CIP-2021 : B23P 13/00 : Fabricación de objetos metálicos por medio de operaciones que implican un trabajo a máquina,
pero no cubiertas por alguna sola de las otras subclases (fabricación de objetos determinados B23P 15/00).
CIP-2021 › B › B23 › B23P › B23P 13/00[m] › Fabricación de objetos metálicos por medio de operaciones que implican un trabajo a máquina, pero no cubiertas por alguna sola de las otras subclases (fabricación de objetos determinados B23P 15/00).
Notas[t] desde B21 hasta B32: CONFORMACION
B23P 13/02 · en las que solamente las operaciones de trabajo a máquina son importantes.
B23P 13/04 · implicando el troceo de productos perfilados.
CIP2021: Invenciones publicadas en esta sección.
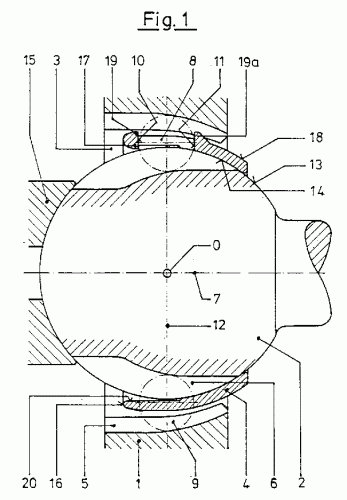
Procedimiento para la fabricación de un perno de bloqueo de bola y dispositivo de montaje correspondiente.
(01/06/2016) Procedimiento para la fabricación de un perno de bloqueo de bola , en el cual el perno de bloqueo de bola comprende un componente de casquillo con un alojamiento guía axial en el que está alojado de forma deslizable un empujador , y en el cual el componente de casquillo presenta un taladro que se extiende transversalmente con respecto al alojamiento guía , en el que está dispuesta al menos una bola de bloqueo (12a, 12b), en el cual, en una posición enclavada del empujador , la al menos una bola de bloqueo (12a, 12b) está presionada hacia fuera en dirección hacia un estrechamiento (10a, 10b) en el extremo exterior del taladro , de tal forma…
Método de fabricación de una pieza dotada de elevadas características mecánicas, formada por embutición, a partir de chapa de acero laminado, en particular chapa laminada en caliente y dotada de un recubrimiento.
(08/11/2013) Método de fabricación de una pieza con elevadas características mecánicas, formada por embutición, a partir deuna chapa de acero laminado, en particular laminada en caliente y recubierta con un metal o una aleación metálicaque asegura una protección de la superficie y del acero, caracterizado porque:
- el metal o la aleación metálica del recubrimiento es zinc o una aleación a base de zinc de un grosor comprendidoentre 5μm y 30μm,
- se lleva a cabo el corte de la chapa para obtener una pieza de chapa en bruto,
- se somete la pieza de chapa en bruto, dotada de recubrimiento, a una elevación de temperatura comprendida entre700ºC y 1200ºC con el objetivo de formar una pieza en caliente,
- se realiza por este hecho un compuesto aleado intermetálico, en la superficie, asegurando…
Arranque de viruta + templado + arranque de viruta + acabado de cigüeñales.
(16/11/2002). Solicitante/s: BOEHRINGER WERKZEUGMASCHINEN GMBH. Inventor/es: KOHLHASE, MATTHIAS, SANTORIUS, ROLF.
Procedimiento para el mecanizado acabado, apto para el empleo, de cigüeñales, que por lo menos estén sometidos a un proceso de templado, especialmente de los puntos de apoyo de cigüeñales, especialmente cigüeñales para automóviles, en los que después de la conformación de la extracción de material, sino por mecanizado con arranque de viruta con determinadas cuchillas, caracterizado porque el mecanizado por arranque de viruta se finaliza si: a) la desviación de redondez es menor de 60 m, especialmente menor de 40 m, especialmente menor de 10 m b) la desviación del diámetro es menor de 200 m, especialmente menor de 150 m, especialmente menor de 150 m como desviación positiva referida al contorno teórico después del acabado, y/o c) la rugosidad (Ra) menor de 10 m, especialmente menor de 6 m, especialmente menor de 2m.
HERRAMIENTAS DE CORTE BASADAS EN BORURO DEL GRUPO IVB.
