CIP-2021 : B29C 33/40 : Materia plástica, p. ej. espumas o caucho.
CIP-2021 › B › B29 › B29C › B29C 33/00 › B29C 33/40[2] › Materia plástica, p. ej. espumas o caucho.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 31/00 hasta B29C 37/00: Elementos constitutivos, detalles o accesorios; Operaciones auxiliares
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 33/00 Moldes o núcleos; Detalles o accesorios para ellos.
B29C 33/40 · · Materia plástica, p. ej. espumas o caucho.
CIP2021: Invenciones publicadas en esta sección.
Método para acabado para cuero.
(16/05/2012) Método para el acabado del cuero, que incluye las etapas:
i) producción de una estampa negativa, donde la estructura superficial de la estampa exhibe elementosestructurales, que están formados como depresiones o elevaciones con un diámetro en el rango de 10 a500 μm, una profundidad o bien una altura en el rango de 20 a 500 μm y una distancia en el rango de 10 a 500 μm, donde los elementos estructurales forman sobre la superficie de la estampa una trama autotípica,una trama de amplitud modulada, una trama de frecuencia modulada o una trama estocástica y estoselementos estructurales son generados mediante grabado con láser,
ii) aplicación de un material plástico líquido sobre la superficie estructurada de la estampa negativa dejandosolidificar…
Pieza de material plástico y procedimiento de obtención de dicha pieza.
(03/05/2012) Pieza de material plástico, la cual está constituida por una parte conformada interiormente hueca y al menos una segunda parte a modo de protuberancia o similar que sobresale de la pared exterior de dicha primera parte, en el que la primera parte es obtenida por un proceso de soplado y la segunda parte es obtenida por un proceso de inyección donde ambos procesos son realizados en un mismo molde, estando la unión entre las dos partes determinada por una pluralidad de tramos de intrusión entre las superficies de contacto de ambas dichas dos partes .
DISPOSITIVO PARA LA SUCCIÓN DE AIRE EN CAVIDADES DE MOLDES DE INYECCIÓN Y LA POSTERIOR EXPULSIÓN DE LAS PIEZAS MOLDEADAS EN DICHAS CAVIDADES.
(14/10/2011) Dispositivo para la succión del aire en cavidades de moldes de inyección y la posterior expulsión de las piezas moldeadas en dichas cavidades.Este dispositivo es aplicable en moldes de inyección con una o más cavidades de inyección provistas de un conducto de evacuación de aire provisto de una válvula de cierre . Este dispositivo comprende un cilindro neumático y un eyector Venturi , conectados a una primera boca para la introducción de un flujo de aire a presión que provoca simultáneamente la apertura de la válvula de cierre y la extracción, por la acción del eyector Venturi , del aire contenido en la cavidad del molde momentos antes de la inyección de material plástico en el interior de dicha cavidad del molde
MOLDE DE INYECCIÓN DE PLÁTICOS CON EXTRACCIÓN DEL AIRE INTERIOR Y PROCEDIMIENTO DE EXTRACCIÓN DEL AIRE LLEVADO A CABO CON DICHO MOLDE.
(14/10/2011) Molde de inyección de plásticos con extracción del aire interior y procedimiento de extracción del aire llevado a cabo con dicho molde.Molde de inyección de plásticos que permite la extracción del aire de su interior durante el proceso de inyección y procedimiento para la extracción en donde dicho molde básicamente comprende unos medios de cierre, una o más cavidades de inyección provistas de al menos una boca de inyección para la introducción del material caliente en estado fluido y al menos un dispositivo expulsor formado por un alojamiento para una varilla expulsora encargada de la extracción de la pieza ya moldeada, en donde una conducción de aire conectada a una bomba de vacío o un dispositivo de succión intercepta dichos alojamientos…
PROCEDIMIENTO DE OBTENCION DE MOLDES.
(16/08/2007). Ver ilustración. Solicitante/s: DI FILIPPO,MARIAGIUSEPPINA. Inventor/es: DI FILIPPO,MARIAGIUSEPPINA.
Procedimiento de obtención de moldes.#Los moldes y/o formaletas, producidos por maquinarias por el corte del poliestireno difundido, pantógrafos de hilo caliente o láser, y/o formaletas producidas por el fresado del poliestireno expandido, de formas y dimensiones determinadas, se rocían sucesivamente, a través de la instrumentación adecuada, con pistola de rociado, con material de poliuretano a elevada densidad. El procedimiento confiere al molde de poliestireno expandido un elevado endurecimiento que protege al material. Los materiales de relleno del molde así conseguido pueden introducirse en estado líquido, fluido y/o sólido bajo condiciones de temperatura y vapor controladas.
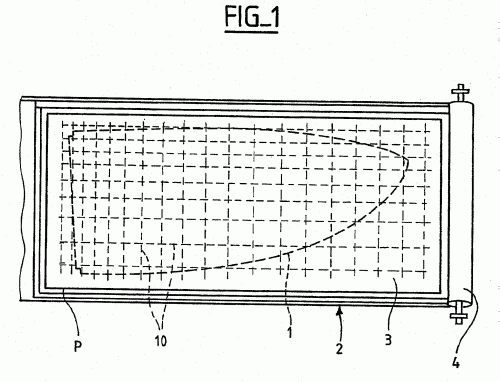
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACION DE PANELES DE CURVATURA TRIDIMENSIONAL A PARTIR DE MATERIAL EN LAMINAS, POR EJEMPLO PARA EL TERMOCONFORMADO DE VELAS A PARTIR DE MATERIAL TERMOPLASTICO.
