CIP-2021 : B29C 43/02 : para fabricar objetos de longitud definida, es decir, de objetos separados.
CIP-2021 › B › B29 › B29C › B29C 43/00 › B29C 43/02[1] › para fabricar objetos de longitud definida, es decir, de objetos separados.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
B29C 43/02 · para fabricar objetos de longitud definida, es decir, de objetos separados.
CIP2021: Invenciones publicadas en esta sección.
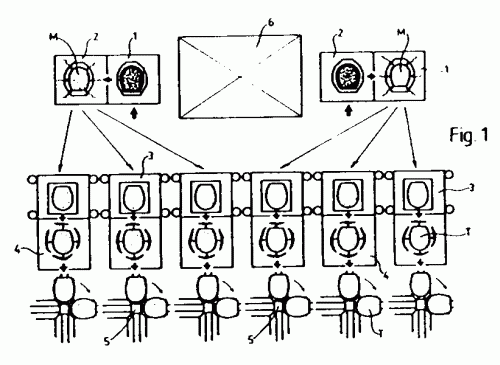
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE TAPAS Y ASIENTOS PARA INODOROS.
(16/08/1999). Ver ilustración. Solicitante/s: OLIVELLA PALATCHI, MELCHOR OLIVELLA PALATCHI, MORITZ OLIVELLA PALATCHI, ROSA. Inventor/es: OLIVELLA PALATCHI.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE TAPAS Y DE ASIENTOS PARA INODOROS. LA MATERIA PRIMA ES PREMOLDEADA, PRECALENTADA Y PRENSADA EN CALIENTE. SE CARACTERIZA EL PROCEDIMIENTO PORQUE LA MATERIA PRIMA PREMOLDEADA Y PRECALENTADA ES SUMINISTRADA A MAS DE UNA PRENSA DE MANERA QUE UN GRUPO PREMOLDEADOR Y PRECALENTADOR ALIMENTA A VARIAS PRENSAS, REALIZANDOSE EN CADA PRENSA, DESPUES DEL PRENSADO, PREVIO EL PASO POR UNA FASE DE DESBARBADO, EL TRASLADO DE LA TAPA O DEL ASIENTO UNA ZONA DE ENFRIAMIENTO DONDE SE ACUMULAN VARIAS TAPAS O ASIENTOS Y DESDE DONDE SON RETIRADOS YA ENFRIADOS. LA INSTALACION COMPRENDE UNA MESA DE PREMOLDEO CONTIGUA A UNA MESA DEL PRECALENTADOR, Y MAS DE UNA PRENSA EQUIPADA CON UN CARRO QUE TRASLADA LA TAPA O EL ASIENTO HACIA UN MARCO DESBARBADOR, DEBAJO DEL CUAL SE HALLA UNA PLATAFORMA RECEPTORA DE LA TAPA O DEL ASIENTO QUE LOS TRASLADA HACIA EL DISPOSITIVO ENFRIADOR PROVISTO DE ESTANTES.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA PIEZA MOLDEADA.
(16/05/1999) EN UN PROCEDIMIENTO PARA LA ELABORACION DE UNA PARTE MOLDEADA A BASE DE FIBRAS Y/O COPOS Y AGLOMERANTE TERMOPLASTICO SE APLICA EL AGLOMERANTE EN UNA HERRAMIENTA DE MOLDEO, SE PRESIONA Y SE UNE BAJO EFECTO TERMICO. PARA PODER APLICAR DE FORMA RAPIDA, DE MODO QUE CONSIGA UNA DENSIDAD UNIFORME O DEFINIDA DE MANERA DIFERENTE, SE CONFIGURA POR MEDIO DE UNA APLICACION DE DISCO DE MOLDEO UN CONTORNO DE RELLENO DETERMINADO PARA UNA PARTE MOLDEADA RESPECTIVA. DESPUES DEL RELLENO DEL CONTORNO DE LLENADO SE POSICIONA CONTRA UNA HERRAMIENTA DE MOLDEO-CONTORNO DE ELABORACION . A CONTINUACION SE DESPLAZA UNA SEGUNDA APLICACION DE DISCO DE MOLDEADO, CUYOS DISCOS SE DISPONEN ENTRE LOS DISCOS DE LA APLICACION PRIMERA DE DISCO DE MOLDEO 1. Y FORMAN…
PERFECCIONAMIENTOS EN EL PROCEDIMIENTO DE MOLDEO DE ELEMENTOS PARA COCINA, BAÑO Y SIMILARES.