(16/09/1998). Solicitante/s: KENNAMETAL INC.. Inventor/es: AHUJA, DEEPAK, P., MEHROTRA, PANKAJ, KUMAR, BROOKS, HOLLY, S.
SE PROPORCIONA UNA COMPOSICION CERAMICA A BASE DE DIBORURO DE TITANIO DENSIFICADO QUE TIENE W Y CO EN FORMA DE GRANO MUY FINO (FIG.2) EL COMPUESTO ES PARTICULARMENTE UTIL COMO HERRAMIENTA DE CORTE (FIG. 1) PARA TRATAR A MAQUINA LAS ALEACIONES A BASE DE TITANIO A ALTAS VELOCIDADES (FIG. 4 Y 5). EL ACCESORIO DE INSERCION DE LA HERRAMIENTA TIENE UN BORDE CORTANTE BORDEADO POR CARAS INCLINADAS Y LATERALES.
(01/08/1998). Ver ilustración. Solicitante/s: HAMMERWEK SCHULTE GMBH & CO. KG. Inventor/es: WITTENSTEIN, HORST, MUNTINGA, HENDRIK.
BIELA DE ACERO FORJADO. PARA CREAR UNA BIELA DE ACERO FORJADO CON UN BUJE DE CIGUEÑAL DOTADO DE UN AGUJERO GRANDE, UNA CAÑA ESTRECHA QUE PARTE DE ESTE Y UN BUJE DE BALON DE PISTON EN EL OTRO EXTREMO DE LA CAÑA, ESTANDO FORMADO EN AL MENOS UNA ZONA DEL BAJE DEL CIGUEÑAL ORIENTADA EN DIRECCION TRANSVERSAL A LA EXTENSION LONGITUDINAL DE LA CAÑA Y CENTRADA CON RESPECTO AL AGUJERO DEL BUJE DEL CIGUEÑAL UN PUNTO DE ROTURA NOMINAL EN EL QUE SE PUEDE ROMPER EL BUJE DEL CIGUEÑAL DESCOMPONIENDOSE EN UNA TAPA DE BIELA Y UN VASTAGO DE BIELA, EN CUYA BIELA PUEDA TENER LUGAR LA FRACTURACION DE MANERA EN SI CONOCIDA, PERO LA CUAL PUEDA FABRICARSE A UN PRECIO MAS BARATO JUNTO CON EL AHORRO DE OPERACIONES ADICIONALES, SE PROPONE QUE EL PUNTO DE ROTURA NOMINAL ESTE FORMADO POR UNA GRIETA DE FISURACION MOLDEADA QUE ESTE PRACTICADA AL MENOS EN UN LADO DEL BAJE DEL CIGUEÑAL.
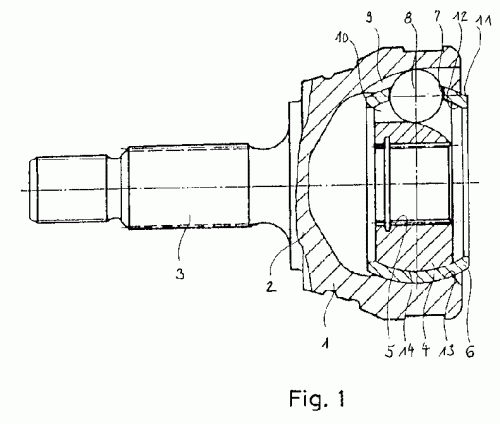
PROCEDIMIENTO DE FABRICACION DE UNA JAULA PARA UNA ARTICULACION GIRATORIA HOMOCINETICA.
(16/03/1998). Ver ilustración. Solicitante/s: LOHR & BROMKAMP GMBH. Inventor/es: WERNER,JACOB.
