILLOS DE PLEGADO PARA OBTENER PORCIONES CON UNA CURVATURA DE RADIO DIFERENTE.
REMACHE TUBULAR PARA LA FIJACION A UN RECIPIENTE METALICO MEDIANTE SOLDADURA POR PROTUBERANCIAS Y PROCEDIMIENTO PARA LA FABRICACION DE TAL REMACHE TUBULAR.
(01/05/2000) REMACHE HUECO PARA FIJAR EN UN RECIPIENTE METALICO MEDIANTE SOLDADURA POR PROTUBERANCIAS, CON UN VASTAGO TUBULAR QUE PRESENTA UNA BRIDA EN UNO DE SUS EXTREMOS AXIALES Y VARIOS SALIENTES AFILADOS ORIENTADOS EN DIRECCION AXIAL EN EL OTRO EXTREMO AXIAL. LOS SALIENTES AXIALES ESTAN SEPARADOS A LO LARGO DE LA CIRCUNFERENCIA, DE FORMA QUE ENTRE LOS MISMOS SE FORMAN BORDES DEL VASTAGO EN DIRECCION DE LA CIRCUNFERENCIA. LA LONGITUD DE LOS SALIENTES EN LA DIRECCION AXIAL DEL VASTAGO ES MENOR QUE EL RADIO DEL MISMO . LA FORMA Y POSICION DE LOS SALIENTES PUEDE DETERMINARSE LIBREMENTE Y AJUSTARSE DE ESTE MODO A LAS NECESIDADES DE LA SOLDADURA. DE ESTA FORMA SE CONSIGUE QUE EL VASTAGO QUEDE A RAS DE LA PARED EXTERIOR DEL RECIPIENTE METALICO DESPUES DE LA SOLDADURA, CON LO QUE NO QUEDAN DISCONTINUIDADES CON BORDES CORTANTES ENTRE LOS SALIENTES…
DISPOSICION PARA UN MECANIZADO SIN ARRANQUE DE VIRUTAS.
(01/03/1996) DISPOSITIVO PARA EL MECANIZADO SIN ARRANQUE DE VIRUTA, EN ESPECIAL PARA EL ESTAMPADO, CURVADO, ESTIRADO, EMBUTIDO, TRONZADO DE MATERIALES O PIEZAS EN FORMA DE PERFILES, BANDAS, PLANCHAS O TIRAS, PREFERENTEMENTE DE METAL, MATERIAL SINTETICO, MADERA O CARTON, DOTADO DE AL MENOS UN MODULO AJUSTABLE EN SENTIDO TRANSVERSAL A LA DIRECCION DE AVANCE DEL MATERIAL O DE LA PIEZA , EL CUAL ES ACCIONABLE MEDIANTE UNA UNIDAD DE ACTIVAMIENTO , POR EJEMPLO DE UN PORTAMACHOS DE SUBE Y BAJA DE UNA PRENSA, CARACTERIZADO PORQUE SE PREVEN AL MENOS DOS MODULOS , CADA UNO DE ELLOS PORTADOR DE AL MENOS DOS HERRAMIENTAS UTILIZABLES INDEPENDIENTEMENTE; PORQUE LOS MODULOS , POR MEDIO DE AL MENOS UN DISPOSITIVO DE ACCIONAMIENTO PREFERENTEMENTE…
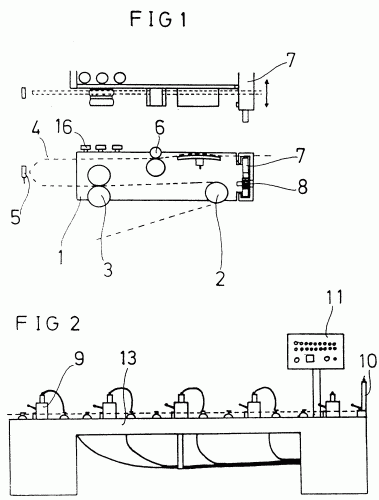
MAQUINA ELABORADORA DE PERSIANAS VENECIANAS.