(01/07/1998). Solicitante/s: SUBIRANA JULIA,SALVADOR. Inventor/es: SUBIRANA JULIA, SALVADOR.
PERFECCIONAMIENTOS EN EL PROCEDIMIENTO DE MOLDEO DE ELEMENTOS PARA COCINA, BAÑO Y SIMILARES. SE INVIERTE EN PRIMER LUGAR LA COLOCACION EN LA PRENSA DE LAS DOS PARTES INTEGRANTES DEL MOLDE, MONTANDOSE SOBRE EL PLATO INFERIOR DE LA PRENSA, QUE PERMANECE INMOVIL, LA PARTE DEL MOLDE CORRESPONDIENTE A LA CARA NO VISTA --QUE NO DEBE PRESENTAR NINGUN ACABADO ESPECIAL-- DE LA PIEZA MOLDEADA, MIENTRAS QUE EL PUNZON O PARTE DEL MOLDE CORRESPONDIENTE A LA CARA VISTA, QUE DEBE PRESENTAR DICHO ACABADO, SE MONTA SOBRE EL PLATO SUPERIOR MOVIL DE LA PRENSA.
PROCEDIMIENTO PARA LA OBTENCION DE PIEZAS MOLDEADAS A PARTIR DE PLASTICOS MOLDEABLES EN ESTADO CALIENTE.
(16/10/1997). Solicitante/s: SCHNALLINGER, HELFRIED. Inventor/es: SCHNALLINGER, HELFRIED.
EN UN PROCESO PARA FABRICAR PIEZAS MOLDEADAS ELABORADAS DE PLASTICO TERMOMOLDEABLE, EN CONCRETO POLIOLEFINAS COMO EL POLIETILENO Y EL POLIPROPILENO, EL MATERIAL DE PLASTICO SE CALIENTA HASTA O POR ENCIMA DE SU TEMPERATURA DUCTIL, Y SE MODELA EN EL CITADO ESTADO EN PIEZAS MODELADAS Y DESPUES ENFRIADAS POR DEBAJO DE SUS TEMPERATURA DE CONFORMACION EN CALIENTE. A LAS PIEZAS MOLDEADAS SE LES DA FORMA EN CALIENTE PARA OBTENER PRODUCTOS SEMITERMINADOS LIGERAMENTE SOBREDIMENSIONADOS CON RESPECTO AL TAMAÑO FINAL DESEADO, Y SOLO DESPUES DE HABERSE ENFRIADO, SE MOLDEAN A PRESION A TU TAMAÑO FINAL DESEADO, EN EL QUE SON DIMENSIONALMENTE ESTABLES.
PROCESO PARA LA FABRICACION DE UNA CORREA DENTADA Y CORREAS DENTADAS.
(16/05/1997) LA INVENCION SE REFIERE A UN PROCESO PARA LA FABRICACION DE CORREAS DENTADAS A PARTIR DE MATERIAL EN ESENCIA POLIMERO, PARA LO CUAL SE FORMA UN RAMAL DE TRACCION COMPUESTO DE PORTADORES DE RESISTENCIA PARALELOS , A TRAVES DE LOS CUALES SE COMPRIME UNA SOLA MEZCLA DE POLIMERO DESDE EL EXTERIOR RADIAL HACIA EL INTERIOR RADIAL (REFERIDO A UNA CORREA QUE FUNCIONA SOBRE UNA RUEDA DENTADA). PARA AUMENTAR EL PAR MOTOR TRANSMISIBLE MAXIMO SIN AUMENTO DEL PESO, DEL RUIDO DE MARCHA POR POTENCIA TRANSMITIDA Y DE LA TENSION PREVIA DE LA CORREA, SE PROPONE QUE LA MEZCLA DE POLIMERO MENCIONADA ANTES DEL PRESIONADO ENTRE LOS PORTADORES DE RESISTENCIA DEL…
METODO PARA FABRICAR PRODUCTOS MOLDEADOS MEDIANTE COMPRESION.
