CIP-2021 : B29C 57/00 : Conformación de extremos de tubos, p. ej. formación de rebordes,
ensanches o cierres; Aparatos a este efecto.
CIP-2021 › B › B29 › B29C › B29C 57/00[m] › Conformación de extremos de tubos, p. ej. formación de rebordes, ensanches o cierres; Aparatos a este efecto.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B29C 57/02 · Ensanche o agrandamiento, p. ej. combinado con la formación de una ranura.
B29C 57/04 · · utilizando medios mecánicos.
B29C 57/06 · · · deformables elásticamente.
B29C 57/08 · · utilizando una diferencia de presión.
B29C 57/10 · Cierre.
B29C 57/12 · Rodadura de bordes.
CIP2021: Invenciones publicadas en esta sección.
PRENSA HIDRÁULICA PARA MOLDEO DE TUBOS DE PVC Y UNIÓN DE TUBERÍA PVC DESLIZABLE.
(20/06/2019). Solicitante/s: ZULUAGA ZULUAGA, Martha Nancy. Inventor/es: HERRERA MONTOYA,Duván Antonio.
La rotura de tuberías de agua en edificaciones representa grandes problemas paras las personas, dado que la reparación de estos daños requiere amplias roturas de paredes y edificaciones, para solucionar este problema la presente invención provee una máquina para la fabricación de acople de PVC y los acoples pvc para solucionar las roturas de las tuberías sin necesidad de hacer roturas exageradas en las viviendas y edificaciones, dado que los acoples son deslizables, lo cual permite una fácil y rápida reparación del daño sin romper la paredes y desinstalar todo el tubo que presentó problema.
Método de formación de un contenedor.
(11/02/2019) Un método de formación de un revestimiento flexible para un contenedor, el método que comprende:
- proporcionar un formador que tiene una cara extrema sustancialmente plana y una superficie perimetral que se extiende desde la cara extrema, teniendo el formador una forma y dimensiones exteriores sustancialmente iguales que la forma y dimensiones interiores de dicho contenedor;
- formar una funda de una lámina delgada de material de plástico alrededor de la superficie perimetral del formador y una región extrema de la funda que se extiende más allá de la cara extrema del formador ;
- calentar dicha región extrema…
Procedimiento y dispositivo para fabricar un tubo termoplástico de doble pared con un manguito de acoplamiento.
(12/02/2014) Procedimiento para fabricar un tubo termoplástico de doble pared con un manguito de acoplamiento a) extrudiéndose un primer tubo en un túnel conformador , formado al menos por una fila de moldes guiados en una vía; b) dándole al primer tubo una forma ondulada en, al menos, una primera sección y expandiéndolo en un manguito de acoplamiento en, al menos, una segunda sección; c) extrudiéndose un segundo tubo en el primer tubo y presionándose contra los senos de las ondas del primer tubo ; d) solicitándose el espacio (A) entre los dos tubos con una presión p1, superior a la presión atmosférica, mientras que al primer tubo se le está dando una forma ondulada y el segundo tubo está siendo extrudido en el primero; e) solicitándose el espacio (A) entre los dos tubos , en un momento…
Procedimiento y herramienta de expansión de un extremo de tubería.
(10/12/2013) Un procedimiento de expansión de un extremo de tubería con la ayuda de una herramienta de expansión,comprendiendo la herramienta de expansión
una pluralidad de mordazas que son radialmente móviles en relación con un eje central entre una posiciónretraída y una expandida exterior, en el que dichas mordazas tienen superficies de mordaza exterioresdestinadas para su acoplamiento con la superficie interior del extremo de tubería y que se encuentran adyacentesentre sí en la posición retraída de las mordazas y tienen al menos una forma en sección transversal arqueada,generalmente circular, y
un pistón o cono con un extremo cónico para mover las mordazas entre dichas posiciones,por lol que el pistón o cono es alternativamente movido en la dirección axial para expandir gradualmente…
Método para la fabricación de un cuerpo tubular de material plástico con, al menos, un hueco cilíndrico interior para un cuerpo de rodillo entintador.
