Método para producir dentados internos y externos en huecos cilíndricos de pared fina.
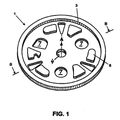
Procedimiento para la conformación en frío de perfiles de piezas cilíndricas huecas de pared delgada (1) para la producción de estrías internas y externas en las partes huecas,
con perfiles que sustancialmente se extienden en paralelo al eje longitudinal (A) de la parte hueca (1), caracterizado porque:
- el elemento hueco (1) se coloca para el mecanizado en un mandril perfilado, que está dispuesto a modo desplazable con relación a la herramienta de perfilado (5) a lo largo del eje longitudinal (A),
- Al menos una herramienta de perfilado (5) conectada operativamente a un accionamiento excéntrico es llevada desde el exterior radialmente respecto al eje longitudinal (A) de la parte hueca (1) a actuar 10 impactando golpes sobre la parte hueca (1).
- la herramienta de perfilado (5) se lleva en cada caso a actuar oscilando solamente en una dirección esencialmente perpendicular sobre la superficie de la parte hueca (1).
- el movimiento de elevación oscilante de la herramienta de perfilado (5) se selecciona para que sea mayor que la profundidad radial máxima de inmersión de la herramienta de perfilado (5) en la parte hueca (1),
- se hace girar el elemento hueco (1) de forma intermitente, sincronizándose con el movimiento de elevación oscilante, alrededor de su eje longitudinal (A), en particular en cada caso por la distancia divisoria del perfil a generar, y
- la herramienta de perfilado (5) a una profundidad de penetración radial constante es desplazada en dirección axialmente relativa con respecto a la parte hueca (1), hasta que se alcanza la longitud del perfil 20 deseado, habiéndose formado la herramienta de perfilado (5) como un sello con una cara de mecanizado (6), y mostrando en su lado de mecanizado (6) una forma que se corresponde en su sección transversal con la forma del perfil (4) del cuerpo hueco (1) a generar, y
presentando la cara de mecanizado (6) un borde inferior (7) que en sección longitudinal está dispuesto en un ángulo agudo con respecto al eje longitudinal (A), pero habiéndose formado en un extremo de la herramienta de perfilado (5) una zona de calibración (8), y en la zona de calibración (8) el borde inferior (7), en sección longitudinal está alineado en paralelo al eje longitudinal (A) y en sección transversal el contorno de la cara de mecanizado (6) se corresponde con el perfil a generar en el lado exterior del cuerpo hueco 30 (1), y en el que el borde inferior (7) en la zona de calibración (8) tiene la distancia radial más corta a la superficie del cuerpo hueco (1).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/CH2005/000406.
Solicitante: ERNST GROB AG.
Nacionalidad solicitante: Suiza.
Dirección: ROHRGASSE 9 CH-8708 MANNEDORF SUIZA.
Inventor/es: DERIAZ, DANIEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D15/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 15/00 Operaciones que permiten la obtención de tubos de superficie ondulada. › las ondulaciones se hacen en sentido longitudinal.
- B21D53/28 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › con engranajes.
- B21J15/12 B21 […] › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 15/00 Remachado. › con herramientas o partes de herramientas dotadas de un movimiento propio que se une a un movimiento de avance, p. ej. reimpulsado.
- B21J7/14 B21J […] › B21J 7/00 Martillos; Máquinas de conformación dotadas de martillos o moldes que actúan por impactos (martillos manuales B25D; características eléctricas sección H). › Máquinas para forjar que trabajan con varios martillos.
- B21K1/30 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de ruedas dentadas.
PDF original: ES-2676420_T3.pdf
Patentes similares o relacionadas:
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]
Dispositivo y procedimiento para la producción de perfilados de piezas a modo de engranajes, del 12 de Octubre de 2016, de ERNST GROB AG: Dispositivo para la fabricación de piezas cilíndricas , las cuales presentan un perfilado definido, con una sujeción de pieza desplazable axialmente y girable […]
 PRENSA DE ESTAMPACIÓN, del 23 de Enero de 2014, de YIELD FORCE, S.L: Comprende un primer cuerpo y un segundo cuerpo , al menos uno de ellos móvil en sentido axial, en la que el primer cuerpo […]
PRENSA DE ESTAMPACIÓN, del 23 de Enero de 2014, de YIELD FORCE, S.L: Comprende un primer cuerpo y un segundo cuerpo , al menos uno de ellos móvil en sentido axial, en la que el primer cuerpo […]
 Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, del 11 de Diciembre de 2013, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, fabricada de unapieza, especialmente una corona de arrancador, con una parte de envolvente […]
Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, del 11 de Diciembre de 2013, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Procedimiento para la fabricación de una pieza de transmisión, simétrica a la rotación, fabricada de unapieza, especialmente una corona de arrancador, con una parte de envolvente […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL CORTE DE PRECISIÓN DE PIEZAS DE TRABAJO, del 14 de Junio de 2011, de FINOVA FEINSCHNEIDTECHNIK GMBH: Procedimiento para el corte de precisión de piezas de trabajo tales como ruedas dentadas o similares, en el que el material, preferentemente […]
METODO DE FABRICACION EN SERIE DE ANILLOS ABS., del 16 de Octubre de 2006, de PRECISGAL COMPONENTES, S.A.: Método de fabricación en serie de anillos ABS. Consiste en un proceso de fabricación para la manufactura en serie de ese tipo de anillos dentados que van montados sobre […]
GATO Y PROCEDIMIENTO PARA LA FABRICACION DE UN GATO., del 16 de Abril de 2004, de SCAMBIA INDUSTRIAL DEVELOPMENTS AKTIENGESELLSCHAFT: EL GATO PARA UN VEHICULO COMPRENDE UN SOPORTE QUE TIENE UNA PLACA BASE Y UN CAPUCHON QUE BORDEAN JUNTOS UN ESPACIO INTERIOR. ESTE ULTIMO […]
 METODO Y HERRAMIENTA PARA FABRICAR ACCESORIOS TRIDIMENSIONALES MEDIANTE OPERACIONES DE CONFORMACION Y TROQUELADO DE PRECISION, del 12 de Agosto de 2009, de FEINTOOL INTELLECTUAL PROPERTY AG: Método para fabricar accesorios tridimensionales a partir de una banda plana mediante procesos de conformación y troquelado de precisión, especialmente accesorios […]
METODO Y HERRAMIENTA PARA FABRICAR ACCESORIOS TRIDIMENSIONALES MEDIANTE OPERACIONES DE CONFORMACION Y TROQUELADO DE PRECISION, del 12 de Agosto de 2009, de FEINTOOL INTELLECTUAL PROPERTY AG: Método para fabricar accesorios tridimensionales a partir de una banda plana mediante procesos de conformación y troquelado de precisión, especialmente accesorios […]