CIP-2021 : B21J 15/12 : con herramientas o partes de herramientas dotadas de un movimiento propio que se une a un movimiento de avance, p. ej. reimpulsado.
CIP-2021 › B › B21 › B21J › B21J 15/00 › B21J 15/12[2] › con herramientas o partes de herramientas dotadas de un movimiento propio que se une a un movimiento de avance, p. ej. reimpulsado.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27).
B21J 15/00 Remachado.
B21J 15/12 · · con herramientas o partes de herramientas dotadas de un movimiento propio que se une a un movimiento de avance, p. ej. reimpulsado.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo para aplicar una fuerza de presión a un elemento de fijación.
(26/02/2020) Un dispositivo para actuar sobre un elemento de fijación con una fuerza aplicada, de modo que el elemento de fijación sufre deformación plástica debido a la aplicación de fuerza, que comprende:
a. una parte de cabeza montada de forma móvil que tiene un cabezal de procesamiento , en particular diseñado como un elemento de ariete o rodante para deformación rodante, en donde el cabezal de procesamiento está diseñado para contactar el elemento de fijación;
b. una primera unidad diseñada para impulsar la traducción de la parte de cabeza en el eje longitudinal de la parte de cabeza , en particular para conducirlo de modo que la fuerza aplicada se aplica al elemento de fijación por el cabezal de procesamiento ;
c. un segundo accionamiento diseñado para impulsar una rotación del cabezal de…
Procedimiento para fabricar piezas de trabajo metálicas huecas.
(18/09/2019). Solicitante/s: GFM GMBH. Inventor/es: KOPPENSTEINER,ROBERT.
Procedimiento para fabricar piezas de trabajo metálicas huecas con una superficie interior perfilada a partir de un tubo de envuelta , con una superficie interior perfilada y un recubrimiento que sigue a la superficie interior perfilada a partir de una capa de material, que forma un compuesto con el material del tubo de envuelta , en donde el tubo de envuelta se forja a través de un mandril, caracterizado porque el tubo de envuelta presenta una superficie interior preperfilada aproximada a la superficie interior perfilada del tubo de envuelta , y en un paso adicional se introduce la capa de material del recubrimiento en el tubo de envuelta premoldeado aproximado a la superficie interior perfilada del tubo de envuelta , antes de que el tubo de envuelta premoldeado con la capa de material del recubrimiento se forje a través del mandril que determina la superficie interior perfilada de la pieza de trabajo.
PDF original: ES-2760949_T3.pdf
Método para producir dentados internos y externos en huecos cilíndricos de pared fina.
(01/11/2017) Procedimiento para la conformación en frío de perfiles de piezas cilíndricas huecas de pared delgada para la producción de estrías internas y externas en las partes huecas, con perfiles que sustancialmente se extienden en paralelo al eje longitudinal (A) de la parte hueca , caracterizado porque:
- el elemento hueco se coloca para el mecanizado en un mandril perfilado, que está dispuesto a modo desplazable con relación a la herramienta de perfilado a lo largo del eje longitudinal (A),
- Al menos una herramienta de perfilado conectada operativamente a un accionamiento excéntrico es llevada desde el exterior radialmente respecto al eje longitudinal (A) de la parte hueca a actuar 10 impactando golpes sobre la parte hueca .
- la herramienta de perfilado…
Remache para fijación ciega, herramienta de instalación asociada y método de instalación de un remache de este tipo.
(28/12/2016). Solicitante/s: Lisi Aerospace. Inventor/es: GAY,OLIVIER, BIGOT,FRÉDÉRIC, PAILHORIES,GUY, COUDERC JÉRÔME.
Remache (10, 10A, 10B, 10C) que comprende un tornillo que comprende un elemento de agarre , una garganta de rotura concebida para soportar bajo un esfuerzo de tensión y romperse bajo un esfuerzo de torsión, una cabeza separada del elemento de agarre por la garganta de rotura, un vástago liso y una porción fileteada ; un casquillo (14, 14A) que comprende un collarín apto para recibir la cabeza y un vástago tubular (42, 42A, 42B) que comprende una rosca hembra destinada a engranar con la porción fileteada del tornillo, caracterizado por que el elemento de agarre del tornillo comprende una primera porción de agarre (28, 28C) apta para guiar la introducción del remache en el interior de una herramienta de instalación y una segunda porción de agarre (28C, 32C) apta para transmitir un par de torsión, estando las dos porciones de agarre separadas por una porción de bloqueo apta para limitar un movimiento axial del remache en el interior de una herramienta de instalación.
PDF original: ES-2620797_T3.pdf
Procedimiento y dispositivo para implantar en un componente mecánico, en particular en una pieza de chapa, un elemento de fijación.
