CIP-2021 : B21B 45/00 : Dispositivos para el tratamiento de la superficie de piezas especialmente combinados con laminadores,
adaptados para ser utilizados con los laminadores o dispuestos en los laminadores (B21B 15/00 tiene prioridad; características técnicas de los dispositivos de desincrustación B21C 43/00).
CIP-2021 › B › B21 › B21B › B21B 45/00[m] › Dispositivos para el tratamiento de la superficie de piezas especialmente combinados con laminadores, adaptados para ser utilizados con los laminadores o dispuestos en los laminadores (B21B 15/00 tiene prioridad; características técnicas de los dispositivos de desincrustación B21C 43/00).
Notas[t] desde B21 hasta B32: CONFORMACION
B21B 45/02 · para lubrificar, enfriar o limpiar.
B21B 45/04 · para desincrustar, p. ej. descalaminado.
B21B 45/06 · · de bandas de metal (B21B 45/08 tiene prioridad).
B21B 45/08 · · hidráulicamente.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de tratamiento termomecánico.
(08/07/2020) Procedimiento de tratamiento termomecanico para la produccion de una chapa gruesa a partir de un material de partida para el aumento de la tenacidad, en particular, la tenacidad a baja temperatura, de la chapa gruesa , en el que la chapa gruesa se calienta, se conforma de forma parcial y final mediante laminacion y se enfria de forma acelerada con respecto a un enfriamiento a temperatura ambiente, enfriandose de forma acelerada la chapa gruesa calentada para una conformacion parcial a una temperatura superior a Ac3 despues de su conformacion final, caracterizado porque la chapa gruesa se enfria de forma acelerada entre la conformacion parcial y final a una temperatura inferior…
Procedimiento para el templado sin contacto homogéneo de superficies no infinitas por templar y aparato para ello.
(11/03/2020) Aparato para el templado homogéneo y sin contacto de superficies principalmente no infinitas por templar, caracterizado porque el aparato de templado tiene al menos una espada de templado o un cilindro de templado, en donde la espada de templado o el cilindro de templado tiene una configuración hueca y posee un borde de la boquilla de templado o una pluralidad de cilindros de templado dispuestos en serie, en donde en el borde de la boquilla hay al menos una boquilla que se dirige hacia un objeto por templar, en donde al menos siete espadas de templado están dispuestas de manera que el patrón de flujo…
Artículo moldeado estampado en caliente, proceso para la producción de chapa de acero para estampación en caliente y proceso para la producción de artículo moldeado estampado en caliente.
(30/01/2019) Un acero estampado en caliente que comprende, en % en masa:
C: 0.20 a 0.35%;
Si: 0.1 a 0.5%;
un total de al menos uno, seleccionado entre Mn y Cr: 1 a 3%;
Al: 0.005 a 0.06%;
Ti: 0.002 a 0.1%;
Nb: 0.002 a 0.1%;
O: 0.003 a 0.007%; comprendiendo además, opcionalmente, en % en masa, uno o más de:
B: 0.005% o menos;
V: 0.1% o menos;
Mo: 0.5% o menos;
Ca: 0.03% o menos;
Mg: 0.03% o menos;
Tierras raras: 0.03% o menos;
Cu: 0.5% o menos;
Sn: 0.1% o menos;
Ni: 0.5% o menos; y
W: 1% o menos; y
un resto de hierro e impurezas inevitables, en donde
una cantidad de P está limitada a 0.015% o menos;
una cantidad de S está limitada a 0.01% o menos;
…
Fabricación de lámina de acero inoxidable ferrítico para sustratos de célula solar.
(10/09/2018) Método para fabricar una lámina de acero inoxidable ferrítico para un sustrato de célula solar, comprendiendo el método realizar recocido en una chapa de acero inoxidable ferrítico que tiene una composición química que contiene, en % en masa, Cr: el 14 % o más y el 18 % o menos, realizar después laminación en frío con una reducción por laminación del 60 % o más, y realizar posteriormente un tratamiento térmico en una atmósfera de gas inerte de tal manera que la lámina de acero inoxidable ferrítico resultante se calienta hasta una temperatura de tratamiento térmico T(ºC) a una velocidad de calentamiento de 10 ºC/s o más y 100 ºC/s o menos,…
Chapa de acero laminada en caliente y método de fabricación para la misma.