(16/04/1997) SE PRESENTA UN METODO DE MOLDEADO POR COMPRESION EN EL QUE UNA RESINA TERMOPLASTICA SE MEZCLA CON ADITIVOS QUE INCLUYEN UN ADITIVO COLORANTE METALICO, LA RESINA SE EXTRUDE A TRAVES DE UNA BOQUILLA, SE CORTA MEDIANTE UNA HOJA EN FORMA DE TROZOS INDIVIDUALES, Y CADA TROZO SE DEPOSITA EN EL INTERIOR DE LA CAVIDAD DE UN MOLDE QUE POSTERIORMENTE SE CIERRA PARA MOLDEAR POR COMPRESION EL TROZO DE RESINA Y DARLE LA FORMA DEL ARTICULO, EL METODO COMPRENDE LOS PASOS DE AÑADIR UN AGENTE ESPUMANTE A LA RESINA ANTES DE LA EXTRUSION EN UNA CANTIDAD SUFICIENTE PARA DISTRIBUIR LAS PARTICULAS METALICAS EN EL ADITIVO DEL PIGMENTO METALICO DE MANERA QUE SE FORMEN BURBUJAS GASEOSAS EN LA RESINA FUNDIDA EXTRUDIDA Y QUE LAS BURBUJAS GASEOSAS SEAN SUBSTANCIALMENTE EXPELIDAS DURANTE EL MOLDEADO POR COMPRESION DANDO COMO RESULTADO UN ARTICULO QUE ESTA SUBSTANCIALMENTE…
METODO PARA DISEÑAR TROQUELES ESTAMPADOS Y PARA FABRICAR PRODUCTOS COMPUESTOS DE MADERA.
(01/02/1997). Solicitante/s: MASONITE CORPORATION. Inventor/es: VADERS, DENNIS H., OU, NIAN-HUA.
SE SUMINISTRAN METODOS PARA EL DISEÑO Y EL REVESTIMIENTO DE TROQUELES UTILIZADOS CON TROQUELES FRONTALES, DECORATIVOS DE ESTAMPACION PARA LA PRODUCCION Y EL ESTAMPADO SIMULTANEO DE PANELES COMPUESTOS DE MADERA. LOS METODOS SE APLICAN CUANDO MAS DE UN DIBUJO DECORATIVO SE ESTAMPA SOBRE LOS PANELES DE MADERA COMPUESTOS DURANTE UN CICLO DE PRENSADO SIMPLE. EL AREA DE LA SECCION DE CORTE O EL VOLUMEN DE LOS PANELES IMPRESOS CON CADA DIBUJO DECORATIVO DIFERENTE FORMA LA BASE PARA LOS METODOS DEL DISEÑO. SE INCLUYE METODOS PARA FORMAR PANELES DE MADERA COMPUESTOS USANDO TROQUELES HECHOS DE ACUERDO CON LOS METODOS DE DISEÑO DE TROQUELES PRESENTADOS.
PROTESIS DE SUPERFICIE TEXTURADA Y METODO PARA SU FABRICACION.
(16/12/1996). Solicitante/s: MENTOR CORPORATION. Inventor/es: YAN, JOHN Y.J., PURKAIT, BOBBY K.
SE DESCRIBE UNA PROTESIS QUIRURGICA CON UNA SUPERFICIE EXTERIOR TEXTURADA CONSTITUIDA DE MATERIAL NO ABSORBENTE, LIBRE DE POROS E INTERSTICIOS. EL DISPOSITIVO SE UTILIZA PARA IMPLANTES DE MAMA Y OTROS. SE DESCRIBEN TAMBIEN VARIOS METODOS DE FABRICACION DEL DISPOSITIVO.
MOLDE PARA MOLDEO POR COMPRESION DE UN ARTICULO DE RESINA.
(16/01/1996). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATSUBARA, SHIGEYOSHI.
