CIP-2021 : B32B 38/12 : Embutición.
CIP-2021 › B › B32 › B32B › B32B 38/00 › B32B 38/12[1] › Embutición.
Notas[n] desde B32B 37/00 hasta B32B 39/00: - En los grupos B32B 37/00 y B32B 39/00, las siguientes expresiones son utilizadas con el significado que se indica a continuación:
- "estratificación" significa la acción de combinar capas previamente no unidas para convertirse en un producto cuyas capas permanecen unidas;
- "estratificación parcial" tiene lugar cuando una capa no cubre totalmente la superfice de otra capa, y por lo tanto la capa con mayor superficie está estratificada unicamente en una parte de su superficie;
- "adhesivo" designa una capa o una parte de ella, incorporada con la finalidad de pegar, sin importar su estado o procedimiento de aplicación.
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B32 PRODUCTOS ESTRATIFICADOS.
B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA.
B32B 38/00 Operaciones auxiliares relacionadas con los procesos de estratificación.
B32B 38/12 · Embutición.
CIP2021: Invenciones publicadas en esta sección.
Método y aparato para embutir en profundidad una bandeja a partir de un material de lámina.
(07/08/2019) Un método de embutición en profundidad de una bandeja a partir de un material de lámina a base de fibra , comprendiendo el método las etapas de:
(i) llevar el material de lámina entre una herramienta de moldeo hembra , que comprende una cavidad para formar el fondo de bandeja hacia fuera, y una herramienta de moldeo macho , que comprende una placa de pistón para formar el fondo de bandeja hacia dentro,
(ii) sujetar el material de lámina a lo largo de la circunferencia de las herramientas de moldeo hembra y macho mediante un medio de sujeción , para retener el material durante la etapa de embutición en profundidad,
…
Método y aparato para la embutición profunda de una bandeja a partir de un material de lámina.
(31/07/2019) Un método de embutición profunda de una bandeja a partir de material de lámina seleccionado de un grupo que consiste en papel, cartoncillo, cartulina, papel o cartón recubierto de polímero, papel o cartón laminado con metal, metal y un compuesto de metal y polímero, comprendiendo el método las etapas de:
(i) proporcionar, de manera transversal, líneas de marcado al material de lámina en la circunferencia de la bandeja que se está formando,
(ii) llevar el material de lámina marcado entre una herramienta de moldeo hembra , que comprende una cavidad para formar el fondo de la bandeja hacia fuera, y una herramienta…
Bandeja de papel de embutición profunda, método y aparato para fabricarla y envase de producto en forma de bandeja.
(17/07/2019). Solicitante/s: STORA ENSO OYJ. Inventor/es: RASANEN,JARI, POYHONEN,NIILO, KYLLIÄINEN,OUTI, HILTUNEN,MARI.
Un método de fabricación de una bandeja de cartón por embutición profunda, comprendiendo el método las etapas de colocar una pieza en bruto de cartulina o cartón con un peso de 120 a 500 g/m2 entre unas herramientas de moldeo superior e inferior , y mover las herramientas de moldeo la una en relación con la otra para formar un fondo de bandeja (4a) y expandir hacia arriba unas paredes laterales que rodean el fondo, en donde mediante la mediante la multiplicación del escalón de pared lateral que se forma en una sola o una pluralidad de etapas de trabajo, las paredes laterales de la bandeja se moldean para tener un perfil concéntricamente escalonado (4b, 4c, 4d) alrededor del fondo de bandeja, caracterizado por que cada uno de los escalones de pared lateral (4b , 4c, 4d) está dimensionado para tener una altura de 6 mm como máximo con el fin de obtener unas paredes laterales sin arrugas para la bandeja.
PDF original: ES-2745013_T3.pdf
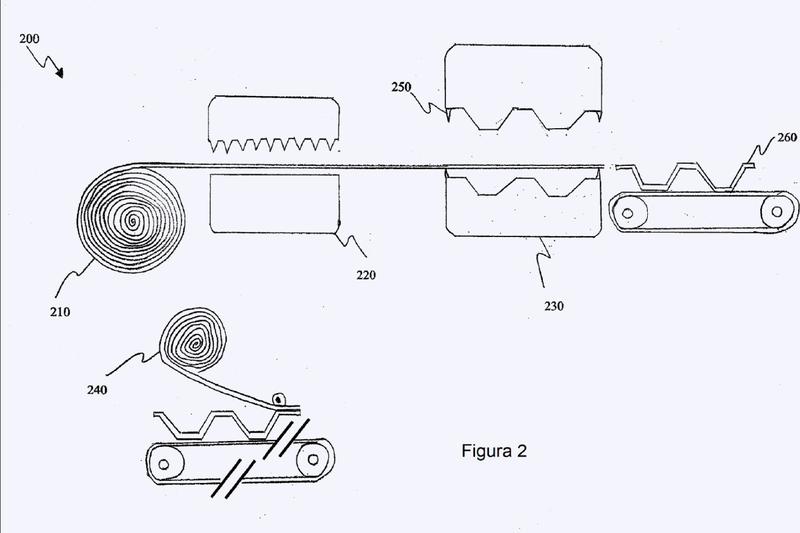
Procedimiento y dispositivo para la laminación de una pieza moldeada de fibras perfilada.