(02/08/2017) Una chapa de acero laminada en caliente que consiste, en términos de % en masa, en
0,030 % a 0,120 % de C,
0,01 % a 1,20 % de Si,
1,00 % a 3.00 % de Mn,
0,01 % a 0,70 % de Al,
0,05 % a 0,20 % de Ti,
0,01 % a 0,10 % de Nb,
0,020 % o menos de P,
0,010 % o menos de S,
0,005 % o menos de N, y
un resto que consiste en Fe e impurezas, y opcionalmente, en términos de % en masa, uno o más de 0,0005 % a 0,0015 % de B, 0,09 % o menos de Cr, 0,01 % a 0,10 % de V, o 0,01 % a 0,2 % de Mo, en donde se cumple 0,106 ≥ (% C% - Ti% * 12/48 - Nb% * 12/93) ≥ 0,012, o en donde se cumple 0,106 ≥ (C% - Ti% * 12/48 - Nb% * 12/93 - V% * 12/51) ≥ 0,012 en un caso donde la chapa de acero laminada en caliente contiene V;
una densidad de polos de {112} en una posición de 1/4 del grosor de la placa es de 5,7 o menos;…
Método para la formación de una pieza en caliente y equipamiento para la reducción de la emisión de calor de la pieza.
(16/05/2012) Procedimiento para la conformación en caliente por conformación maciza, como elforjado o laminado, de una pieza de trabajo o material de partida de metal o de uncompuesto intermetálico a una temperatura superior a 1000 °C, caracterizado por que,en un primer paso, la superficie de la pieza de trabajo se cubre al menos parcialmentecon un agente de revestimiento compuesto de una fase de óxido de óxido de circoniocomo elemento principal y uno o varios aditivo(s) de metilcelulosa y/o de humo de sílicecomo suplemento y componentes líquidos de vidrio de silicato sódico, y el revestimientose deja solidificar, tras lo cual, en un paso consecutivo se produce el calentamiento delmaterial de partida a la temperatura de deformación…
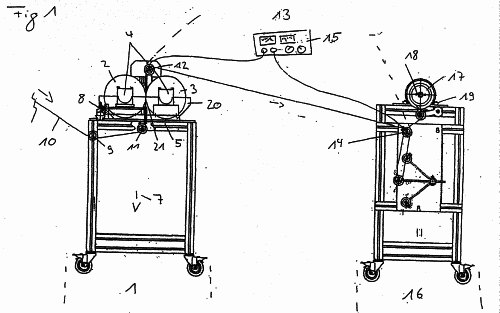
METAL PLANO, DISPOSITIVO Y PROCEDIMIENTO DE PRODUCCION.
(01/09/2005). Ver ilustración. Solicitante/s: W.E.T. AUTOMOTIVE SYSTEMS AG. Inventor/es: VON LOBBECKE, BERND, MODL, MICHAEL.
Dispositivo para la fabricación de metal plano con un espesor de 20 ìm a 400 ìm, con un mínimo de dos rodillos que discurren esencialmente paralelos entre sí y cuyos ejes de giro están situados en un plano , que discurre sensiblemente perpendicular a la dirección de actuación de la fuerza de la gravedad , caracterizado porque está previsto por lo menos un dispositivo que alimenta el metal entre los rodillos , libre de tensiones de tracción, y porque está previsto por lo menos un dispositivo que retira el metal de entre los rodillos , libre de tensiones de tracción.
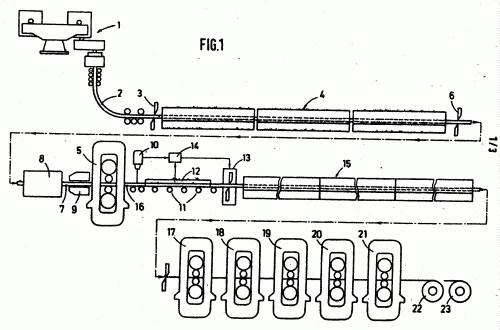
INSTALACION DE COLADA CONTINUA CON HORNOS DISPUESTOS A CONTINUACION, BASTIDORES DE LAMINADOR DE DESBASTE Y UN TREN DE ACABADO.
(16/04/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: BIUMER, KLAUS, SUDAU, PETER, MILLER, KARL-FRIEDRICH.