(16/03/2007). Ver ilustración. Solicitante/s: SAIL INNOVATION. Inventor/es: UDIN, ALEXANDER.
Dispositivo para la fabricación de paneles de curvatura tridimensional a partir de un material en hoja, que comprende una huella de conformado definida por una membrana y una red de medios de deformación selectiva de la huella que actúa sobre la citada membrana para imprimir en la huella de conformado una curvatura tridimensional modulable, comprendiendo la membrana una piel elásticamente estirable y un esqueleto asociado a la piel formado por una red de listones elásticos en flexión caracterizado por el hecho de que los listones son móviles en traslación en el sentido de su longitud uno respecto de otro y con respecto a la piel.
METODO DE FABRICACION DE ARTICULOS MOLDEADOS ACRILICOS.
(01/11/2006) Método de fabricación de un artículo moldeado acrílico cargado, utilizando el método un molde que incluye un cuerpo de molde que tiene, como parte integral del mismo, un material de superficie, en el que dicho material de superficie define al menos parte de la forma del artículo que va a moldearse y dicho material de superficie incluye un material polimérico que tiene una temperatura de distorsión térmica de al menos 70ºC medido a 0, 46 N/m2 y 455, 054 Pa (66 psi) tal como se describe según la norma ASTM D648 y dicho material de superficie no absorbe sustancialmente material monomérico durante dicho método, mediante el cual el material de superficie absorbe menos del 10% en peso de material monomérico cuando el aumento…
APARATO PARA REPARAR O RENOVAR UNA CRIBA DE FILTRADO.
(16/03/2005) Aparato para reparar y renovar una criba filtrante del tipo que comprende un bastidor de soporte a base de material plástico reforzado con vidrio y que tiene unas regiones periféricas del borde constituidas por una pluralidad de nervios paralelos, poco espaciados entre sí y en las que se afianza, calentando, una tela metálica tejida, sometida a tracción, tela que se puede desgastar con el uso y se quita entonces del bastidor para poder reparar la criba o renovarla, comprendiendo el aparato: un plato para alojar el bastidor de una criba filtrante del que se ha quitado la tela metálica gastada, un primer dispositivo para estirar…
ESTABILIZACION DE MOLDES DE ELASTOMEROS DE SILICONA.
(16/11/2004) Utilización, para aumentar la longevidad de los moldes realizados de elastómero de silicona reticulante por reacción de poliadición o de policondensación, de aditivo capaz de estabilizar el elastómero de silicona que constituye el molde frente a las materias a moldear, consistiendo el aditivo en: - una asociación sinérgica (b) + un fosfito, donde (b) corresponde a aditivos inhibidores de radicales libres capaces, en las condiciones del moldeo, de generar radicales: **FORMULA** elegidos entre los compuestos de fórmula: **FORMULA** donde R2 es un alquilo lineal o ramificado de C1 a C18, eventualmente sustituido por uno o varios grupos fenilo(s), o un cicloalquilo de C5 a C6 o un bencilo, y donde…
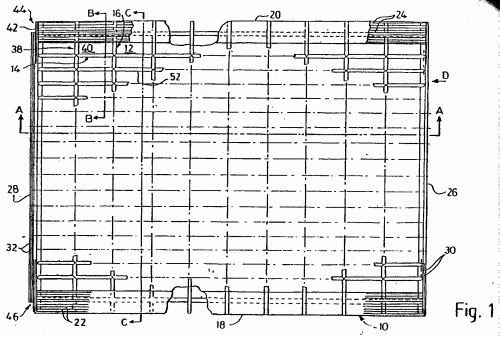
PROCEDIMIENTO PARA PREPARAR UN TAMIZ DE FILTRADO MEJORADO Y BASTIDOR DE SOPORTE PARA EL MISMO.
(16/08/2004). Ver ilustración. Solicitante/s: UNITED WIRE LIMITED. Inventor/es: COOK, GORDON JAMES, HUGHES, ANDREW, BAILEY,ARTHUR ROBERT, STEWARD, DUGALD, HATRNUP, GEORGE CHARLES.
Método para reparar o reacondicionar un tamiz de filtrado, que incluye un bastidor de soporte que tiene una superficie periférica formada con estrías paralelas en las que se encastra una tela metálica, que comprende las etapas de: (a) retirar de la superficie del bastidor la tela metálica gastada o dañada; (b) colocar una tela metálica nueva sobre el bastidor y tensarla de forma apropiada; (c) aplicar calor para reblandecer la superficie del bastidor previamente estriada sobre la que se tensa la tela metálica nueva, de manera que esta última pueda penetrar en el material plástico ablandado resultante de la superficie y quedar encastrada en el mismo; (d) permitir al bastidor y a su tela metálica nueva asociada enfriarse; (e) eliminar la tensión aplicada; y (f) recortar los bordes al descubierto de la tela metálica hasta la superficie circundante.
BASTIDOR DE SOPORTE PARA TAMIZ DE FILTRADO.