PROCEDIMIENTO DE FABRICACION DE UNA JAULA PARA UNA ARTICULACION GIRATORIA HOMOCINETICA, PARA OBTENER PRECISIONES MAYORES RESPECTO A LA SUPERFICIE GUIA Y A LAS SUPERFICIES DE VENTANA PARA LA GUIA DE LAS BOLAS ENTRE SI, POR CONFORMADO SIN ARRANQUE DE VIRUTAS Y OBTENER UNA GUIA RADIAL MEJORADA DE LAS BOLAS POR SUPERFICIES DE VENTANA AGRANDADAS, DEBIENDO CONFECCIONARSE SIN ARRANQUE DE VIRUTAS, EN EL QUE PARTIENDO DE UNA RODAJA, SE CONFORMA POR EMBUTICION PROFUNDA UN BOTE CON UN BORDE CON FORMACION SIMULTANEA DE RESALTES EXTENDIENDOSE SOBRE MAS ALLA DE LA ANCHURA DE LAS VENTANAS, DIRIGIDOS HACIA DENTRO O FUERA APARTADOS DEL EJE LONGITUDINAL, REPARTIDOS EN LA CIRCUNFERENCIA TROQUELANDOSE EL FONDO DEL BOTE Y EL BORDE, DEJANDO PARTES PARA LA FORMACION DE LOS RESALTES EN LA CIRCUNFERENCIA EXTERIOR Y TRANSFORMANDOSE LOS RESALTES TROQUELADOS DEL BORDE, DIRIGIDOS HACIA FUERA, Y LA SUPERFICIE GUIA EN SU ESTADO DE ACABADO POR ESTAMPACION Y ULTERIORMENTE, LAS VENTANAS.
ARTICULACION GIRATORIA CON BOLAS SINCRONIZADAS Y PROCEDIMIENTO PARA SU FABRICACION.
(16/02/1998). Ver ilustración. Solicitante/s: GKN AUTOMOTIVE AG. Inventor/es: KRUDE, WERNER.
ARTICULACION GIRATORIA CON BOLAS SINCRONIZADAS Y PROCEDIMIENTO PARA SU FABRICACION, EN LA QUE EN LA PIEZA EXTERIOR DE LA ARTICULACION Y/O EN LA CORRESPONDIENTE PIEZA INTERIOR, COMO MINIMO HA SIDO TEMPLADA LA ZONA DE CADA UNA DE LAS PISTAS EN LAS QUE SE APOYAN LAS BOLAS, ASI COMO CADA UNA DE LAS ZONAS DE LAS SUPERFICIES CONTIGUAS A LAS PISTAS PARA LAS BOLAS QUE SIRVEN DE SUPERFICIE DE GUIA PARA LAS JAULAS EXISTIENDO ENTRE CADA DOS PINTAS PARA LAS BOLAS, ENTRE LAS SUPERFICIES DE GUIA, ZONAS QUE NO HAN SIDO TEMPLADAS.
PROCEDIMIENTO DE FABRICACION DE UN TUBULAR DE EXPULSION PARA MOLDES.
(01/07/1997) PROCEDIMIENTO DE FABRICACION DE UN TUBULAR DE EXPULSION PARA MOLDES. EL PROCEDIMIENTO PARA OBTENER TUBULARES DE EXPULSION EN LOS QUE SE GUIAN LOS CORRESPONDIENTES EXPULSORES UTILIZADOS EN MOLDES, POR EJEMPLO DE INYECCION, COMPRENDE UNA SERIE DE FASES OPERATIVAS QUE SE REALIZAN SOBRE UN TUBO DEL QUE SE PARTE, CONSISTIENDO LAS FASES EN EFECTUAR PRIMERAMENTE UN CORTADO DE UNA PORCION DE TUBO AL LARGO DESEADO, CON UN EXCESO DE DIAMETRO PARA POSIBILITAR UN POSTERIOR RECTIFICADO. EN UNA SEGUNDA FASE SE REALIZA UNA REDUCCION DE DIAMETRO EN UNA ZONA EXTREMA , PARA EFECTUAR EN UNA TERCERA FASE UN PRERECTIFICADO EXTERIOR , EFECTUANDO EN UNA CUARTA FASE UN MECANIZADO INTERIOR DE LA ZONA EXTREMA CON UNA CONCENTRICIDAD TOTAL. EN UNA QUINTA FASE SE EFECTUA UN TEMPLADO POR INDUCCION Y…
METODO PARA LA FABRICACION DE UNA PLATAFORMA PARA ALOJAR PIEZAS DE TRABAJO.
(01/01/1994). Solicitante/s: BUCHLER B-SET AG. Inventor/es: BUCHLER, RENE.