(22/05/2019) Procedimiento para la laminación de una pieza moldeada de fibras perfilada con una lámina termoplástica , por medio de un dispositivo de calentamiento y un útil de moldeo , en donde la lámina se lamina por medio de calor y presión diferencial sobre la superficie que va a revestirse de la pieza moldeada de fibras , en donde se fija al menos el borde de la lámina alimentada sobre una placa base , calentándose la lámina y conformándose de manera plástica por medio del útil de moldeo de modo que se adapta a la forma perfilada del extremo del útil de moldeo , en donde se retira el útil de moldeo , se alimenta la pieza moldeada de fibras y se junta con la lámina (1') moldeada previamente, retirándose la pieza moldeada de fibras (7') laminada caracterizado…
Elemento de intercambiador de calor/entalpía y método para la producción.
(05/10/2018). Ver ilustración. Solicitante/s: Westwind Limited. Inventor/es: RIENDEAU,MARCEL.
Método para la producción de elementos de intercambiador de entalpía que comprende las etapas de:
a. perforar un elemento de placa plana de acuerdo con un patrón de perforación predeterminado dentro de las dimensiones exteriores de placa;
b. aplicar a al menos un lado del elemento de placa una película de polímero delgada con características de transmisión de vapor de agua; y
c. formar el elemento de placa en una forma deseada que muestra un patrón de corrugación, por lo que la película de polímero se forma en la misma forma de patrón de corrugación que la del elemento de placa.
PDF original: ES-2685068_T3.pdf
Envase para productos alimenticios, en particular bandeja, con etiqueta electrónica.
(20/07/2016). Solicitante/s: Linpac Packaging Limited. Inventor/es: ADAMZYK,NORBERT, KÖGLER,JOACHIM.
Medio de almacenamiento, en particular bandeja, para alojar productos alimenticios o fruitivos, en particular carne, pescado y productos avícolas, con un cuerpo de base , sobre el que pueden almacenarse productos alimenticios, presentando el cuerpo de base al menos un medio de identificación unido permanentemente con el mismo, estando el medio de identificación configurado de modo que puede entrar en interacción, sin contacto, con un dispositivo de detección de hurto y/o de lectura de información electrónico independiente, caracterizado porque el cuerpo de base está construido en varias capas, estando dispuesto el medio de identificación entre dos capas , preferentemente totalmente incrustado.
PDF original: ES-2598328_T3.pdf
Formación de tapicerías para asientos de vehículos automóviles.
(11/11/2015) Procedimiento de realización de una tapicería de un elemento de asiento para vehículo automóvil, en el que
se realiza un bloque de soporte de espuma para adaptarse a un elemento de armazón;
se realiza un elemento de cobertura por conformación en frío de una espuma pulverizada sobre un sustrato de polipropileno y dispuesta sobre el envés de un material textil, de piel o de material sintético , para definir la forma visible del elemento de asiento, consistiendo la conformación en frío en aplicar una presión mientras que la espuma está en estado viscoso; y
se dispone el elemento de recubrimiento sobre el bloque de soporte.
Procedimiento de fabricación de un dispositivo de protección de una zona del cuerpo humano.
(07/05/2014) Procedimiento de fabricación colectiva de un dispositivo de protección que comprende una pieza de tejido y un módulo (21, 21') de gel viscoelástico unido por adhesivo a la pieza de tejido, caracterizado porque comprende las etapas de:
- formar una pluralidad de alvéolos en una banda de soporte de un material deformable,~
- llenar los alvéolos con un compuesto no reticulado ,
- reticular el compuesto para obtener los módulos (21, 21') de gel viscoelástico en los alvéolos,
- depositar sobre cada módulo (21, 21') una sustancia adhesiva , y
- depositar una banda de tejido sobre la banda de soporte para obtener una banda compuesta final…
UTIL DE MOLDEO POR COMPRESION Y PROCEDIMIENTO PARA PRODUCIR UN COMPONENTE MEDIANTE MOLDEO POR COMPRESION.
(10/06/2010) Útil de moldeo por compresión para producir un componente a partir de al menos una primera capa de material y una segunda capa de material con al menos una primera parte de útil y una segunda parte de útil con un contorno de conformación tridimensional en cada caso, de tal modo que, al colocar la primera capa de material y la segunda capa de material en el dispositivo, el contorno de conformación de la primera parte de útil está orientado hacia la primera capa de material y el contorno de conformación de la segunda parte de útil está orientado hacia la segunda capa de material, estando sujetas las partes de útil en un transmisor de presión para provocar la conformación de la primera capa de material y la segunda…
{kind=link}