UN MOLDE PARA MOLDEO, POR COMPRESION DE UN ARTICULO DE RESINA, CUYO MOLDE ESTA FORMADO POR MOLDES MACHO Y HEMBRA, EN EL QUE, EN EL MOMENTO DE COMPLETARSE EL CIERRE DEL MOLDE, LA LONGITUD L MAS CORTA EN UNA DIRECCION DE CIERRE DEL MOLDE DE UNA PARTE CASADA O ACOPLADA, FORMADA ENTRE LA PARED MAS EXTERNA DEL CITADO MOLDE MACHO CON EL CUAL CONTACTA UNA RESINA FUNDIDA, Y LA PARED MAS INTERNA DE UNA BRIDA O PESTA/A DEL CITADO MOLDE HEMBRA, SE REFLEJA EN LA ECUACION: (T1 MENTE MAS EXTERNO DEL MOLDE MACHO, Y T0 ES UNA DISTANCIA (MM) EN LA DIRECCION DE CIERRE DEL MOLDE ENTRE LOS MISMOS PUNTOS SOBRE LOS MOLDES MACHO Y HEMBRA, QUE LA UTILIZADA PARA MEDIR T1, Y LA DISTANCIA MAS CORTA HORIZONTAL DE UN ESPACIO DE CASAMIENTO O ACOPLAMIENTO ENTRE LA SUPERFICIE DE LA PARED HORIZONTALMENTE MAS EXTERNA DEL CITADO MOLDE HEMBRA OSCILA ENTRE 0'02 Y 0'1 MM, CON CUYO MOLDE SE EVITA EL ESTRUJAMIENTO DE UNA RESINA FUNDIDA DURANTE EL MOLDEO.
MOLDE PARA PRODUCIR UN ARTICULO MOLDEADO DE CAPAS MULTIPLES.
(16/01/1996) UN MOLDE PARA PRODUCIR UN ARTICULO MOLDEADO DE CAPAS MULTIPLES, COMPRENDIENDO UN CUERPO DE RESINA Y UN MATERIAL SUPERFICIAL O PELICULAR SOBRE UNA SUPERFICIE DEL CUERPO DE RESINA, CUYO MOLDE ESTA FORMADO POR MOLDES MACHO Y HEMBRA, DONDE LA DISTANCIA MAS CORTA HORIZONTAL DE UN ESPACIO DE CASAMIENTO O ACOPLAMIENTO ENTRE LA SUPERFICIE DE PARED HOIZONTALMENTE MAS EXTERNA DEL MOLDE MACHO CON LA CUAL CONTACTA EL MATERIAL SUPERFICIAL O PELICULAR, Y LA SUPERFICIE DE PARED HORIZONTALMENTE MAS INTERNA DEL MOLDE HEMBRA CON EL CUAL CONTACTA EL MATERIAL SUPERFICIAL O PELICULAR, ES DE 0'25 A 3 VECES EL ESPESOR MINIMO DESDE EL CUAL PUEDE EL MATERIAL SUPERFICIAL, UNA VEZ COMPRIMIDO, RESTABLECER EL ESPESOR ORIGINAL,…
METODO PARA PRODUCIR UN ARTICULO MOLDEADO DE RESINA TERMOPLASTICA REFORZADA CON FIBRA.
(01/12/1995). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATSUBARA, SHIGEYOSHI.
ESTA INVENCION TRATA DEL METODO DE FABRICACION DE UN PRODUCTO MOLDEADO DE RESINA TERMOPLASTICA REFORZADA CON FIBRA RELATIVAMENTE PEQUEÑO EN DEFORMACION, RESULTADO DE LA ORIENTACION DE LA FIBRA Y DE LAS EXCELENTES PROPIEDADES MECANICAS, DE APARIENCIA, BRILLO Y DE ESTABILIDAD DIMENSIONAL. SE TRATA DE RESINA FUNDIDA TERMOPLASTICA REFORZADA CON FIBRA, ES DECIR, RESINA TERMOPLASTICA FUNDIDA (A) DENTRO DE LA CUAL SE ENCUENTRAN DISPERSAS , COMO MATERIAL DE REFUERZO, FIBRAS DE LONGITUDES QUE OSCILAN ENTRE 1 Y 50 MM DE MEDIA. ESTA RESINA SE VACIA EN UN MOLDE METALICO ABIERTO EN EL QUE HAY UNA HOJA O PELICULA CON RESINA TERMOPLASTICA (A) Y SEGUIDAMENTE SE COLOCA DE MANERA CONVENIENTE OTRA RESINA TERMOPLASTICA ADHESIVA (B) Y CON EL MOLDE METALICO CERRADO, SE SOMETE A PRESION Y SE ENFRIA EN UN MOLDE METALICO CERRADO PARA DAR LUGAR A UN PRODUCTO MOLDEADO.
FABRICACION DE MATERIALES DE EMPAQUETADO REFORZADOS PTFE.