EN EL METODO PARA LA FABRICACION DE UNA PLATAFORMA PARA ALOJAR PIEZAS DE TRABAJO, CON UNA SUPERFICIE PLANA DE CONTACTO SE CONSIGUE, GRACIAS AL MATERIAL SENCILLO CON EL QUE ESTA ELABORADO, UNA ALTA PRECISION DE LA POSICION DE LAS PIEZAS DE TRABAJO EN LA PLATAFORMA, POR ESTAR CONSTRUIDA LA PLATAFORMA GRACIAS A UNA FUNDICION BAJO PRESION DE METAL LIGERO, DE ALEACION DE ZINC, DE METAL SINTETIZADO O DE MATERIAL PLASTICO QUE SEGUIDAMENTE GENERA UNA MUESTRA DE SURCO Y QUE LAS POSIBLES SUPERFICIES DE SUJECCION FIJADAS POR LA MUESTRA DE SURCO ESTAN ACOPLADAS A LA PIEZA HERRAMIENTA POR PRESION DE LA PLATAFORMA EN UNA HERRAMIENTA DE CALIBRADO QUE ESTA HECHA DE UN MATERIAL DURO DE LA PLATAFORMA , POR LO QUE LAS SUPERFICIES DE SUJECCION SON DE MATERIAL PLASTICO.
METODO DE FABRICACION DE UN CASQUILLO DE VALVULA.
(16/08/1993) EN LA FABRICACION DE UN CASQUILLO TUBULAR DE VALVULA QUE TIENEN RANURAS EXTENDIDAS AXIALMENTE SOBRE SU SUPERFICIE INTERNA, LOS EXTREMOS DE LAS RANURAS DEL CASQUILLO DE LA VALVULA ESTAN CERRADOS POR UN DESPLAZAMIENTO RADIAL HACIA DENTRO DEL MATERIAL DEL CASQUILLO, EL CUAL ESTA LIMITADO POR UN MANDRINO PARA MINIMIZAR LA FORMACION DE FISURAS EN EL MATERIAL. PRIMERO UN MIEMBRO TUBULAR ESTA PROVISTO TAL QUE TIENE UNA PLURALIDAD DE RANURAS QUE SE EXTIENDEN AXIALMENTE A LO LARGO DE UNA SUPERFICIE INTERIOR DEL MIEMBRO A TRAVES DE LAS SUPERFICIES EXTREMAS OPUESTAS DEL MIEMBRO . LAS SUPERFICIES EXTREMAS SE EXTIENDEN RADIALMENTE AL EXTERIOR DESDE LA SUPERFICIE INTERIOR DEL MIEMBRO A LA SUPERFICIE EXTERIOR. CADA UNA DE LAS RANURAS EXTENDIDAS AXIALMENTE…
PROCEDIMIENTO PARA PRODUCIR UNOS PRIMEROS OBJETOS AFIANZABLES CON GRAN PRECISION EN SEGUNDOS OBJETOS.
(16/10/1992). Solicitante/s: BUCHLER B-SET AG. Inventor/es: BUCHLER, RENE.
PROCEDIMIENTO PARA PRODUCIR UNOS PRIMEROS OBJETOS AFIANZABLES CON GRAN PRECISION EN SEGUNDOS OBJETOS ABARCA LAS ETAPAS DE FUNDICION A PRESION DE LOS OBJETOS EN UN METAL BLANDO DEFORMABLE PLASTICAMENTE COMO METAL LIGERO Y ALEACIONES DE CINC, EL CALIBRADO DE LOS PRIMEROS OBJETOS EN LAS ZONAS DE LA INSTALACION DE LOS PRIMEROS OBJETOS CON LOS SEGUNDOS OBJETOS A TRAVES DE LA IMPRESION DE LOS PRIMEROS OBJETOS EN LA HERRAMIENTA CALIBRADORA QUE CONSISTE EN UN METAL DURO Y PRESENTA EN LA ZONA DE LA INSTALACION UNA FORMA NEGATIVA DE LA FORMA DESEADA DE LOS PRIMEROS OBJETOS . EL PRIMER OBJETO EN LA SUPERFICIE DELA INSTALACION EXPERIMENTE UNA DEFORMACION PLASTICA. COMPLEMENTARIAMENTE EN LA ETAPA DE CUBRICION SE PROCEDE A UN RECUBRIMIENTO METALICO SUPERFICIAL Y ENDURECIDO SOBRE EL PRIMER OBJETO EN LA ZONA DE LA INSTALACION.