(29/10/2013) Método para la fabricación de un cuerpo tubular de material plástico con, al menos, un hueco cilíndricointerior para un cuerpo de rodillo entintador, caracterizado porque
- una pared interior de un tubo de material plástico se calienta en una zona de deformación ,en donde la zona de deformación se extiende en un espacio interior del tubo de material plástico desde un primer extremo del tubo de material plástico en dirección hacia un segundo extremo del tubo de material plástico ,
- hacia el interior del tubo de material plástico se desplazan un primer núcleo perfilado y unsegundo núcleo perfilado ,
- la pared interior del tubo de material plástico se deforma…
METODO DE CONFORMADO DE UN TUBO TERMOPLASTICO CON CABEZA, CON CIERRE REUTILIZABLE.
(16/11/2004) Método de conformado de un tubo termoplástico con cabeza , a partir de una manga termoplástica extruida, estirada longitudinalmente, que tiene una pared interior continua, con superficies de pared interiores y exteriores , colocando una manga termoplástica extruida, estirada longitudinalmente, sobre un mandril de conformado , que tiene un extremo de conformado de la cabeza , con una parte descubierta de dicha manga termoplástica extruida, estirada longitudinalmente, que tiene un extremo abierto que se extiende más allá de dicho extremo de conformado de la cabeza, y calentando la superficie de la pared interior de dicha parte descubierta de la mencionada…
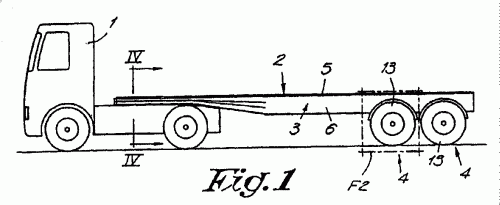
CHASIS PARA VEHICULO Y METODO DE FABRICACION DE VIGAS LONGITUDINALES PARA EL MISMO.
(16/04/2004). Ver ilustración. Solicitante/s: GROEP STEVENS INTERNATIONAL, NAAMLOZE VENNOOTSCHAP. Inventor/es: VERHAEGHE, JAN, JOZEF.
Chasis para un vehículo, chasis que es del tipo con cuello de cisne y comprende por lo menos dos vigas longitudinales , siendo reducida en altura la parte delantera de las vigas longitudinales , de manera que dicho cuello de cisne está formado por un cambio de altura de las vigas longitudinales ; por lo menos una viga transversal y por lo menos un eje de rueda , de modo que por lo menos las vigas longitudinales están hechas de un material compuesto consistente en material sintético con fibras de refuerzo, caracterizado por el hecho de que el material sintético del material compuesto, con el que están hechas por lo menos las vigas longitudinales , es un material sintético termoplástico, en que la altura de la parte delantera de las vigas longitudinales se reduce mediante deformación plástica.
ELEMENTO TUBULAR PARA LA EXTRACCION DE LIQUIDO Y PROCEDIMIENTO DE FABRICACION DE DICHO ELEMENTO TUBULAR.
(01/01/2004) Elemento tubular para la extracción de líquido de un recipiente cuyo primer extremo (1a) está destinado a su conexión a una fuente de depresión y cuyo segundo extremo (1b) está destinado a quedar sumergido en el líquido a extraer, estando destinado el elemento tubular a pasar a través de una abertura o un conducto de entrada de material elásticamente extensible de dicho recipiente, siendo calibrada la sección de dicho elemento tubular para que se una con el borde de dicha abertura o con la pared de dicho conducto, comprendiendo este elemento tubular una expansión anular (1d) con superficie troncocónica (1e) cuya base pequeña, dirigida hacia el segundo extremo (1b), presenta un diámetro sensiblemente igual al diámetro externo de dicho elemento tubular y en la que…
PROCEDIMIENTO DE FABRICACION DE UN AMORTIGUADOR DE FRICCION PARA UNA MAQUINA DE LAVAR ROPA, Y AMORTIGUADOR DE FRICCION ASI OBTENIDO.
(16/09/2003). Solicitante/s: C.I.M.A. COMPAGNIA ITALIANA MOLLE ACCIAIO S.P.A. Inventor/es: FERLICCA, ROBERTO.
