CIP-2021 : B29C 57/02 : Ensanche o agrandamiento, p. ej. combinado con la formación de una ranura.
CIP-2021 › B › B29 › B29C › B29C 57/00 › B29C 57/02[1] › Ensanche o agrandamiento, p. ej. combinado con la formación de una ranura.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 57/00 Conformación de extremos de tubos, p. ej. formación de rebordes, ensanches o cierres; Aparatos a este efecto.
B29C 57/02 · Ensanche o agrandamiento, p. ej. combinado con la formación de una ranura.
CIP2021: Invenciones publicadas en esta sección.
Sistema de junta y retención en combinación para tubo de plástico.
(28/05/2019) Un sistema de junta y retención en combinación capaz de unir y obturar un tubo hembra de plástico a un tubo macho de plástico acoplable que tiene una superficie interior y una superficie exterior, comprendiendo el sistema de junta y retención :
un anillo de obturación formado como un cuerpo elastómero, el anillo de obturación es instalable integralmente dentro de una ranura formada en un extremo acampanado del tubo hembra durante la fabricación del extremo acampanado del tubo;
un mecanismo de retención complementario para el anillo de obturación elastómero que permite el movimiento del tubo macho acoplable en relación con el…
Sistema para la fabricación de zócalos integrados en tuberías de plástico de orientación biaxial.
(27/03/2019). Solicitante/s: MOLECOR TECNOLOGÍA, S. L. Inventor/es: MUÑOZ DE JUAN,IGNACIO.
El sistema está previsto para la fabricación de embocaduras de forma integral en tubos orientados, con la posibilidad de regular ydistribuir los espesores a voluntad de la embocadura y permitiendo reforzar las zonas tradicionalmente más débiles, sin incrementar los tiempos de proceso de fabricación. Básicamente comprende un cuerpo soporte un patín deslizante axialmente en el interior del cuerpo con su extremo interno cónico y dotado de medios de calentamiento , comprendiendo además un vastago deslizante para el empuje de la correspondiente pro forma ,contando este vastago con un orificio axial y central para la introducción de fluido de expansión y de enfriamiento, mientrasque el patín deslizante cuenta con orificios para la entrada de un fluido lubricante.
PDF original: ES-2733069_T3.pdf
Sistema de prueba para el funcionamiento del sello de hermeticidad y campana de una tubería de material de plástico de tipo PVC, que se obtiene mediante un procedimiento de formación con sello integrado.
(11/10/2017) Sistema de prueba para someter a prueba el funcionamiento correcto del sello de hermeticidad y la campana de una tubería de material de plástico de tipo PVC, que comprende
un mandril de formación con sello integrado para formar dicha campana , teniendo dicho mandril un asiento que aloja dicho sello y que se inserta axialmente en la tubería calentada previamente a su temperatura de reblandecimiento/plastificación para formar la campana,
caracterizado porque dicho sello tiene una parte inclinada sobre la que la tubería se desliza y se monta cuando se desliza con respecto al mandril y
dicho mandril tiene un segundo asiento que aloja un sello adicional, de tal manera que entre dichos sellos y , la superficie exterior del mismo mandril y la superficie interior de la campana se forma y se define…
(10/09/2014) Un anillo de sujeción para una conexión de tubería, estando el anillo de sujeción fabricado de un material que tiene propiedades de memoria, caracterizado porque el anillo de sujeción está fabricado de una poliolefina reticulada mediante moldeado por inyección.
Procedimiento de formación de un anillo de sujeción.
(04/09/2013) Procedimiento de formación de un anillo de sujeción, comprendiendo el procedimiento:
la extrusión de un tubo a partir de un material plástico que presenta propiedades de memoria,y
el corte del tubo extruido para formar una pieza tubular,
el calentamiento de la pieza tubular y
el plegado del extremo (6b) de la pieza tubular, de tal manera que el extremo (6b) plegado de la pieza tubular forma un borde de tope mediante el ensanchamiento del cuerpo principal (6a) de la pieza tubular e impidiendo que el extremo (6b) de la pieza tubular se ensanche.
Abocardadora para tuberías fabricadas en material termoplástico.
(08/03/2013) Una abocardadora para tuberías fabricadas de material termoplástico, que forma encastres terminalesequipados con un sello integral, que comprende:
- medios para el bloqueo de una tubería fabricada de material termoplástico para mantener la tubería coaxial con el eje de abocardado (b) de la abocardadora y en la posición de abocardado;
- un mandril de formación que se puede insertar de modo forzado en un extremo calentado de latubería para la formación del extremo como un encastre, siendo capaz el mandril, para esa finalidad, demoverse a lo largo del eje de abocardado (b) y coaxialmente con él, entre una posición retirada en la que…
PROCEDIMIENTO DE FABRICACIÓN DE TUBERÍA CORRUGADA TRICAPA, CABEZAL EN LA FABRICACIÓN Y LA TUBERÍA ASÍ OBTENIDA.