(01/01/1992). Ver ilustración. Solicitante/s: TECHOS Y CELOSIAS, S.A. Inventor/es: JOVER FLIX, BENITO.
MAQUINA ELABORADORA DE PERSIANAS VENECIANAS, DEL TIPO OPERANTE A PARTIR DE BANDA METALICA PRESENTADA EN ROLLO, CARACTERIZADA ESENCIALMENTE POR COMPRENDER, EN LA SECCION CONFORMADORA DE LA BANDA, UN DISPOSITIVO DESPLAZABLES TRANSVERSALMENTE RESPECTO A LA DIRECCION DE DESLIZAMIENTO DE LA BANDA Y SUSCEPTIBLE DE OPERAR FUNCIONALMENTE CON UNO U OTRO VALOR NORMALIZADO DE ANCHURA DE LA BANDA, MIENTRAS QUE LA SECCION DE TROQUELADO Y CORTE COMPRENDE UNA PLURALIDAD DE UNIDADES HIDRAULICAS DE ACCIONAMIENTO PROGRAMADO, PORTADORAS DE SENDOS JUEGOS DE DOS MATRICES DE TROQUELADO Y CORTE, DESPLAZABLES TRANSVERSALMENTE SEGUN LA CITADA DIRECCION DE DESLIZAMIENTO DE LA BANDA METALICA, ESCOGIENDOSE LA POSICION DEL TROQUEL DE CADA UNIDAD HIDRAULICA DE ACUERDO CON LA ANCHAURA DE LA BANDA, Y PORQUE LA SECCION FINAL DE INCORPORACION DE LA CADENILLA DE HILO TEXTIL AL GRUPO DE LAMAS COMPRENDE UN DISPOSITIVO PORTADOR DE UNA PIEZA CAPAZ DE ADOAPTAR DOS POSICIONES ALTERNATIVAS, ASIMISMO CORRESPONDIENTES A LAS DOS ANCHURAS.
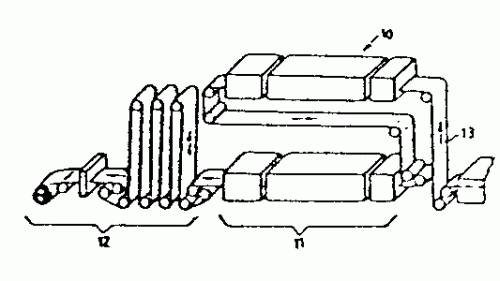
PROCEDIMIENTO E INSTALACION PARA EL BARNIZADO Y DECORACION EN CONTINUO DE LAMINADOS METALICOS Y LAMINADO METALICO ASI OBTENIDO.
(16/11/1991). Ver ilustración. Solicitante/s: LAVEZZARI S.P.A. Inventor/es: LAVEZZARI, CARLO, DUGONI, GIOVANNI, BERTORELLI, PAOLINO, LAMANNA, CARMELO.
PROCEDIMIENTO E INSTALACION PARA EL BARNIZADO Y DECORACION EN CONTINUO DE LAMINADOS METALICOS Y LAMINADO METALICO ASI OBTENIDO. EL PROCEDIMIENTO CONSISTE EN REALIZAR LA APLICACION ELECTROQUIMICA DE DEPOSITOS METALICOS ANTICORROSIVOS, DONDE SEAN NECESARIOS, SOBRE UNA O DOS CARAS DEL LAMINADO METALICO, DE UNA CAPA DE BARNIZ ANTICORROSIVO A BASE DE RESINAS POLIESTER-EPOXIDICAS , LA COCCION Y ENFRIAMIENTO CON AIRE Y AGUA DE LA CINTA, LA APLICACION DE UNA SEGUNDA CAPA DE BARNIZ, COCCION EN HORNO Y ENFRIAMIENTO CON AIRE Y AGUA, PUDIENDO SER APLICADA UNA TERCERA CAPA DE BARNIZ PIGMENTADO O TRANSPARENTE Y SER DECORADO EL LAMINADO METALICO CON COLORANTES ESTABLES A LOS RAYOS U.V. LA INSTALACION COMPRENDE UN APARATO DOTADO DE UNA PLURALIDAD DE RODILLOS OPUESTOS Y CALENTADOS ENTRE LOS CUALES PASAN DICHOS LAMINADOS METALICOS Y UN SUSTRATO ENTINTADO APTO PARA TRANSFERIR EN CALIENTE UNA DECORACION SOBRE DICHOS LAMINADOS.