Procedimiento de fabricación de un amortiguador de fricción para máquinas de lavar ropa, del tipo comprendiendo una barra de amortiguador que puede ser accionada de forma telescópica en el interior de una camisa ; y al menos un elemento de fricción para ser dispuesto entre dicha barra y dicha camisa y alojado en una cavidad de alojamiento de esta, caracterizado porque el procedimiento comprende una primera fase de moldeado para moldear una carcasa de amortiguador de fricción presentando un orificio para alojar a dicha barra y una cavidad de alojamiento del elemento de fricción, y una segunda fase de funcionamiento para fabricar, en dicha cavidad varias partes rebajadas de retención para la retención de dicho elemento de fricción, siendo ejecutadas dicha primera y segunda fase simultáneamente o en sucesión.
PROCEDIMIENTO DE MOLDEO Y CORTE DE LA PUNTA DE UN CATETER.
(16/09/2002). Solicitante/s: JOHNSON & JOHNSON MEDICAL, INC.. Inventor/es: CHANG, JOSEPH J., PATEL, JAY M., BIALECKI, DENNIS.
LA INVENCION PRESENTADA CONSTA DE UN PROCESO CON DOS PASOS PARA FORMAR LA PUNTA DE UN CATETER. EN EL PRIMER PROCESO SE MOLDEA LA PUNTA ROMA DE UN CATETER COLOCANDO UN CATETER TUBULAR SOBRE UN MANDRIL, INTRODUCIENDO LA CONEXION ENTRE EL MANDRIL Y EL CATETER EN UN MOLDE QUE TIENE UNA SUPERFICIE INTERIOR MOLDEADA. A CONTINUACION, EL CATETER MOLDEADO CON LA PELICULA DEL MOLDE SE RETIRAN DEL MOLDE Y EL MANDRIL DEL CATETER. EL CATETER Y LA PELICULA DEL MOLDE SE INTRODUCEN EN UN CILINDRO QUE DEFINE UN ORIFICIO A TRAVES DEL CUAL SE EXTIENDE LA PELICULA DEL MOLDE. EL ORIFICIO ESTA DEFINIDO POR UNA SUPERFICIE DE CORTE Y LA PELICULA DEL MOLDE SE EXTIENDE POR ENCIMA DE ESA SUPERFICIE DE CORTE. A CONTINUACION SE DESPLAZA UN CORTADOR A LO LARGO DE LA SUPERFICIE DE CORTE PARA SEPARAR DE UN MODO PRECISO LA PELICULA DEL MOLDE EN EL PUNTO ADECUADO A LO LARGO DE LA LONGITUD DEL CATETER, FORMANDO UN CATETER RECORTADO. SE RETIRA EL CATETER DEL CILINDRO PARA CONTINUAR SU PROCESAMIENTO.
PROCEDIMIENTO Y DISPOSITIVO PARA FORMAR BRIDAS EN TUBOS DE MATERIALES TERMOPLASTICOS PARCIALMENTE CRISTALINOS.
(01/05/2002). Solicitante/s: RUPPERT, HANS-PETER. Inventor/es: WENDORFF, ERNST, RUPPERT, HANS-PETER.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y DISPOSITIVO PARA LA CONFORMACION DE BRIDAS EN TUBOS A BASE DE TERMOPLASTICO PARCIALMENTE CRISTALINO, RETICULADO (POLIETILENO). UN EXTREMO DE TUBO CALENTADO SE ESTAMPA EN UN MOLDE DE PRESIONADO POR MEDIO DE UN EMPUJADOR , FORMANDOSE UNA ZONA ABOMBADA Y DOS ZONAS EN FORMA DE DISCO DE MANERA POSTERIOR, CONICAS, QUE RESULTAN MEDIANTE PLEGADO CONJUNTO DE LA BRIDA DE TUBO.
PROCEDIMIENTO PARA LA FABRICACION DE UNA BIELA MONOBLOQUE A BASE DE MATERIAL COMPUESTO.
(01/12/1999). Solicitante/s: AEROSPATIALE SOCIETE NATIONALE INDUSTRIELLE. Inventor/es: AUBERON, MARCEL, FUCHS, JEAN-FRANCOIS, LEARD, JEAN-PHILIPPE.