(27/11/2012) Procedimiento de fabricación de una tubería corrugada tricapa que parte un conjunto formado por una capa central corrugada dispuesta sobre una capa lisa y cilíndrica a la que se le aplica una tercera capa mediante un cabezal de extrusión que de manera uniforme aplica una tercera capa sobre las crestas de la capa central corrugada, siendo posible la regulación del grosor de la tercera capa, procediendo a continuación a realizar una abocardado en al menos unos de los extremos libres con objeto que permite una unión estanca entre tramos de tubería, contando con un primer inclinado al que le sigue un tramo horizontal y finalmente un regruesamiento en el que se define en la parte interior un alojamiento para una junta elastomérica.
EQUIPO Y PROCEDIMIENTO DE FABRICACIÓN DE EMBOCADURAS DE TUBOS DE PLÁSTICO BIAXIALMENTE ORIENTADOS CON JUNTA DE ESTANQUEIDAD INTEGRADA.
(15/03/2012). Solicitante/s: MOLECOR TECNOLOGÍA, S. L. Inventor/es: MUÑOZ DE JUAN,IGNACIO.
El equipo comprende un primer sector por el que se introduce el tubo biaxialmente orientado y la junta , un segundo sector , de diámetro superior al primer sector , y un tercer sector , concéntrico al segundo sector . El primer sector está formado por al menos tres segmentos separados por arandelas aislantes , de modo que al menos dos de dichos segmentos del primer sector , el segundo sector y el tercer sector se encuentran conectados a medios de calentamiento y/o a medios de refrigeración regulados por una unidad de control que permite la variación selectiva e independiente de la temperatura de dichos segmentos y sectores y por tanto del tubo para favorecer el modelado de la embocadura con la junta integrada evitando la desorientación del tubo.
(01/05/2007). Solicitante/s: VASSE, SIMON ROELOF COLIJN, ALBERT. Inventor/es: VASSE, SIMON ROELOF, COLIJN, ALBERT.
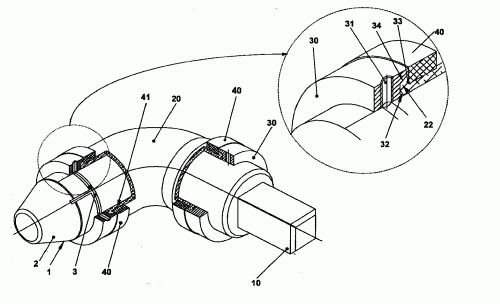
Dispositivo de filtro, que incluye: a) una carcasa para filtro que comprende: - un tubo extruido con al menos un extremo ampliado, y - un casquillo dispuesto en el extremo ampliado; b) al menos un elemento de filtro colocado en la carcasa para filtro; y c) medios de cierre para contener el elemento de filtro en la carcasa , en el que dichos medios de cierre comprenden: - una acanaladura periférica dispuesta en el casquillo , o una acanaladura periférica formada por el espacio creado entre la pared del extremo ampliado y un casquillo colocado en dicho extremo ampliado y que tiene una longitud más pequeña que la longitud de dicha pieza ampliada, y un anillo de cierre colocado en dicha acanaladura , o - una acanaladura helicoidal dispuesta en el casquillo para contener el elemento de filtro mediante atornillamiento.
PROCEDIMIENTO PARA LA FABRICACION DE UN MANGUITO PARA EL ACOPLAMIENTO DE TUBOS DE MATERIAL SINTETICO TERMOPLASTICO.
(16/07/2005) Procedimiento para la fabricación de un manguito para el acoplamiento de tubos de material sintético termoplástico, con un anillo de estanqueidad , que penetra, con unión positiva, en una canaleta periférica sobre el lado interno del manguito, que presenta una parte de estanqueidad y una parte de apoyo , insertándose el anillo de estanqueidad en una zona de canaleta moldeada de antemano y, a continuación, se sujeta, con unión positiva, en la canaleta periférica por medio del moldeo final de la zona de canaleta moldeada de antemano, moldeándose previamente el manguito para el acoplamiento de tubos con la canaleta periférica a una temperatura de moldeo correspondiente, al menos, a la temperatura…
TUBO DE PLASTICO PROVISTO DE UNA EMBOCADURA, Y PROCEDIMIENTO PARA DISPONER UNA EMBOCADURA EN UN TUBO DE PLASTICO.