Instalación de laminado en caliente, compuesta de al menos una instalación de colada continua con horno dispuesto a continuación, al que siguen un bastidor de laminado de desbaste y un horno-túnel así como un tren de acabado, caracterizada porque la guía lateral de fleje presenta una longitud de al menos 4 m, porque al horno-túnel está predispuesto o asignado al menos un dispositivo que detecta la posición de las aristas de fleje, porque el horno-túnel presenta al menos un segmento de cubierta (30 a 32) que puede bascular hacia arriba, porque al menos junto al horno- túnel puede desplazarse un dispositivo de evacuación que se extiende en su dirección longitudinal, y porque a los dispositivos que establecen las posiciones de las aristas de fleje se han asignado dispositivos de valoración así como un dispositivo de conexión de emergencia y/o un dispositivo parcial transversal que activa cortes de emergencia.
RECINTO DE ESTANQUEIDAD PARA CAMARA DE VACIO.
(01/02/2005). Solicitante/s: RECHERCHE ET DEVELOPPEMENT GROUPE COCKERILL SAMBRE. Inventor/es: VANDEN BRANDE, PIERRE, WEYMEERSCH, ALAIN.
Compuerta de estanqueidad para la introducción y el paso continuo de una banda de un sustrato en una cámara de vacío, que comprende un recinto que contiene al menos tres rodillos sucesivos (2a, 2b, 2c) en la dirección de desplazamiento de la banda entre los que un paso está previsto para dicha banda, estando el primer y tercer rodillo situados de un lado de este paso, estando el segundo rodillo situado del lado opuesto a este paso, una zona sensiblemente estanca formada entre la banda y el primer y el tercer rodillo y conectada a una bomba de vacío, previéndose medios para ajustar la presión de la banda sobre los rodillo.
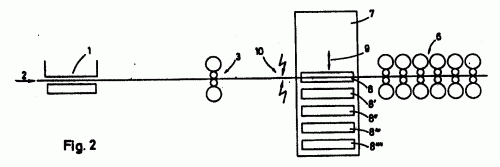
REEQUIPAMIENTO DE TRENES LAMINADORES EN CALIENTE PARA LAMINAR BANDAS DELGADAS.
(16/12/2003). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KNEPPE, GUNTER DR., ROSENTHAL, DIETER, LADDA, DIETER.
TRENES EN LAMINADO CALIENTE QUE TIENEN UN HORNO DE TIRANTES MOVIBLES , UN ARMAZON REVERSIBLE COLOCADO A CONTINUACION, ASI COMO UN TREN DE LAMINADO CALIENTE PARA EL ACABADO DE BANDAS CALIENTES LAMINADAS Y FINAS DE ACERO AUSTENITICO, LAS CUALES SE DEBEN ADAPTAR DE TAL MANERA, QUE LA BANDA CALIENTE SE PUEDA LAMINAR CON GROSORES POR DEBAJO DE 1 MM. PARA ELLO SE PROPONE, QUE ENTRE EL ARMAZON REVERSIBLE Y EL TREN DE LAMINADO CALIENTE SE COLOQUE UN HORNO DE MANTENIMIENTO , QUE ASEGURA MEDIANTE VARIOS SITIOS DE RECOGIDA (8, 8 ' ...) PARA LAS LAMINAS QUE SE PUEDAN CALENTAR DE MANERA CONSTANTE UN TIEMPO DE CALENTAMIENTO COMPLETO PARA CADA BANDA, QUE ES VARIAS VECES MAYOR QUE EL TIEMPO DE LAMINADO DEL TREN DE LAMINADO CALIENTE DE ACABADO.
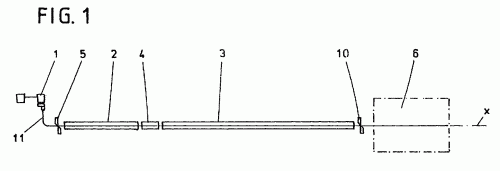
PROCEDIMIENTO E INSTALACION PARA LA LAMINACION DE BANDA ANCHA EN CALIENTE A PARTIR DE DESBASTES FUNDIDOS POR EXTRUSION.
(16/05/2003). Ver ilustración. Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: MERTENS, WERNER.
EN LAS INSTALACIONES PARA LAMINAR BANDA ANCHA A PARTIR DE DESBASTES DELGADOS O DE ESPESOR INTERMEDIO SE COLOCA NORMALMENTE UN HORNO DE PASO ENTRE LA INSTALACION DE FUNDICION Y LA LAMINACION , EN EL QUE SE ALCANZA LA TEMPERATURA FINAL NECESARIA DEL DESBASTE. DE ACUERDO CON LA INVENCION SE PROPONE QUE LAS SECCIONES DEFECTUOSAS DEL DESBASTE SE PROCESEN EN UNA DISPOSITIVO DE PROCESAMIENTO DE SUPERFICIES , QUE SE COLOCA EN SERIE (SOBRE LA LINEA DE PRODUCCION X) EN UN HUECO DEL HORNO DE PASO SEGMENTADO, MEDIANTE UN AMOLADO O UN ESCARPADO A LA LLAMA.