EL OBJETO DE LA INVENCION ES UN PROCESO DE FABRICACION DE BIELA DE MATERIAL COMPUESTO MONOBLOQUE POR COLOCACION DE FIBRAS PREIMPREGNADAS SOBRE UN MANDRIL EXTRAIBLE, CARACTERIZADO EN QUE COMPRENDE LAS SIGUIENTES ETAPAS SUCESIVAS: REALIZACION SOBRE UN ARBOL RIGIDO CENTRAL DE UN MANDRIL FUSIBLE DE FORMA QUE CORRESPONDE A LA DE LA BIELA; BOBINADO Y/O DEPOSICION EN CONTACTO CON DICHAS FIBRAS PREIMPREGNADAS, SEGUN UN NUMERO DE CAPAS Y UNA INCLINACION DE LAS FIBRAS RESPECTO DEL EJE LONGITUDINAL DEL MANDRIL PREDETERMINADOS; POLIMERIZACION CON APLICACION DE UNA PRESION HOMOGENEA DE COMPACTACION SOBRE TODA LA SUPERFICIE EXTERNA DEL CONJUNTO ASI OBTENIDO; Y A CONTINUACION OPERACIONES FINALES DE RETIRADA DE DICHO MANDRIL Y MECANIZADO DE LAS COTAS REQUERIDAS DE LA BIELA. APLICACION EN LA FABRICACION DE BIELAS PARTICULARMENTE DE MATERIAL COMPUESTO MONOBLOQUE.
MEJORAS RELATIVAS A RECEPTACULOS.
(01/11/1999) UN RECEPTACULO FORMADO EN DOS ETAPAS A PARTIR DE UN MATERIAL TAL COMO UNO TERMOPLASTICO DEFORMABLE CUANDO SE CALIENTA. EN LA PRIMERA ETAPA SE MOLDEA POR INYECCION UNA PREFORMA , LIBERANDO FACILMENTE LAS PIEZAS DEL MOLDE UN CUERPO TUBULAR CON UN EXTREMO CERRADO Y UN REBORDE QUE SE PROYECTA HACIA AFUERA POR EL EXTREMO ABIERTO. SOBRE O EN LA SUPERFICIE DEL REBORDE QUE MIRA HACIA EL LADO OPUESTO AL CUERPO HAY UNA FORMACION TAL COMO UN SALIENTE EN ESPIRAL O RANURA. EN LA SEGUNDA ETAPA SE MOLDEA POR SOPLADO LA PREFORMA TODAVIA CALIENTE , PUDIENDOSE LLEVAR A CABO UN ESTIRAMIENTO MECANICO PRELIMINAR, CON LA AGUJA DE SOPLADO ASENTADA…
PERFECCIONAMIENTO EN UN PROCESO DE FABRICACION DE UN DISPOSITIVO DE TAPONAMIENTO Y MAQUINA PARA SU APLICACION.
(01/10/1998) LA INVENCION SE REFIERE A UN PERFECCIONAMIENTO EN UN PROCESO DE FABRICACION DE UN DISPOSITIVO DE TAPONAMIENTO CONSTITUIDO POR UN TAPONAMIENTO ROSCADO Y POR UN ANILLO DE INVIOLABILIDAD QUE COMPRENDE POR UNA PARTE UNA BANDA ANULAR DE UNION DE DEFORMACION CONTROLADA POR UNA PARTE, Y POR OTRA PARTE UN SALIENTE ANULAR INTERNO . SEGUN LA INVENCION SE REALIZA UNA PREFORMACION DEL ANILLO DE INVIOLABILIDAD : INTRODUCIENDO AXIALMENTE EN DICHO DISPOSITIVO , UN MANDRIL CILINDRICO (M) QUE ESTA PROVISTO CON UNA LEVA PERIFERICA ANULAR (C) DE MANERA QUE LA CARA INFERIOR (13F) DEL SALIENTE ANULAR INTERNO QUE TOPE CONTRA DICHA LEVA (C) Y DESPUES, EJERCIENDO SOBRE DICHO DISPOSITIVO Y/O SOBRE EL MANDRIL M UN ESFUERZO DE APOYO (E,E`) CUYA FUERZA ES SUFICIENTE PARA ASEGURAR…
PROCEDIMIENTO PARA LA OBTENCION DE PIEZAS MOLDEADAS A PARTIR DE PLASTICOS MOLDEABLES EN ESTADO CALIENTE.