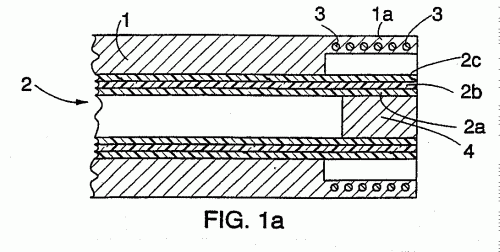
(01/10/2004). Ver ilustración. Solicitante/s: UPONOR INNOVATION AB. Inventor/es: JIRVENKYLI, JYRI, HIPPELIINEN, ESKO.
Tubo de plástico que presenta una embocadura (2e), comprendiendo el tubo una parte de cuerpo (2d) y, presentando dicha embocadura (2e) en por lo menos uno de sus extremos, por lo menos dos capas, caracterizado porque la orientación del material de por lo menos una capa de la embocadura (2e) es distinta de la orientación del material de otra capa, y la orientación del material de por lo menos una capa de la embocadura (2e) es distinta de la orientación del material de la parte de cuerpo (2d).
DISPOSITIVO PARA LA VULCANIZACION CONFORMADORA DE UN TUBO FLEXIBLE.
(16/04/2002). Ver ilustración. Solicitante/s: MUNDENER GUMMIWERK GMBH. Inventor/es: SUCKAU, WOLFGANG, DIPL.-ING., STRACKE, KARL-HEINZ, BAUMANN, RALPH, DIPL.-ING.
DISPOSITIVO PARA VULCANIZACION CONFORMADORA DE UN TUBO FLEXIBLE A PARTIR DE UN ELASTOMERO, POR EJEMPLO CAUCHO, ABARCANDO UN MANDRIL PARA COLOCACION EN CALIENTE DEL TUBO FLEXIBLE. SE HAN PREVISTO MEDIOS PARA LA GENERACION DE UN ESTAMPADO SOBRE EL TUBO FLEXIBLE, DONDE SOBRE EL TUBO FLEXIBLE ES APLICABLE PARA LA GENERACION DEL ESTAMPADO UN ANILLO DE SUJECION ELASTICO.
UN METODO PARA FORMAR UN RECEPTACULO O ENCHUFE HEMBRA EN UN TUBO.
(16/11/2001) UN PROCEDIMIENTO PARA EMPALMAR CON UNA UNION ENCHUFABLE UN TUBO DE PLASTICO ORIENTADO QUE INCLUYE UNA RANURA ANULAR DENTRO DEL CASQUILLO. SE INTRODUCE UN EXTREMO DEL TUBO EN UN MANDRIL CILINDRICO Y LA PARTE DEL EXTREMO ADYACENTE A LA ABERTURA DONDE SE VA A SITUAR LA RANURA SE CALIENTA A UNA TEMPERATURA SUPERIOR A LA TEMPERATURA DE TRANSICION VITREA DE PLASTICO AMORFO Y DEL PUNTO DE FUSION CRISTALINA DE PLASTICO CRISTALINO, RESPECTIVAMENTE. EL RESTO DEL EXTREMO SE MANTIENE A UNA TEMPERATURA INFERIOR A LA TEMPERATURA DE TRANSICION VITREA O DEL PUNTO DE FUSION CRISTALINA, RESPECTIVAMENTE. CUANDO ESTA PARTE SE ENCUENTRA A UNA TEMPERATURA SUPERIOR A LA TEMPERATURA DE TRANSICION VITREA O DEL PUNTO DE FUSION CRISTALINA, RESPECTIVAMENTE, EL EXTREMO ES EMPUJADO CONTRA UN SEGUNDO MANDRIL ALINEADO AXIALMENTE CON EL PRIMER MANDRIL;…
UN METODO PARA FABRICAR UNA TUBERIA DE MATERIAL TERMOPLASTICO.
(01/03/2000). Solicitante/s: FORSHEDA AB. Inventor/es: HALLSTEDT, GORAN.
EN UN METODO PARA LA FABRICACION DE UN TUBO TERMOPLASTICO , SE COLOCA EN UNA CAMARA CILINDRICA UNA PIEZA BRUTA EN FORMA DE TUBO CUYO GROSOR DE LA PARED SEA MAYOR Y EL DIAMETRO MENOR QUE EL TUBO TERMOPLASTICO ACABADO. LA PIEZA BRUTA SE CONFORMA ABLANDANDOLA Y EXPANDIENDOLA HASTA QUE ENTRE EN CONTACTO CON LA SUPERFICIE INTERIOR DE LA CAMARA. A CONTINUACION SE MONTA UN ANILLO OBTURADOR EN UNA PORCION FINAL DEL TUBO DE PLASTICO LO CUAL SE HACE COLOCANDO EL ANILLO OBTURADOR EN LA PIEZA BRUTA EXPANDIDA Y CONTRAYENDO LA PIEZA BRUTA ALREDEDOR DEL ANILLO OBTURADOR A BASE DE CALENTAR LA PORCION FINAL DEL TUBO.