(01/07/2004) Método de construcción de un bastidor de soporte polimérico sobre el cual ha de extenderse y asegurarse tela de hilo metálico tejido para formar un tamiz de cribado, comprendiendo el método las etapas de: (a) localizar en una herramienta de moldeo un montaje de bastidor de hilo metálico de refuerzo que comprende dos redes separadas paralelas de hilos metálicos de refuerzo; (b) cerrar la herramienta de moldeo; (c) inyectar el polímero líquido en la herramienta de moldeo mediante moldeo por inyección, de manera que se encapsule completamente el bastidor de hilo metálico y que se forme un artículo que tenga una región central abierta entrecruzada mediante la intersección de nervaduras ortogonales unidas en todos los lados mediante…
MATERIAL CON ADITIVOS PARA MOLDES.
(01/05/2004). Solicitante/s: JOHNSON & JOHNSON VISION PRODUCTS, INC.. Inventor/es: KINDT-LARSEN, TURE, LONGO, JEFFREY, O\'BRIEN, KEITH.
LA INVENCION SE DIRIGE A UNA COMPOSICION QUE COMPRENDE POLIESTIRENO CON AL MENOS UN 0.1% DE SU PESO DE UN ADITIVO, AL ARTICULO DE MANUFACTURA QUE COMPRENDE LA MISMA, TAL COMO UN MOLDE PARA FABRICAR LENTES DE CONTACTO Y AL DISPOSITIVO DE MOLDE QUE CONTIENE EL MOLDE, Y AL USO DEL MOLDE DE MANERA QUE SE FACILITE EL DESMOLDADO DE LOS DOS MOLDES EN EL PROCESO DE FABRICACION DE LAS LENTES DE CONTACTO.
MEJORAS EN O RELATIVAS A TRANSMISORES DE PRESION PARA USO EN LA PRODUCCION DE COMPONENTES DE MATERIAL COMPUESTO.
(01/04/2004). Solicitante/s: ADVANCED COMPOSITES GROUP LTD. Inventor/es: SLOMAN, ROGER MARK ADVANCED COMPOSITES GROUP LTD.
UN TRANSMISOR DE PRESION PARA SU USO EN LA POLIMERIZACION DE COMPONENTES COMPUESTOS PUEDE TOMAR LA FORMA DE UNA PLACA DE ACERO INOXIDABLE, DE UN ELEMENTO INTENSIFICADOR DE LA PRESION O DE UNA BOLSA DE VACIO Y ESTA FORMADO A PARTIR DE UN MATERIAL ELASTOMERICO POLIMERIZABLE QUE ESTA PARCIALMENTE POLIMERIZADO, NORMALMENTE CUANDO SE ENCUENTRA EN UN MOLDE, A UNA TEMPERATURA QUE NO EXCEDE LOS 100° C. POSTERIORMENTE SE POLIMERIZA ADICIONALMENTE, POR EJEMPLO A 175° C, MIENTRAS QUE NO SE MANTIENE EN EL MOLDE. PUEDE INCORPORARSE UNA CAPA DE REFUERZO FORMADA A PARTIR DE UN MATERIAL FIBROSO PREIMPREGNADO DE UNA RESINA POLIMERIZABLE.
MATERIAL DE POLIURETANO PARA PELOTAS DE GOLF DE DOS Y TRES PIEZAS.
(01/04/2004). Solicitante/s: DUNLOP MAXFLI SPORTS CORPORATION. Inventor/es: DEWANJEE, PIJUSH, K., TZIVANIS, MICHAEL.
Nueva composición útil para los revestimientos de pelotas de golf, que comprende una mezcla de prepolímero para poliuretano con base de diisocianato y de poliol con un agente de polimerización que comprende una mezcla de diamina de reacción lenta y de una diamina de reacción rápida, tales como, respectivamente, dimetiltio 2,3 - toluenodiamina y dietil 2, 4 - toluenodiamina. Un revestimiento de pelota de golf fabricado a partir de esta composición presenta el tacto y las características de un revestimiento de balata, y características de durabilidad superiores (resistencia al corte y a la cizalladura) superior a este último o a un revestimiento ionomérico.
APARATO PARA MOLDEAR ARTICULOS COMPUESTOS.
(16/03/2004). Solicitante/s: MCCOLLUM, ROBERT P. Inventor/es: MCCOLLUM, ROBERT P.
UN APARATO PARA MOLDEO DE ARTICULOS DE COMPOSITE COMPRENDE UN PAR DE SECCIONES DE MOLDE OPUESTAS DE HERRAMIENTAS COMPLEMENTARIAS, CADA UNA DE LAS CUALES TIENE UNA CARCASA RIGIDA Y UNA MEMBRANA SEMIRRIGIDA, DELGADA, MONTADA EN FORMA DESMONTABLE Y SELLABLE EN LA CARCASA PARA DEFINIR EN ESTA UNA CAMARA ESTANCA A LOS FLUIDOS. LA CAMARA DE CADA SECCION DE MOLDE SE LLENA CON UN FLUIDO TERMOCONDUCTOR INCOMPRESIBLE PARA PROPORCIONAR SOPORTE FLUIDO A LAS PORCIONES DE CADA MEMBRANA QUE DEFINEN LAS SUPERFICIES DE MOLDEO DE CADA SECCION DEL MOLDE. HUBO UN SISTEMA DE SERPENTINES DE CONTROL DE TEMPERATURA QUE SE EXTIENDE EN EL INTERIOR DE CADA CAMARA ESTA CONECTADO A UNA UNIDAD CALENTADORA/ENFRIADORA EXTERNA PARA PERMITIR LA CIRCULACION, POR LOS MISMOS, DE UN FLUIDO DE CONTROL A UNA TEMPERATURA ADECUADA, CON LO QUE SE CONSIGUE UN CONTROL POSITIVO DE LA TEMPERATURA DEL FLUIDO DE SOPORTE Y POR LO TANTO DE LAS SUPERFICIES DE MOLDEO DE LAS MEMBRANAS.