(16/10/1997). Solicitante/s: SCHNALLINGER, HELFRIED. Inventor/es: SCHNALLINGER, HELFRIED.
EN UN PROCESO PARA FABRICAR PIEZAS MOLDEADAS ELABORADAS DE PLASTICO TERMOMOLDEABLE, EN CONCRETO POLIOLEFINAS COMO EL POLIETILENO Y EL POLIPROPILENO, EL MATERIAL DE PLASTICO SE CALIENTA HASTA O POR ENCIMA DE SU TEMPERATURA DUCTIL, Y SE MODELA EN EL CITADO ESTADO EN PIEZAS MODELADAS Y DESPUES ENFRIADAS POR DEBAJO DE SUS TEMPERATURA DE CONFORMACION EN CALIENTE. A LAS PIEZAS MOLDEADAS SE LES DA FORMA EN CALIENTE PARA OBTENER PRODUCTOS SEMITERMINADOS LIGERAMENTE SOBREDIMENSIONADOS CON RESPECTO AL TAMAÑO FINAL DESEADO, Y SOLO DESPUES DE HABERSE ENFRIADO, SE MOLDEAN A PRESION A TU TAMAÑO FINAL DESEADO, EN EL QUE SON DIMENSIONALMENTE ESTABLES.
METODO DE FORMACION DE UN TUBO TERMOPLASTICO TAPADO.
(01/07/1997). Solicitante/s: COURTAULDS PACKAGING INC. Inventor/es: HOLOUBEK, GEORGE HENRY, RHOADES, JOHN JOSEPH.
UN TUBO TERMOPLASTICO TAPADO ESTA FORMADO UNICAMENTE A PARTIR DE UN CILINDRO TERMOPLASTICO EXTRAIDO Y ESTIRADO COLOCANDO EL CILINDRO SOBRE UN MANDRIL FORMADOR CON UNA ZONA EXPUESTA . LA SUPERFICIE INTERIOR DE LA ZONA EXPUESTA SE CALIENTA POR ENCIMA DE LA TEMPERATURA DE TRANSICION DEL CRISTAL DEL MATERIAL TERMOPLASTICO PARA CONSEGUIR UNA SUPERFICIE INTERNA FUNDIDA MIENTRAS LA SUPERFICIE EXTERNA PROPORCIONA EL SOPORTE PARA LA ZONA EXPUESTA DEL CILINDRO. LA ZONA EXPUESTA CALENTADA SE MOLDEA LUEGO PARA OBTENER UNA FORMA CONICA , POR EJEMPLO CALENTANDO LA SUPERFICIE EXTERNA, Y LA PRESION SE APLICA A LA ZONA EXPUESTA CON MOLDE CONICO PARA FORMAR UN TUBO TERMOPLASTICO TAPADO. LOS TUBOS TAPADOS PRODUCIDOS TIENEN UNA ZONA DE CUERPO , UNA ZONA DE HOMBROS , Y UNA ZONA DE CUELLO , SIN NINGUNA JUNTA, TODAS ESTAS ZONAS SE HAN FORMADO A PARTIR DEL CILINDRO TERMOPLASTICO INICIAL EXTRUIDO Y ESTIRADO.
METODO PARA SEPARACION DE TROQUEL DURANTE EL BASCULAMIENTO O INCLINACION DEL CATETER.
(16/11/1994). Solicitante/s: BECTON, DICKINSON AND COMPANY. Inventor/es: WILLIAMITIS, VICTOR A.
UN METODO PARA INCLINACION DEL CATETER INCLUYE LA APLICACION A UNA PIEZA EN BLANCO DE CATETER, DE UNA CAPA DE UN LUBRICANTE DE POLISILOXANO TERMINADO DE AMINOALQUILO SIN CURAR, INSTALANDO LA PIEZA EN BLANCO LUBRICADA SOBRE UN MANDRIL Y AVANZANDO EL CONJUNTO CATETER-MANDRIL DENTRO DE UN TROQUEL CALENTADO, CON LO QUE EL TROQUEL HACE QUE EL EXTREMO CALENTADO DE LA PIEZA EN BLANCO ADOPTE LA FORMA DEL TROQUEL. EL CATETER PUEDE ENTONCES CORTARSE MAS ALLA DEL EXTREMO CONFIGURADO, Y EXTRAERSE FACILMENTE TANTO DEL TROQUEL COMO DEL MANDRIL.