PROCEDIMIENTO Y HERRAMIENTA PARA EL MECANIZADO DE SUPERFICIES DE PIEZAS DE TRABAJO.
(01/04/1992). Solicitante/s: KADIA-MASCHINENBAU KOPP GMBH & CO. Inventor/es: FLORES, GERHARD, DORFEL, JOHANNES.
PROCEDIMIENTO PARA EL MECANIZADO DE SUPERFICIES DE PIEZAS DE TRABAJO, ESPECIALMENTE PARA IMPEDIR LA FORMACION DE UNA ENVOLTURA DE CHAPA, EN EL MECANIZADO DE LAS SUPERFICIES DE RODADURA CILINDRICAS DE LOS PISTONES. LA SUPERFICIE ES PULIDA Y FINALMENTE ES TRATADA CON UN CEPILLO.
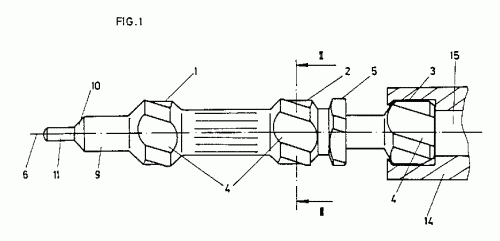
PROCEDIMIENTO PARA LA FABRICACION DE UNA AGUJA DE VALVULA Y AGUJA DE VALVULA.
(01/07/1991). Ver ilustración. Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: HANS, WALDEMAR, BENSCH, GUENTHER.
PROCEDIMIENTO PARA LA FABRICACION DE UNA AGUJA DE VALCULA Y AGUJA DE VALVULA. PARA REDUCIR LOS COSTOS DE FABRICACION DE UNA AGUJA DE VALVULA, ESPECIALMENTE PARA VALVULAS DE INYECCION DE COMBUSTIBLE DE MOTORES DE COMBUSTION INTERNA, SE SEPARAN DE UNA VARILLA DE PERFIL CON RANURAS QUE DISCURREN EN LA DIRECCION DEL EJE LONGITUDINAL PIEZAS BRUTAS DE AGUJA QUE SE TUERCEN DESPUES Y SE MECANIZAN CON ARRANQUE DE VIRUTAS PARA FABRICAR LA FORMA DE LA AGUJA DEFINITIVA.
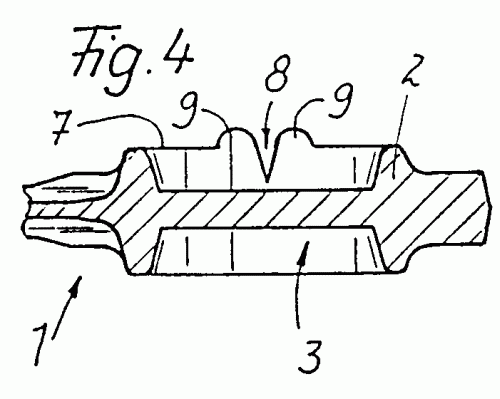
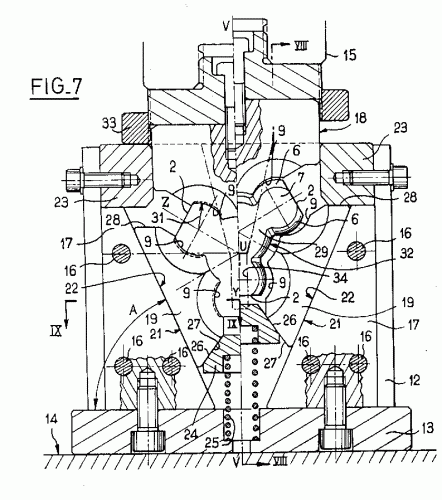
PROCEDIMIENTO DE CONFORMAR RANURAS EN LOS GORRONES DE UN SEMIELABORADO, PROCEDIMIENTO DE FABRICAR UN ORGANO CON GORRONES RANURADOS Y HERRAMIENTA DE CONFORMADO CORRESPONDIENTE.
(01/06/1990). Ver ilustración. Solicitante/s: GLAENZER SPICER. Inventor/es: ORAIN, MICHEL.