(01/05/1995) SE PROVEEN UN MATERIAL COMPUESTO DE EMPAQUETADO REFORZADO CARACTERIZADO POR UNA GRAN TENSION Y ESTABILIDAD DIMENSIONAL, EXCELENTE RECUPERACION Y PROPIEDADES SUPERIORES DE RESISTENCIA DE RELAJACION AL ARRASTRE Y UN PROCESO PARA PRODUCIR TALES MATERIALES DE EMPAQUETADO. LOS MATERIALES COMPUESTOS DE EMPAQUETADO DE LA PRESENTE INVENCION SON UNA CAPA MULTIPLE LAMINADA DE POLITETRAFLUOROETILENO(PTFE) RELLENO Y AL MENOS UNA LAMINA DE ACERO INOXIDABLE PERFORADA. EL PROCESO DE LA PRESENTE INVENCION INCLUYE LOS PASOS DE INCRUSTAR POR PRESION SABANAS EN CAPAS ALTERNADAS DE UNA MEZCLA DE PTFE/RELLENO Y ACERO INOXIDABLE MEDIANTE LA APLICACION DE UNA SECUENCIA DE INTERVALOS DE PRESION Y TEMPERATURA…
METODO DE MOLDEADO, PARTICULARMENTE PARA CONTENEDORES PLASTICO.
(01/07/1994). Solicitante/s: ILCA S.P.A. Inventor/es: BALZARINI, VITTORIO, GABOARDI, MARIO.
METODO DE MOLDEADO, EN PARTICULAR PARA CONTENEDORES DE PLASTICO, SE CARACTERIZA POR QUE CADA UNO DE LOS EJES QUE CONECTAN LOS LADOS DE UN CONTENEDOR ESTA FORMADO CON UNA MUESCA , DE TAL FORMA QUE EL CONTENEDOR PUEDE PLEGARSE POR DICHAS MUESCAS CUANDO SEA EXTRAIDO DEL MOLDE EL CONTENEDOR, POR TANTO, PUEDE PRESENTAR POSICIONES PLEGADAS O ABIERTAS. ESTAN PREVISTOS MEDIOS PARA RETENER EL CONTENEDOR, AL MENOS EN LA POSICION ABIERTA. FIG 1.
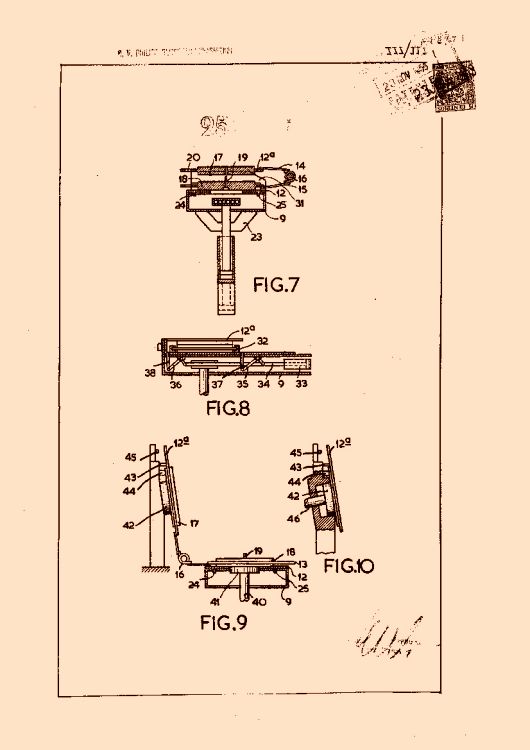
PROCEDIMIENTO PARA EL CONFORMADO DE UNA LENTILLA OFTALMICA A PARTIR DE UN TEJO DE MATERIAL SINTETICO.
(01/01/1993). Solicitante/s: ESSILOR INTERNATIONAL, CIE GENERALE D'OPTIQUE. Inventor/es: RUHLIN, RAYMOND.