(16/04/2000). Solicitante/s: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT. Inventor/es: KRAMER, STEFAN, SUDAU, PETER, ROSENTHAL, DIETER.
EN LOS RODILLOS DE UN TREN DE LAMINACION STECKEL DEBE TENERSE EN CUENTA QUE APARECEN OSCILACIONES DE FUERZA DE LAMINADO CONSIDERABLES A TRAVES DE LA LONGITUD DE LAS BANDAS A SER LAMINADAS. ESTAS FUERZAS SE COMPENSAN MEDIANTE TEMPERATURAS DIFERENTES DE LAS OSCILACIONES DE FUERZA DE LAMINACION QUE PREDOMINAN EN LAS BANDAS A TRAVES DE UN DISPOSITIVO DE CALENTAMIENTO, REGULADO MEDIANTE UNA APLICACION DEPENDIENTE DE LA TEMPERATURA DE BANDA Y/O DE LA POSICION DE BANDA, DE TAL FORMA QUE A TRAVES DE LA LONGITUD DE BANDA COMPLETA SE RENUNCIA APROXIMADAMENTE A LA MISMA FUERZA DE LAMINACION PERTENECIENTE.
(01/01/2000). Solicitante/s: ENCOMECH ENGINEERING SERVICES LIMITED. Inventor/es: LAWS, WILLIAM ROBERT, REED, GEOFFREY RONALD.
PANELES DE ESCUDO TERMICO COLOCADOS DEBAJO DE UN PASO DE MATERIAL CALIENTE ESTAN SOPORTADOS DE UNA MANERA TAL QUE PERMITEN UN MOVIMIENTO LIMITADO. BARRAS PASANTES EN LOS EXTREMOS OPUESTOS DE CADA PANEL ESTAN TAMBIEN MONTADAS DE UN MODO DESPLAZABLE Y TIENEN ELEMENTOS PORTADORES QUE ESTAN SITUADOS DEBAJO DE LOS PANELES. CUANDO UNA BARRA PASANTE ES GOLPEADA POR MATERIAL DEFORMADO, SERA MOMENTANEAMENTE DESPLAZADA Y, A TRAVES DEL AJUSTE DEL SOPORTE DE LOS ELEMENTOS PORTADORES CON EL PANEL, TAMBIEN SE PRODUCE EL DESPLAZAMIENTO DE LOS PANELES, DE MODO QUE ALTERA LOS DEPOSITOS SUELTOS EN SUS CARAS SUPERIORES (4C). LA AGITACION OCASIONAL DE LOS PANELES ASI PROPORCIONADA DE UN MODO PASIVO Y EL MONTAJE DE LOS DEPOSITOS SOBRE LA CARA SUPERIOR DEL PANEL PODRA SER CONTRARRESTADA DE MANERA QUE PERMITA QUE EL ANGULO DE INCLINACION DE LAS CARAS SUPERIORES SE REDUZCA.
ESCUDOS DE CALOR PARA MESAS CON RODILLOS.
(01/11/1998). Solicitante/s: ENCOMECH ENGINEERING SERVICES LIMITED. Inventor/es: LAWS, WILLIAM ROBERT, REED, GEOFFREY RONALD.
UNA MESA CON RODILLOS DOTADA DE UN MATERIAL CONDUCTOR CALIENTE Y PANELES AISLANTES DE CALOR SITUADOS SOBRE EL CONDUCTOR, SUCESIVAMENTE ENTRE LOS RODILLOS DE LA MESA . LOS PANELES SON DESPLAZABLES ENTRE UNA POSICION SUPERIOR OPERATIVA CERCANA AL CONDUCTOR DE MATERIAL CALIENTE Y UNA POSICION INFERIOR INOPERATIVA EN LA CUAL LAS CARAS SUPERIORES DEL PANEL (20`) ESTAN COLOCADAS EN DIRECCION OPUESTA A DICHO CONDUCTOR. LOS PANELES PERMANECEN DENTRO DEL ANCHO DE LA MESA CON RODILLOS, CUANDO ESTAN ASI RETRAIDOS. ADEMAS, PANELES AISLANTES DE CALOR SON DESPLAZABLEMENTE INSTALADOS EN UNA ESTRUCTURA POR ENCIMA DEL CONDUCTOR. UN MECANISMO SENSOR DE TEMPERATURA INSTALADO EN LOS PANELES SUPERIORES ACCIONA EL DESPLAZAMIENTO DE TANTO LOS PANELES SUPERIORES COMO INFERIORES.