PANTALLA DE CRIBA MEJORADA Y BASTIDOR DE LA MISMA.
(01/01/2004) SE DESCRIBE UN PROCEDIMIENTO PARA CONSTRUIR UN ARMAZON PARA UN FILTRO DE TELA METALICA A PARTIR DE UN MATERIAL POLIMERICO, EN EL QUE UN REFUERZO DE ARMAZON DE HILO METALICO SE ENCAPSULA COMPLETAMENTE DURANTE EL PROCEDIMIENTO DE MOLDEO DEL ARMAZON, DE MANERA QUE DOS HILOS METALICOS PARALELOS SEPARADOS, SE EXTIENDEN A TRAVES DE CADA UNA DE LAS NERVADURAS ORTOGONALES INTERSECTANTES QUE DEFINEN LA ZONA ABIERTA DEL ARMAZON , A TRAVES DE LA QUE SE ESTIRAN LAS TELAS METALICAS . LAS SUPERFICIES DEL ARMAZON EN EL QUE ESTAN INCRUSTADAS LAS TELAS METALICAS , SE CONFORMAN CON SALIENTES , Y LAS CRESTAS DE ESTOS SE PROLONGAN HASTA DIFERENTES ALTURAS. LAS CRESTAS SE ABLANDAN POR CALENTAMIENTO DURANTE EL PROCEDIMIENTO DE FABRICACION, Y LAS TELAS METALICAS ESTIRADAS SOBRE EL ARMAZON SE INTRODUCEN A LA FUERZA EN LAS CRESTAS ABLANDADAS,…
ESTABILIZACION DE MOLDES A BASE DE ELASTOMEROS DE SILICONA.
(16/10/2003). Solicitante/s: RHODIA CHIMIE. Inventor/es: PUSINERI, CHRISTIAN, HOWE, FABIENNE, GAY, MICHEL, VIENNET, JOELLE.
Utilización, para aumentar la longevidad de los moldes realizados de elastómero de silicona reticulante por reacción de poliadición o de policondensación, de aditivo capaz de estabilizar el elastómero de silicona que constituye el molde frente a las materias a moldear.
APARATO Y METODO PARA MOLDEAR LENTES DE CONTACTO.
(01/09/2003). Ver ilustración. Solicitante/s: C.M. LABORATORY PTE. LTD. Inventor/es: NEWMAN, STEPHEN, NOACK, DONALD.
LA INVENCION SE REFIERE A UN DISPOSITIVO DE MOLDEO PARA FABRICAR LENTES DE CONTACTO, FORMADO POR UN MOLDE DE DOS PIEZAS CON UNA SUPERFICIE DE MOLDEO CONVEXA Y UNA SEGUNDA SUPERFICIE DE MOLDEO CONCAVA, DEFINIENDO AMBAS SUPERFICIES JUNTAS UNA CAVIDAD DE MOLDEO CERRADA PARA ALOJAR UN MATERIAL POLIMERIZABLE. EL DISPOSITIVO DE LA INVENCION SE CARACTERIZA PORQUE UNA O LAS DOS PIEZAS DEL MOLDE INCLUYE(N) UNA REGION O REGIONES EN DONDE AL MENOS UNA PARTE DEL MOLDE ES FLEXIBLE PARA ABSORBER LAS VARIACIONES DE VOLUMEN DEL MATERIAL POLIMERIZABLE DENTRO DE LA CAVIDAD, AUNQUE CON UN MOVIMIENTO AXIAL MINIMO O NULO POR PARTE DE LAS PIEZAS DEL MOLDE.
PROCEDIMIENTO DE FABRICACION DE UN RODILLO DE ESTAMPACION PARA LA ESTAMPACION EN CONTINUO DE LA SUPERFICIE DE UNA LAMINA TERMOPLASTICA.
(01/12/2002) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION DE UN CILINDRO DE ESTAMPADO PARA ESTAMPACION CONTINUA DE SUPERFICIE DE UNA LAMINA TERMOPLASTICA, DONDE PRIMERO SE ELABORA UN CILINDRO, QUE SE COMPONE AL MENOS EN LA ZONA DE SU SUPERFICIE PERIMETRICA DE GOMA DE SILICONA Y LA SUPERFICIE PERIMETRICA ES LISA. SOBRE ESTA SUPERFICIE PERIMETRICA SE DIRIGE UN RAYO LASER, QUE SE MUEVE DE FORMA RELATIVA CON RESPECTO A LA SUPERFICIE PERIMETRICA DEL RODILLO Y CON ELLO CONTROLA EN COINCIDENCIA CON EL LUGAR RESPECTIVO UN RECIPIENTE DE MUESTRA QUE DISPONE DE UNA ESTRUCTURA SUPERFICIAL DE TAL MODO, QUE LA ESTRUCTURA SUPERFICIAL DE LA DISPOSICION DE MUESTRA SE GENERA COMO FORMA NEGATIVA EN LAS SUPERFICIE EXTERIOR DEL RODILLO. EL PROCEDIMIENTO PERMITE UNA GENERACION SENCILLA Y DE COSTE ADECUADO DE UNA ESTRUCTURA DE…
BOLSA A VACIO INDIVIDUAL Y SU PROCEDIMIENTO DE FABRICACION.