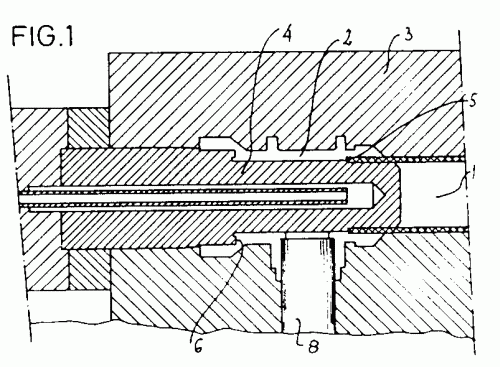
PROCEDIMIENTO DE FORMACION DE TERMINALES DE ACOPLAMIENTO EN TUBOS DE RIEGO Y SIMILARES Y TUBO RESULTANTE.
(16/11/1991). Ver ilustración. Solicitante/s: PLASTICOS RODA, S.A. Inventor/es: RODA SATUE, CARLOS.
PROCEDIMIENTO DE FORMACION DE TERMINALES DE ACOPLAMIENTO EN TUBOS DE RIEGO Y SIMILARES Y TUBO RESULTANTE, QUE CONSISTE EN INTRODUCIR LOS EXTREMOS DE LOS TUBOS EN LA CAVIDAD DE UN MOLDE QUE REPRODUCE EN NEGATIVO LA FORMA COMPLETA DEL TERMINAL, INTRODUCIENDO A LA VEZ EN EL INTERIOR DEL EXTREMO DEL PROPIO TUBO , AJUSTADAMENTE Y CERRANDOLO HERMETICAMENTE, UN MACHO QUE REPRODUCE LA FORMA INTERNA DEL PROPIO TERMINAL, PASANDO A INYECTAR EN EL MOLDE OTROS NOYOS , PARA FORMACION DE BOCAS DERIVADAS . EL TUBO RESULTANTE FORMA UN TODO ENTERIZO CON LOS TERMINALES SOLIDARIZADOS EN SUS EXTREMOS. SE APLICA PARA FORMACION DE CONDUCCIONES PARA RIEGO POR ASPERSION Y SIMILARES.
METODO DE FABRICACION DE UN AISLADOR DE CONEXION.
(16/01/1980) Método de fabricación de una aislador de conexión que tiene una porción de base formada por una pieza de una primera hoja de material aislante y una porción de retención constituida por una pieza de una segunda hoja de material aislante deformada de acuerdo con una configuración predeterminada para crear una pluralidad de compartimientos aislantes, incluyendo dichos método las operaciones que consisten en: suministrar una primera hoja de material aislante a un puesto de fijación a una velocidad media de suministro predeterminada, suministrar una segunda hoja de material aislante a un puesto de formación a una velocidad media de suministro predeterminada superior a la velocidad media de suministro predeterminada de la primera hoja de material aislante, deformar la segunda hoja de material aislante de…
DISPOSITIVO PARA ABOCARDAR TUBOS DE PARED GRUESA DE MATERIAL PLASTICO FLEXIBLE.
(16/09/1978). Solicitante/s: RAYMOND BOMMBER.
Resumen no disponible.
PROCEDIMIENTO PARA ABOCARDAR TUBOS DE PARED GRUESA, DE MATERIAL PLASTICO FLEXIBLE.
(01/07/1978). Solicitante/s: RAYMOND BOMMER.
Resumen no disponible.
PERFECCIONAMIENTOS EN DISPOSITIVOS MECANICOS PARA EL ACHAFLANADO DE BORDES DE TUBOS DE MATERIA PLASTICA.
(16/03/1977). Solicitante/s: ELMEPLA, S.P.A.
Resumen no disponible.
{kind=link}
{kind=link}