SISTEMA Y PROCEDIMIENTO PARA FORMAR FLEJE DE ACERO LAMINADO EN CALIENTE PLANO, DELGADO.
(01/07/1997). Solicitante/s: CHAPARRAL STEEL COMPANY. Inventor/es: FIGGE, DIETER, SCHMELZLE, LLOYD M., ROSTIK, LIBOR, F., FINK, PETER.
UN PROCESO CONTINUO Y UN SISTEMA PARA FABRICAR UNA LAMINA PLANA ENROLLADA DE ACERO O DE METAL FERROSO QUE TIENE UN ESPESOR MINIMO SUFICIENTE PARA PERMITIR UNA FABRICACION DEL PRODUCTO SUBSTANCIALMENTE DIRECTA, EN DONDE UN LAMINADOR PLANETARIO PLATZER RECIBE CONTINUAMENTE UNA CHAPA SIN FIN DE ACERO FUNDIDO O METAL FERROSO Y EFECTUA UNA PRIMERA REDUCCION DEL ESPESOR A PARTIR DEL ESPESOR FUNDIDO CONTINUAMENTE DE LA CHAPA, UNA PLURALIDAD DE SOPORTES DEL LAMINADOR RECIBEN SECUENCIALMENTE LA LAMINA CONTINUA DEL LAMINADOR PLANETARIO PLATZER PARA EFECTUAR UNA SEGUNDA REDUCCION DEL ESPESOR DE, AL MENOS, UN 50% APROXIMADAMENTE DEL PRIMER ESPESOR REDUCIDO PARA PROPORCIONAR UNA LAMINA CONTINUA QUE TIENE UN ESPESOR MEDIO INFERIOR A 1,8 MM APROXIMADAMENTE, Y RECALENTADORES DE INDUCCION ELECTRICA SE SITUAN ENTRE CADA PAR ADYACENTE DE SOPORTES DEL LAMINADOR PARA MANTENER LA LAMINA CONTINUA A UNA TEMPERATURA DE TRABAJO SUFICIENTE PARA EFECTUAR LA SEGUNDA REDUCCION DEL ESPESOR.
UN PROCEDIMIENTO DE LAMINAR EN CALIENTE ACERO.
(16/03/1984). Solicitante/s: HOOGOVENS GROEP B.V..
PROCEDIMIENTO Y APARATO PARA LAMINAR ACERO EN CALIENTE.EL APARATO CONSTA DE UNA PANTALLA REFLECTANTE DEL CALOR QUE FORMA PARTE DE LA ESTRUCTURA DE CAPUCHA , LA CUAL COMPRENDE UNA SUPERFICIE INFERIOR REFLECTANTE DEL CALOR CON UN ALTO COEFICIENTE DE REFLEXION DEL CALOR RADIANTE; DE UN BASTIDOR LIGERO DE SUFICIENTE ESTABILIDAD QUE SIRVE PARA SUJETAR LA PANTALLA REFLECTANTE ; DE UN EJE Y UN GATO DE ELEVACION QUE PERMITEN A LA ESTRUCTURA DE CAPUCHA Y A LA PANTALLA REFLECTANTE DESPLAZARSE EN ROTACION; Y DE UNATUBERIA DE DESCARGA DE AGUA QUE SUMINISTRA AGUA DE REFRIGERACION A LO LARGO DE LA REGION CENTRAL DE LA ESTRUCTURA DE LA CAPUCHA.
PROCEDIMIENTO PARA DETECTAR Y RECTIFICAR DEFECTOS EN PIEZAS METALICAS BRUTAS, EN ESPECIAL DESBASTES DE ACERO, QUE AL MENOS EN UNA DETERMINADA ZONA SUPERFICIAL DEBAN ESTAR SUSTANCIALMENTE EXENTAS DE DEFECTOS.
(16/05/1977). Solicitante/s: GRANGES OXELOSUNDS JARNVERK, A. B.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}