(16/09/2002) UNA BOLSA DE VACIO UNITARIA PARA LA FORMACION DE UN ARTICULOS COMPUESTO REFORZADO CON FIBRAS DENTRO DEL CUAL HAY MOLDEADO UN ELEMENTO DE DISTRIBUCION DE RESINA CON LO QUE QUEDA FORMADO UN ARTICULO ESPECIFICO. LA BOLSA DE VACIO SE FORMA SOBRE EL MOLDE QUE CONSTITUYE LA BASE PARA LA FABRICACION DEL ARTICULO COMPUESTO REFORZADO CON FIBRAS DESEADO. LA BOLSA TIENE UN LADO ABIERTO, UN CONDUCTO DE DISTRIBUCION PRINCIPAL ELASTICO QUE SE EXTIENDE LATERALMENTE A LO LARGO DE LOS EJES LARGOS DE LA BOLSA DE VACIO CON UNOS CONDUCTOS SECUNDARIOS PARA PROPORCIONAR UN FLUJO DE RESINA DE LARGA DISTANCIA A TODAS LAS PARTES DEL ARTICULO COMPUESTO Y RECEPTACULOS…
PROCEDIMIENTO PARA LA FABRICACION DE MOLDES APLICABLE PARA LA INYECCION DE PLASTICOS.
(01/07/2001). Solicitante/s: CONDES CONDES,ANGEL. Inventor/es: CONDES CONDES,ANGEL.
Procedimiento para la fabricación de moldes aplicable para la inyección de plásticos, que consiste en una geometría diseñada en CAD, adicionada con líneas de partición, obteniéndose un inserto construido en negativo por CAD, transformándose en u fichero STL y construyéndose en una máquina de stereolitografía el negativo del postizo, posteriormente refinado y pulido, fabricándose el inserto metálico en cobre o níquel por electro deposición o galvanoplástica, rellenándose con fundición de hierro o similar la cavidad resultante interiormente en el inserto metálico.
METODO PARA FORMAR UNA PROTESIS HUECA.
(01/11/2000). Solicitante/s: THE BOARD OF TRUSTEES OF THE UNIVERSITY OF ARKANSAS. Inventor/es: EATON, L., DANIEL.
SE PRESENTA UN METODO PARA FORMAR UNA PROTESIS HUECA QUE INCLUYE LOS SIGUIENTES PASOS: PRIMERO, SE CREA UN MOLDE QUE TIENE UN MOLDE INFERIOR Y UN MOLDE SUPERIOR DE UN ARTICULO PROTESICO Y EL MOLDE ES INYECTADO CON PLASTICO VULCANIZABLE A TEMPERATURA AMBIENTE. EL MOLDE QUE CONTIENE EL PLASTICO RTV SE MANTIENE A UNA TEMPERATURA FIJA DURANTE UN PERIODO DE TIEMPO SUFICIENTE PARA QUE LAS PARTES MAS EXTERIORES DEL PLASTICO RTV FORMEN UNA CAPA VULCANIZADA EN LA PROXIMIDAD DE LA SUPERFICIE INTERIOR DEL MOLDE QUE ES LA PARED DEL ARTICULO PROTESICO, HUECO, FINAL. EL ARTICULO DE PLASTICO RTV SE SEPARA ENTONCES DEL MOLDE Y EL PLASTICO RESTANTE NO VULCANIZADO ES EXPULSADO DEL INTERIOR A TRAVES DE UN CORTE DE ABERTURA EN LA PARED . LA ABERTURA SE SELLA ENTONCES Y EL ARTICULO COMPLETA SE DEJA ENDURECER. EL ARTICULO PROTESICO ASI CREADO ES UN ARTICULO DE UNA SOLA PIEZA Y SIN COSTURAS QUE CONFORMA SUBSTANCIALMENTE LA FORMA DEL MOLDE.
BANDA PARA LA FABRICACION DE LAMINAS DE PLASTICO Y PROCEDIMIENTO PARA PRODUCIR DICHA BANDA.
(16/08/2000). Solicitante/s: BENECKE-KALIKO AKTIENGESELLSCHAFT. Inventor/es: HILDEBRANDT, GUSTAV, BUSCHER, HORST, DIPL.-ING., LEISS, DIRK, DR. DIPL.-ING., TACZKOWSKI, REINER, DIPL.-ING., KRUSE, HANS-HINRICH, DR. DIPL.-CHEM.