ANILLO DE MOLDEADO Y CIERRE.
(16/05/1991) EL ANILLO DE MOLDEADO Y CIERRE CONSTITUYE UN ELEMENTO DE MOLDEADO EN FORMA DE UN EXTREMO DE UN TUBO DE MATERIAL TERMOPLASTICO Y CIERRA EL ESPACIO EN UNA JUNTA DEL TUBO ENTRE EL EXTREMO Y EL GRIFO DE UN TUBO INTRODUCIDO EN EL INTERIOR DEL EXTREMO. EL ANILLO DE MOLDEADO Y SELLADO COMPRENDE UNA PARTE ANULAR DE CIERRE QUE CONSISTE EN UN MATERIAL DE SELLADO ELASTICAMENTE DEFORMABLE Y UNA SEGUNDA PARTE SUSTANCIALMENTE ANULAR PARA REFORZAR EL ANILLO DE MOLDEADO Y CIERRE QUE CONSISTE EN UN MATERIAL RIGIDO EN RELACION CON EL MATERIAL ELASTICAMENTE DEFORMABLE Y ESTA CONECTADO CON EL MATERIAL ELASTICAMENTE DEFORMABLE EN UNA SUPERFICIE DE CONEXION . LA PARTE DE SELLADO Y LA REFORZADA CONSTITUYEN DOS PARTES COLOCADAS ADYACENTEMENTE UNA DE OTRA EN CADA LADO DE LA SUPERFICIE DE CONTACTO …
UN METODO Y UN DISPOSITIVO PARA FORMAR UN EXTREMO ABOCARDADO EN UN TUBO DE MATERIAL TERMOPLASTICO.
(01/11/1977). Solicitante/s: POLVA-NEDERLAND B.V..
Resumen no disponible.
UN APARATO PARA CONFORMAR UN EXTREMO ACAMPANADO EN UNA TUBERIA DE MATERIAL TERMOPLASTICO.
(01/11/1976). Solicitante/s: POLVA-NEDERLAND B.V..
Resumen no disponible.
UN METODO PARA OBTENER UN TROZO DE TUBERIA DE MATERIAL TERMOPLASTICO CON UN RECEPTACULO.
(01/07/1976). Solicitante/s: POLVA-NEDERLAN B.V.
Resumen no disponible.
UN METODO DE CONFORMAR UN EXTREMO ACAMPANADO EN UNA TUBERIA DE MATERIAL TERMOPLASTICO.
(01/06/1976). Solicitante/s: POLVA-NEDERLAND B.V..
Resumen no disponible.
UN METODO DE FORMAR UN EXTREMO DE CAMPANA EN UN TUBO DEFORMABLE POR CALOR.
(01/05/1976). Solicitante/s: JOHNS MANVILLE CORPORATION.
Resumen no disponible.
UN METODO DE FORMAR TUBOS.
(01/07/1975). Solicitante/s: FORSHEDA IDEUTVECKLING A. B.
Resumen no disponible.
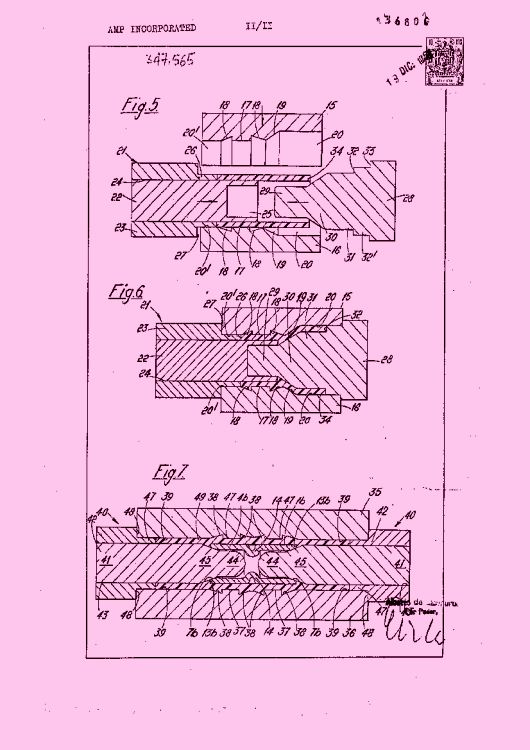
UN METODO DE DAR FORMA A UN TUBO DE MATERIAL DEFORMABLE EN FRIO.
(01/06/1969). Ver ilustración. Solicitante/s: AMP INCORPORATED.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}