SE TRATA DE UN PROCEDIMIENTO SIGUIENDO EL CUAL, PARTIENDO DE UN TEJO DE MATERIAL SINTETICO , SE DISPONE ESTE TEJO HORIZONTALMENTE EN UN MOLDE CON SUPERFICIES DE MOLDEO (12S, 121) OPTICAMENTE ACABADAS Y SE LE SOMETE EN CALIENTE A UNA CARGA DE MOLDEO DETERMINADA. SIGUIENDO LA INVENCION, SE ELIGE PARA MOLDE UNO CUYA SUPERFICIE DE MOLDEO SUPERIOR (12S) PERTENECE A UNA COQUILLA (13S) MONTADA LIBREMENTE COLINDANTE EN UN MANGUITO , SE LIMITA LA CARGA DE MOLDEO A LA CARGA ESTATICA QUE RESULTA DEL PESO DE ESTA COQUILLA (13S), EVENTUALMENTE AUMENTADA EN EL PESO DE UNA MASA DE PRECARGA ENCIMA DE ESTA, Y SE COLOCA JUNTO EN UN HORNO. APLICACION, EN ESPECIAL, A LA OBTENCION DE LENTILLAS OFTALMICAS DE POLICARBONATO.
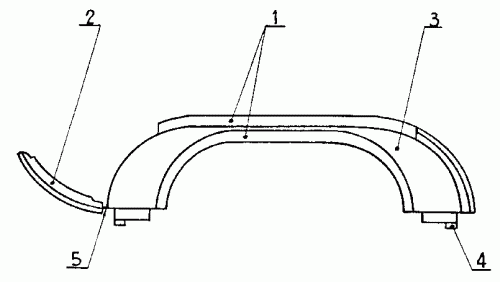
PROCESO DE FABRICACION DE ASIDEROS MEDIANTE INYECCION DE GAS.
(01/09/1990). Ver ilustración. Solicitante/s: IBEROFON, S.A. Inventor/es: REY MARCOS, EUSEBIO.
EL PROCEDIMIENTO DE FABRICACION DE ASIDEROS MEDIANTE INYECCION DE GAS, CONSISTE BASICAMENTE EN LA APLICACION STANDAR DE LA INYECCION DE MOLDEO JUNTAMENTE CON UNA PRESION ADICIONAL DE UN GAS SOBRE EL INTERIOR DE LA CAVIDAD DEL CONJUNTO ASIDERO.
LAMINAS MULTICAPAS Y RECIPIENTES BARRERA REPLICABLES.
(01/08/1990). Solicitante/s: SHELL INTERNATIONALE RESEARCH MAATSCHAPPIJ B.V.. Inventor/es: COFFMAN, PAUL MAHONEY, MILLER, CHARLES RALPH.
UN LAMINADO MULTICAPAS FABRICADO POR COEXTRUSION DE (A) UNA CAPA ADHESIVA POR LO MENOS, (B) UNA CAPA DE POLIMERO BARRERA POR LO MENOS, Y (C) UNA CAPA DE MEZCLA DE POLIMEROS QUE COMPRENDE (I) 10 A 50 PARTES EN PESO DE UN POLIETILENO DE ALTA DENSIDAD CON MFI DE 0,1 A 4,0 DG/MIN Y (II) 50 A 90 PARTES EN PESO DE UN HOMOPOLIMERO DE PROPILENO.
UN METODO DE PRODUCIR UN CUERPO HUECO A PARTIR DE UN MATERIAL ELASTOMERICO DE POLIMERO DE COPOLIESTER.
(01/07/1987). Solicitante/s: MINER ENTERPRISES INC.
METODO PARA LA PRODUCCION DE UN CUERPO HUECO A PARTIR DE UN MATERIAL ELASTOMERICO DE POLIMERO DE COPOLIESTER. CONSISTE EN PROPORCIONAR UN BLOQUE DE MATERIAL ELASTOMERICO DE POLIMERO DE COPOLIESTER QUE TIENE UNA LONGITUD AXIAL INICIAL Y UNA SECCION TRANSVERSAL SELECCIONADAS, Y QUE TIENE, ADEMAS, UN AGUJERO DE NUCLEO QUE PENETRA AXIALMENTE UNA CANTIDAD SUSTANCIAL EN DICHO BLOQUE; EN COMPRIMIR AXIALMENTE EL BLOQUE HASTA QUE SE REDUZCA AL MENOS AL 30 POR CIENTO DE LA LONGITUD AXIAL INICIAL, CONSERVANDO PARTE DE DICHA REDUCCION EL BLOQUE UNA VEZ QUE HA DEJADO DE ACTUAR LA FUERZA DE COMPRESION; Y EN EXPANDIR EL AGUJERO DE NUCLEO DE FORMA PERMANENTE HACIA FUERA, PARA DEFINIR LA CONFIGURACION DEFINITIVA DE LAS PAREDES LATERALES DEL CUERPO.