(10/04/2013) Procedimiento para implantar un elemento de fijación en una pieza de chapa previamente perforada,cuyo elemento de fijación posee una cabeza , un vástago de remache tubular, que se disponeconcéntricamente a un eje de simetría del elemento de fijación o bien a un vástago de fijacióndel elemento de fijación y que se convierte en la cabeza a través de una superficie de apoyo, que seextiende en dirección radial, haciéndose pasar el vástago de remache a través del orificio de lachapa y abatiéndose los rebordes del vástago de remache, con lo cual se inmoviliza la pieza de chapa en lazona del orificio entre la superficie de apoyo y el vástago…
PRENSA MULTIFUNCION PARA INSERCIONES.
(16/03/2004) Una prensa para la instalación de inserciones en delgadas secciones laminadas metálicas o de plástico mediante la deformación plástica en frío de dichas seccionas laminadas, comprendiendo una estructura que soporta un punzón y un yunque de torre que soporta la inserción, dispuesto en una alineación sustancialmente axial en una posición de trabajo de la misma, y medios de accionamiento dentro dicha estructura para controlar el deslizamiento de dicho punzón hacia el citado yunque de torre, caracterizada por el hecho de que dicho yunque de torre va montado sobre un carro que se desliza con respecto a dicha estructura entre dicha posición de trabajo, en que dicho carro se halla completamente insertado en la citada estructura, y una posición de carga, en que dicho carro sobresale de la misma,…
DISPOSITIVO DE COMPROBACION ESPECIALMENTE PARA MAQUINAS CONFORMADORAS.
(01/01/2000). Ver ilustración. Solicitante/s: BODMER KUSNACHT AG. Inventor/es: BODMER, PETER.
EL DISPOSITIVO DE VERIFICACION PARA LA COMPROBACION DE LA PRESENCIA DE UNA PIEZA RECEPTORA Y DE UNA PIEZA TRABAJADA A UNIR CON LA ANTERIOR POR ESTAMPACION PRESENTA UN PRIMER Y UN SEGUNDO PALPADOR , QUE PUEDEN AVANZAR CONJUNTAMENTE HACIA LA PIEZA RECEPTORA Y LA PIEZA TRABAJADA . AMBOS PALPADORES ESTAN ACOPLADOS ENTRE SI A TRAVES DE UN EMPUJADOR MOVIL. AL MOVERSE EL PRIMER PALPADOR HACIA LA PIEZA RECEPTORA , EL EMPUJADOR SE MUEVE CONJUNTAMENTE CON EL PRIMER PALPADOR . EN CUANTO EL PRIMER PALPADOR TOMA CONTACTO SE PRODUCE UNA DETENCION MOMENTANEA DEL EMPUJADOR , QUE A CONTINUACION AVANZA CONJUNTAMENTE CON EL SEGUNDO PALPADOR HASTA ALCANZAR LA PIEZA TRABAJADA , CON LO CUAL TERMINA EL AVANCE DEL EMPUJADOR. MEDIANTE LAS DOS PARADAS DEL EMPUJADOR PUEDE DETECTARSE, CON UN UNICO DETECTOR , EL CONTACTO DE AMBOS PALPADORES Y DETERMINARSE LA DISTANCIA RECORRIDA POR CADA UNO DE LOS PALPADORES.
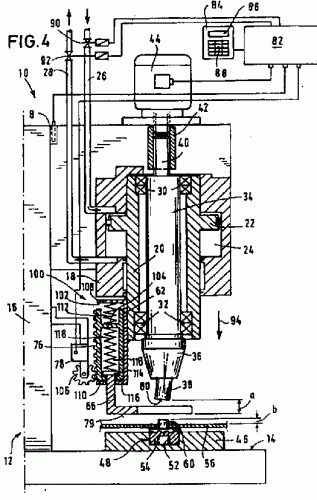
REMACHADORA PERFECCIONADA.
(16/05/1984). Solicitante/s: AUTOMATISMO LAU-NIK, S.L.
Remachadora perfeccionada, esencialmente caracterizada porque su bancada, su columna da sustentación y su cabezal de remachado propiamente dicho, constituyen módulos independientes y autónomos, intercambiables, para lo cual el cabezal incorpora el propio motor de accionamiento a través del que se efectúa el giro de la buterola, así como los correspondientes mecanismos pera deslizamiento axial de la misma, quedando asociado dicho cabezal a la columna a través de medios practicables que permiten su independización.
APARATO NEUMATICO-HIDRAULICO PARA EL REMACHADO DESDE UN SOLO LADO.
(01/01/1977). Solicitante/s: ADOLF DIENER, APPARATE- U. MASCHINENBAU.
Resumen no disponible.
{kind=link}