MAQUINA DE PERFILAR TEJAS AUTO-PORTANTES.
(16/03/1984). Solicitante/s: INDUSTRIA DE MAQUINAS AGRICOLAS FUCHS, S.A.
MAQUINA DE PERFILAR TEJAS AUTOPORTANTES.COMPRENDE BASICAMENTE: UN SISTEMA DE ANGULACION DE LA MAQUINA; UN SISTEMA DE REGULACION DE LOS RODILLOS PERFILADORES; UN SISTEMA DE TRANSMISION DE LA FUERZA MOTRIZ; Y UNA CADENA DE ESLABONES DE ACERO. LA PARTE SUPERIOR DE LA MAQUINA O CHASIS ES DESPLAZADA EN ANGULO GRACIAS A DOS BISAGRAS QUE LA UNEN A LA BASE , REALIZANDOSE EL BASCULAMIENTO MEDIANTE DOS PISTONES HIDRAULICOS Y APOYANDOSE EL CHASIS, UNA VEZ BASCULADO, EN DOS BARRAS O BRAZOS, UNO FIJO , Y OTRO TELESCOPICO.
DISPOSITIVO PARA LA FABRICACION DE ESTRIBOS TUBULARES PERFORADOS DE MODO MULTIPLE.
(01/07/1981). Solicitante/s: BENTELER-WERKE AG WERK NEUHAUS.
APARATO PARA PLEGAR Y PERFORAR DE MODO MULTIPLE BASTIDORES TUBULARES PARA MUEBLES. CONSTA DE UN BASTIDOR CON UN CARRIL DONDE ESTAN COLOCADAS LAS UNIDADES PERFORADORAS SIMPLES (3, 3', 3"...), QUE ACTUAN SOBRE LA PIEZA TUBULAR SUJETA CON MORDAZAS DE RETENCION (7, 7', 7"...), ASI COMO UNIDADES DE PERFORACION PASANTES Y (11'). UNOS MANDRILES Y (10'), INTRODUCIDOS EN LOS EXTREMOS DEL TUBO, CONTROLAN A ESTE EN LAS OPERACIONES DE PERFORACION. LA PIEZA TUBULAR ES SACADA MEDIANTE AGARRADORES DE LA ZONA DE PERFORACION Y TRATADO POR SEGMENTOS PLEGADORES.
PROCEDIMIENTO DE FABRICACION DE ESCUADRAS DE SOPORTE REFORZADAS DE UNA SOLA PIEZA.
(01/06/1978). Solicitante/s: CIFRA PUEYO,JUAN.
Resumen no disponible.
UN PROCEDIMIENTO PARA LA FABRICACION AUTOMATIZADA DE GARFIOS Y SIMILARES.
(01/01/1976). Solicitante/s: OLIVER VILASECA,JUAN.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN DISPOSITIVOS PARA APLICAR ALETAS TRANSVERSALES SOBRE TUBOS SOPORTADOS DE FORMA ESTACIONARIA.
(01/07/1975). Solicitante/s: GEA LUFTKUHLERGSELLSCHAFT HAPPEL G. M. B. H. U. CO.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN DISPOSITIVOS PARA APLICAR ALETAS TRANSVERSALES SOBRE TUBOS SOPORTADOS DE FORMA ESTACIONARIA.
(01/07/1975). Solicitante/s: GEA LUFKUHLERGESELLSCHAFT HAPPEL G. M. B. H. U. CO.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN DISPOSITIVOS PARA APLICAR ALETAS TRANSVERSALES SOBRE TUBOS SOPORTADOS DE FORMA ESTACIONARIA.
(16/06/1975). Solicitante/s: GEA LUFTKUHLGESELLSCHAFT HAPPEL G. M. B. H. U. CO.
Resumen no disponible.
{kind=link}
{kind=link}