INSTALACION PARA FABRICAR ESTERILLAS DE FIBRAS COMO MATERIAL DE PARTIDA PARA PIEZAS MOLDEADAS POR PRENSADO.
(01/01/1987). Solicitante/s: CASIMIR KAST GMBH & CO. KG.
INSTALACION PARA LA FABRICACION DE ESTERILLAS DE FIBRAS, QUE SE UTILIZAN COMO MATERIAL DE PARTIDA PARA PIEZAS MOLDEADAS POR PRENSADO. CONSTA DE UNA CINTA TRANSPORTADORA FORMADA POR UN TEJIDO O UN CAÑAMAZO, LA CUAL ES IMPERMEABLE AL AIRE; DE UN PRIMER DISPOSITIVO ESPARCIDOR DISPUESTO POR ENCIMA DE LA ENTRADA DE LA CINTA TRANSPORTADORA , EL CUAL RECIBE EL MATERIAL DE FIBRAS Y LO ENTREGA, A TRAVES DE UNA CABEZA ESPARCIDORA A LA CINTA TRANSPORTADORA , PARA LA FORMACION DE UNA PRIMERA CAPA DE VELO ; DE UN DISPOSITIVO IGUALADOR A MODO DE FRESA, QUE LE DA A LA CAPA DE VELO UN ESPESOR UNIFORME; DE UN DISPOSITIVO DE APORTACION PARA DEPOSITAR UN TEJIDO O CAÑAMAZO DE POLIESTER SINFIN SOBRE LA PRIMERA CAPA DE VELO.
CABEZAL ACUMULADOR DE POLIETILENO EN MAQUINAS DE OBTENCION DE CUERPOS HUECOS POR SOPLADO.
(01/12/1986). Solicitante/s: UROLA, S.COOP..
Resumen no disponible.
PROCEDIMIENTO PARA MEJORAR EL ACABADO SUPERFICIAL DE UN ARTICULO TERMOPLASTICO REFORZADO CON FIBRA.
(01/04/1986). Solicitante/s: IMPERIAL CHEMICAL INDUSTRIES PLC.
PROCEDIMIENTO PARA MEJORAR EL ACABADO SUPERFICIAL DE UN ARTICULO TERMOPLASTICO REFORZADO CON FIBRAS, EN DONDE DICHAS FIBRAS ESTAN PRESENTES EN FORMA DE CAPAS SUPERPUESTAS DE FIBRAS ALINEADAS CONTINUAS. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE COLOCA ENTRE EL ARTICULO TERMOPLASTICO REFORZADO CON FIBRAS A PRENSAR Y UN ELEMENTO ELASTICO, UNA HOJA METALICA CON UN ESPESOR COMPRENDIDO ENTRE 0,075 Y 0,25 MM; SEGUNDA, LOS ELEMENTOS PREPARADOS PARA SER SOMETIDOS A PRESION, SE SOMETEN A UNA TEMPERATURA SUPERIOR AL PUNTO DE REBLANDECIMIENTO DEL TERMOPLASTICO DEL ARTICULO; Y POR ULTIMO, SE PRENSAN LOS ELEMENTOS PREPARADOS.
ARTICULO ALARGADO A MANERA DE TUBO O DE ELEMENTO DE CANALIZACION.
(01/09/1976). Solicitante/s: PRODUITS CHIMIQUES UGINE KUHLMANN.
Resumen no disponible.
PROCEDIMIENTO PARA LA FABRICACIÓN DE DISCOS ILUSTRADOS.
(16/10/1961). Solicitante/s: UTIGER, HEINRICH.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACIÓN DE DISCOS FONOGRÁFICOS.
(16/10/1960). Solicitante/s: SOCIÉTÉ D`APPLICATIONS INDUSTRIELLES PLASTIQUES.
Procedimiento de fabricación de discos fonográficos que se caracteriza principalmente porque la materia constitutiva del disco está caliente, mientras que, por el contrario, la matriz o las matrices se mantienen frías, incluso durante el prensado.
UN DISPOSITIVO DE PRENSA PARA MOLDEAR PARTÍCULAS DE MATERIAL TERMOPLÁSTICO.
(16/01/1960). Ver ilustración. Solicitante/s: N.V. PHILIPS' GLOEILAMPENFABRIEKEN.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}