LA INVENCION SE REFIERE A UNA BANDA PARA LA ELABORACION DE LAMINAS DE PLASTICO CON UNA CAPA RESISTENTE AL DESGARRO Y UNA CAPA APLICADA SOBRE ELLA A BASE DE PLASTICO, CON UNA SUPERFICIE DIRIGIDA A LA CAPA RESISTENTE AL DESGARRE PARA LA APLICACION DE PLASTICO EN FORMA PASTOSA O LIQUIDA PARA LA LAMINA DE PLASTICO A SER ELABORADA. LA SUPERFICIE DE LA CAPA QUE DISPONE CON PREFERENCIA DE UNA MUESTRA EN NEGATIVO DE TIPO DE RELIEVE DISPONE DE PROPILENO COMO PLASTICO. LA BANDA PERMITE UNA ALTA FIDELIDAD DE REPRODUCCION DE LA MUESTRA DE RELIEVE EN TIEMPO DE UTILIZACION AL MISMO TIEMPO LARGO. LA BANDA PUEDE SER DELGADA DE FORMA COMPARATIVA REGULAR, DE TAL MODO QUE ES ENROLLABLE EN UNA GRAN LONGITUD SOBRE UN ARROLLAMIENTO. CON ELLO PUEDEN SER ELABORADAS GRANDES LONGITUDES DE UNA LAMINA DE PLASTICO POR MEDIO DE FUSION O DE EXTENSION DE PLASTICO LIQUIDO SOBRE LA BANDA EN UNA PIEZA. LOS TIEMPOS DE EQUIPAMIENTO DE LA INSTALACION DE ELABORACION SON POR ELLO REDUCIDOS, LO QUE REPRESENTA UN EFECTO ADECUADO SOBRE EL PRECIO.
PROCESO DE ARENADO SOBRE SUPERFICIES PLASTICAS Y SUS APLICACIONES.
(01/03/2000). Solicitante/s: MATEO UBIÑA,ANTONIO.
Proceso de arenado sobre superficies plásticas y sus aplicaciones. Comprende: (a) encolado de la superficie plástica con una cola o pegamento compatible con el plástico; (b) arenado inmediatamente posterior a la etapa (a), de la superficie encolada; (c) barnizado de la superficie arenada; y (d) secado de la superficie barnizada. Aplicable en la fabricación de piezas plásticas decorativas.
NUEVO PROCEDIMIENTO PARA LA OBTENCION DE MOLDES SUBACUATICOS.
(16/09/1999). Solicitante/s: ZAMBRANO VALDIVIA, LUIS CARLOS. Inventor/es: ZAMBRANO VALDIVIA, LUIS CARLOS.
NUEVO PROCEDIMIENTO PARA LA OBTENCION DE MOLDES SUBACUATICOS. EL PROCEDIMIENTO CONSISTE EN PREPARAR UN PRIMER MOLDE FLEXIBLE DEL OBJETO A REPRODUCIR, MEZCLANDO UNA BASE DE ELASTOMERO DE SILICONA CON SILICATO DE ETILO COMO CATALIZADOR DE CURADO, Y UN ADITIVO TIXOTROPICO, AGITANDO ENERGICAMENTE, Y APLICANDO MANUALMENTE LA MASILLA, SIN SACAR EL OBJETO AL EXTERIOR, EJERCIENDO SUAVE PRESION SOBRE LOS RESALTES DEL OBJETO, DEJANDO UN TIEMPO DE CURADO DE HASTA UN MAXIMO DE 24 HORAS. A CONTINUACION SE PREPARA UN SOPORTE RIGIDO MEZCLANDO UNA RESINA DE POLIESTER TIXOTROPICA PREACELERADA CON SILICE COLOIDAL PIROGENADA, UTILIZANDO COMO CATALIZADOR PEROXIDO DE METILETILCETONA, HACIENDO IGUALMENTE UNA APLICACION MANUAL SOBRE LA SUPERFICIE EXTERIOR DEL MOLDE FLEXIBLE, DEJANDO UN TIEMPO DE CURADO DE HASTA UN MAXIMO DE 15 HORAS. EL PROCEDIMIENTO PERMITE REALIZAR REPRODUCCIONES EXACTAS DE OBJETOS SUMERGIDOS EN AGUA SIN NECESIDAD DE SACARLOS AL EXTERIOR.
METODO PARA TRATAR PIEZAS DE MOLDE DE PLASTICO.
(16/06/1999). Solicitante/s: BAUSCH & LOMB INCORPORATED. Inventor/es: VALINT, PAUL, L., JR., RUSCIO, DOMINIC, V., JOSHI, MAKARAND, G.
LAS CARACTERISTICAS SUPERFICIALES DE LENTES DE CONTACTO MOLDEADAS SE MEJORAN ELIMINANDO SUBSTANCIALMENTE TODO EL OXIGENO DE LAS PIEZAS DEL MOLDE DE PLASTICO ANTES DE MOLDEAR LAS LENTES.
PROCESO PARA LA FABRICACION DE IMITACIONES DE PIEDRA NATURAL, EN PARTICULAR, IMITACIONES DE BLOQUES DE ROCA DE GRAN VOLUMEN.