PROCEDIMIENTO DE CONFORMAR RANURAS EN LOS GORRONES DE UN SEMIELABORADO, PROCEDIMIENTO DE FABRICAR UN ORGANO CON GORRONES RANURADOS Y HERRAMIENTA DE CONFORMADO CORRESPONDIENTE. LA HERRAMIENTA FORMA EN UNA SOLA OPERACION EN LOS TRES GORRONES DE UN TRIPODE DOS RANURAS DE LUBRIFICACION SITUADAS EN EL PLANO POLIAXIAL. SE COLOCA EL TRIPODE ENTRE UN PUNZON FIJADO AL PISTON DE UNA PRENSA Y DOS PUNZONES MONTADOS FLOTANTES A LO LARGO DE RAMPAS SOLIDARIAS DE LA MESA DE LA PRENSA. EL SEMIELABORADO SE POSICONA LIBREMENTE ENTRE DOS PLACAS PARALELAS AL PLANO POLIAXIAL. CADA PUNZON PRESENTA DOS ARISTAS DE CONFORMADO PARA FORMAR UNARANURA SOBRE DOS GORRONES ADYACENTES. AL DESCENDER, EL PUNZON SUPERIOR ARRASTRA EL SEMIELABORADO, QUE ARRASTRA LOS PUNZONES FLOTANTES EN CONTRA DE UN RETORNO. LAS ARISTAS INFERIORES SE APROXIMAN LA UNA A LA OTRA Y FORMAN UNAS RANURAS EN EL GORRON INFERIOR. UTILIZACION PARA CONFORMAR UNAS RANURAS DE LUBRIFICACION DE MANERA FIABLE, ECONOMICA Y RAPIDA.
PROCEDIMIENTO PARA LA OBTENCION DE POLOS PARA MAQUINAS ELECTRICAS.
(01/04/1981). Solicitante/s: ROBERT BOSCH GMBH.
PROCEDIMIENTO DE FABRICACION DE POLOS PARA MAQUINAS ELECTRICAS. A PARTIR DE UNA LAMINA BRUTA SE CORTAN PIEZAS PRISMATICAS , QUE POSTERIORMENTE SE COLOCAN EN UN MOLDE , DONDE SE CONFORMAN LOS POLOS POR PRENSADO CON UN PUNZON Y UN PUNZON , CON SUPERFICIE ADAPTADA A LA CURVATURA DE LOS POLOS, QUEDANDO UN NUCLEO Y CUERNOS POLARES ; A CONTINUACION SE SACA DEL MOLDE , POR EMPUJE DEL PUNZON INFERIOR . EL POLO SE PERFORA, TALLANDOSE UNA ROSA, Y EL NUCLEO DEL POLO SE PRENSA A SU ALTURA DEFINITIVA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE TUBERIAS CALORIFUGADAS.
(16/02/1981). Solicitante/s: KABEL-UND METALLWERKE GUTEHOFFNUNGSHUTTE AG..
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION EN CONTINUO DE TUBERIAS CALORIFUGADAS FORMADAS POR UN TUBO DE COBRE ESTIRADO SIN COSTURA Y UNA CAPA DE AISLAMIENTO TERMICO. UN TUBO DE COBRE, OBTENIDO EN UNA BOBINA, SE ESTIRA Y ENDEREZA, HASTA LA MEDIDA ACABADA Y EN UNA SOLA OPERACION, EN UNA SOLA OPERACION, EN UNA MAQUINA ESTIRADORA. SEGUIDAMENTE SE LE APLICA UN REVESTIMIENTO DE PLASTICO QUE ES ENFRIADO A CONTINUACION, CORTANDOSE POR ULTIMO LOS TUBOS HASTA UNA LONGITUD MAXIMA EN 10 M. T.
METODO MEJORADO PARA FABRICAR UNA UNIDAD DE MUÑON Y EJE DE DIRECCION DE UNA SOLA PIEZA DESTINADA A UN VEHICULO TAL COMO UN CAMION.
(01/11/1977). Solicitante/s: JOSEPH ANTHONY SIMON.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE PERFILES PARA GUIAS DE ASCENSORES.
(01/07/1975). Solicitante/s: SOCIEDAD ANONIMA DE VERA (SAVERA).
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE PERFILES PARA GUIAS DE ASCENSORES.
(01/07/1975). Solicitante/s: SOCIEDAD ANONIMA DE VERA (SAVERA).
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}