(16/05/1997) PARA FABRICAR IMITACIONES REALISTAS DE PIEDRA NATURAL RESISTENTES A LA INTEMPERIE, DE GRAN VOLUMEN Y DE PESO RELATIVAMENTE PEQUEÑO, PRIMERAMENTE SE HACE UNA COPIA DE UNA PIEDRA NATURAL, DE UN MATERIAL PLASTICO. EN CASO NECESARIO SE RIGIDIZA LA COPIA, CON PREFERENCIA MEDIANTE RECUBRIMIENTO POR LA CARA POSTERIOR CON UN PLASTICO ENDURECIBLE, EN CASO NECESARIO REFORZADO CON FIBRA DE VIDRIO. A CONTINUACION SE DA VUELTA A LA COPIA A UNA POSICION DE TRABAJO EN LA CUAL SE PUEDE EMPLEAR COMO HERRAMIENTA DE MOLDEO. EN LA HERRAMIENTA DE MOLDEO SE APLICA UN PRODUCTO SEPARADOR ENDURECIBLE Y DESPUES DE SU ENDURECIDO, SE PROVEE LA HERRAMIENTA DE MOLDEO POR EL INTERIOR…
MOLDE DE RESINA DE EPOXY RELLENO DE POLVO DE METAL Y METODO DE PRODUCCION DEL MISMO.
(16/11/1996). Solicitante/s: NISSAN MOTOR CO., LTD. ASAHI KASEI KOGYO KABUSHIKI KAISHA. Inventor/es: YAMAGUCHI, NOBUYUKI, NOMURA, HIDEO, ISHIMURA, HIDEKAZU, TAKAGI, ISAO.
AL OBJETO DE INCREMENTAR EL RENDIMIENTO DE UN MOLDE DE RESINA TERMOESTABLE, SE DISPERSA POLVO DE METAL EN EL MOLDE DE RESINA QUE TIENE UNA ESTRUCTURA DENSA E IMPERMEABLE. EL MOLDE PUEDE ESTAR MONTADO SOBRE UN MIEMBRO DE APOYO DE METAL. EN ESTE CASO, EL ENLACE ENTRE EL MOLDE Y EL MIEMBRO SOPORTE ESTA MEJOR ASEGURADO CUANDO SE CONTIENEN BOLAS DE METAL EN EL MOLDE CERCA DEL MIEMBRO SOPORTE. ADEMAS, EL MOLDE PUEDE ESTAR ELECTROPLATEADO AL METAL. EN ESTE CASO, EL MOLDE ESTA REVESTIDO CON UNA PINTURA PLASTICA CONDUCTORA ANTES DE SOMETERLO AL ELECTROPLATEADO AL METAL EN UNA SOLUCION ELECTROLITICA.
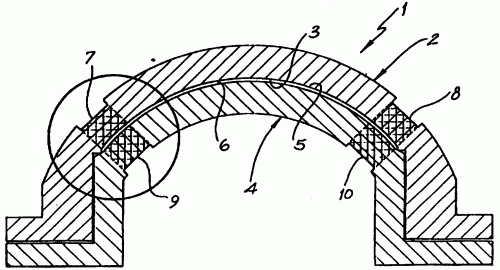
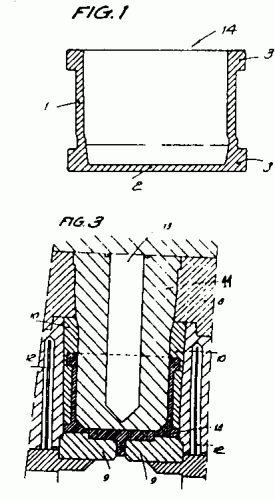
MOLDE PARA LA FORMACION DE QUESOS REALIZADO POR INYECCION EN UNA SOLA PIEZA.
(16/10/1996). Ver ilustración. Solicitante/s: MECANIZADOS BUSQUI, S.L. Inventor/es: BUSQUI LLORENS, MARTIN.
MOLDE PARA LA FORMACION DE QUESOS Y PROCEDIMIENTO PARA SU FABRICACION. COMPRENDE UNA PARED TUBULAR , UN FONDO Y UN PAR DE VALONAS , UNA EN EL EXTREMO ABIERTO DE LA PARED TUBULAR Y LA OTRA ALREDEDOR DEL FONDO, QUE ESTAN FORMADOS EN UNA SOLA PIEZA. EL PROCEDIMIENTO CONSISTE EN INYECTAR MATERIAL PLASTICO , PREFERENTEMENTE COPOLIMEROS, POLIPROPILENOS O POLIETILENOS, ENTRE UN MOLDE Y UN HOYO , DESMOLDEANDO LA PIEZA TORNADA A UNA TEMPERATURA DE LA MISMA ENTRE 100 Y 150 C, SIN REFRIGERACION FORZADA NI DEL MOLDE NI DEL HOYO , EL CUAL SE MANTIENE A UNA TEMPERATURA ENTRE 90 Y 120 C, ESTANDO EL TIEMPO DE MOLDEO COMPRENDIDO ENTRE 3 Y 7 MINUTOS. PERMITE LA FABRICACION DEL MOLDE DE FORMA MAS RAPIDA Y SENCILLA.
PROCESO Y DISPOSITIVO PARA LA UNION DE LOS EXTREMOS DE UNA JUNTA DE BORDE SOBRE UNA HOJA DE CRISTAL.
(01/08/1996). Solicitante/s: SOCIETA' ITALIANA VETRO - SIV - S.P.A.. Inventor/es: CAPRIOTTI, LUIGI, DE LENA, OSCAR.
LA UNION DEL EXTREMO DE INICIO Y EL EXTREMO DE FINALIZACION DE UNA JUNTA DE BORDE SOBRE UNA HOJA DE CRISTAL, POR EJEMPLO UN PARABRISAS PARA UN AUTOMOVIL, EXTRUDIDA DIRECTAMENTE SOBRE EL CRISTAL , SE LLEVA A CABO POR MEDIO DE UN MOLDE SUPLEMENTARIO SEPARADO QUE SE APLICA AL CRISTAL, DENTRO DEL CUAL SE VACIA UN COMPUESTO COMPATIBLE POLIMERIZABLE PARA COMPLETAR LA JUNTA.
MOLDE ELASTOMERICO PARA REVESTIMIENTO DE FIBRA OPTICA.
(01/02/1996). Solicitante/s: HUGHES AIRCRAFT COMPANY. Inventor/es: PIKULSKI, JOSEPH L.
UN MOLDE ELASTOMERICO TRANSPARENTE ES CAPAZ DE RECONSTITUIR CON PRECISION EL RECUBRIMIENTO AMORTIGUADOR QUE RODEA UNA FIBRA OPTICA . EL MOLDE ELASTOMERICO DE LA INVENCION ESTA DISPUESTO PARA DAR FORMA A UN RECUBRIMIENTO AMORTIGUADOR APLICADO A LA FIBRA OPTICA, DE ACUERDO CON LAS DIMENSIONES DE UNA FIBRA PRINCIPAL. EL MOLDE INCLUYE UNA PLACA ELASTOMERICA PARA CONFINAR SUBSTANCIALMENTE EL MEDIO AMORTIGUADOR DENTRO DE UN CANAL CON UNA DIMENSION DE CORTE TRANSVERSAL SUBSTANCIALMENTE IDENTICA A LA DE LA FIBRA PRINCIPAL. EL CANAL ES PARA RECIBIR UN SEGMENTO NO RECUBIERTO DE LA FIBRA OPTICA . EL MOLDE PUEDE INCLUIR TAMBIEN UN MONTAJE DE ELEMENTOS DE BRAZOS PARA FLEXIONAR LA PLACA ELASTOMERICA , PARA ABRIR Y CERRAR RESPECTIVAMENTE, EL CANAL CON EL SEGMENTO DE LA FIBRA OPTICA EN EL.
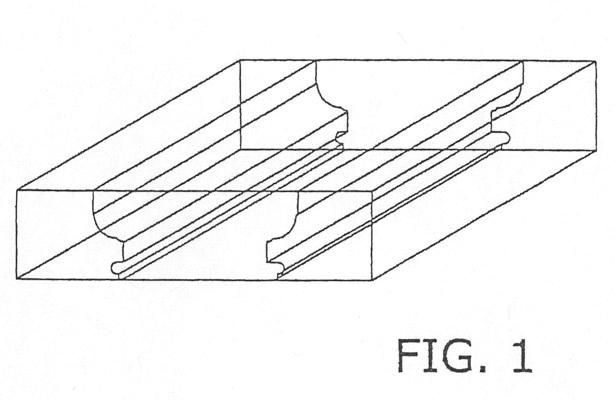
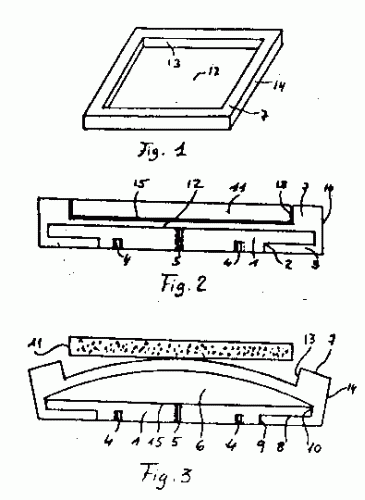
MOLDE DE PRECISION CON DESMOLDEO AUTOMATICO, PARA LA FABRICACION INDUSTRIAL DE PLACAS, PANELES Y PIEZAS PARA EL RECUBRIMIENTO EN CONSTRUCCION DE SUELOS, PAREDES Y TECHOS TANTO FIJOS COMO DESMONTABLES.
(16/02/1992). Ver ilustración. Solicitante/s: GOROSTIDI IRIBARREN, ALVARO ITOIZ BEUNZA, CARLOS.
LA INVENCION PERTENECE AL DOMINIO TECNICO DE LOS PROCESOS INDUSTRIALES DE PRODUCTOS PREFABRICADOS DE ESCAYOLA, YESO, ARCILLAS, HORMIGONES Y DE CUALESQUIERA OTROS MATERIALES UTILIZADOS EN PROCESOS INDUSTRIALES ANALOGOS, EN LINEAS DE DOSIFICADO, AMASADO, MOLDEO, CURADO Y DESMOLDEO DEL PRODUCTO. EL MOLDE FABRICADO EN MATERIALES TERMOELASTOMEROS O TERMOPLASTICOS, INCORPORA UNA PLACA METALICA DE BAJO COEFICIENTE DE DILATACION QUE ABSORBE LAS DILATACIONES Y CONTRADICCIONES DEL MATERIAL OBTENIENDOSE PRECISIONES INFERIORES A MEDIO MILIMETRO. EL MOLDE ESTA CARACTERIZADO ADEMAS POR DISPONER DE UNA CAMARA INTERIOR ESTANCA Y ELASTICA, PRODUCIENDOSE MEDIANTE UNA SECUENCIA FUNCIONAL DE INFLADO Y DESINFLADO DE LA CAMARA, EL DESMOLDEO AUTOMATICO DE LA PIEZA.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}