CIP-2021 : B21D 51/24 : de depósitos de alta presión, p. ej. calderas, botellas de gas.
CIP-2021 › B › B21 › B21D › B21D 51/00 › B21D 51/24[2] › de depósitos de alta presión, p. ej. calderas, botellas de gas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
B21D 51/24 · · de depósitos de alta presión, p. ej. calderas, botellas de gas.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO DE FABRICACIÓN DE RECIPIENTES PARA EL TRATAMIENTO DE ALIMENTOS A ALTA PRESIÓN.
(03/10/2017). Solicitante/s: METRONICS TECHNOLOGIES, S.L. Inventor/es: DE ORTE GLARIA,BENITO ANDRES.
Procedimiento de fabricación de recipientes para el tratamiento de alimentos a alta presión que comprende las etapas de:
- emplear al menos dos cuerpos tubulares que tienen una pared exterior y una pared interior , donde el diámetro (d) de la pared exterior del primer cuerpo tubular es mayor que el diámetro (D) de la pared interior del segundo cuerpo tubular ,
- aplicar presión sobre la pared interior del segundo cuerpo tubular deformándolo hasta que el diámetro (D') de la pared interior del segundo cuerpo tubular sea mayor que el diámetro (d) de la pared exterior del primer cuerpo tubular ,
- disponer el primer cuerpo tubular dentro del segundo cuerpo tubular y dejar de aplicar presión, tal que la pared interior del segundo cuerpo tubular tiende a recuperar su forma uniéndose a la pared exterior del primer cuerpo tubular.
PDF original: ES-2635277_A1.pdf
Procedimiento y dispositivo de realización de un mandril para capacidad bobinada.
(17/08/2016). Solicitante/s: Airbus Safran Launchers SAS. Inventor/es: RAYMOND,Gérald, ROUSSY,ANTOINE.
Utillaje de fabricación de capacidades bobinadas que consta de un mandril de bobinado de fibras caracterizado por el hecho de que el mandril de tipo desmontable o eliminable tras el bobinado y polimerización de la capacidad se realiza al menos parcialmente mediante un hormigón celular.
PDF original: ES-2613395_T3.pdf
Método de fabricación de revestimientos interiores para vasija de presión.
(20/01/2016) Un método para fabricar un revestimiento interior para uso en una vasija de presión, de tal manera que método comprende las etapas de:
(a) Proporcionar una semienvuelta en forma de copa, de aleación de aluminio, con un extremo de corona cerrado y una parte superior abierta, de tal modo que la semienvuelta tiene una región de tambor con paredes más delgadas, una región de extremo (20a) situada en la parte superior abierta, con paredes más gruesas, y una zona de transición intermedia (20b) de un espesor gradualmente estrechado;
(b) Embutir en frío la semienvuelta utilizando un punzón con paredes…
Métodos y aparato para formar artículos huecos de metal.
(09/07/2014) Un método ejecutado por un sistema informático como parte de un programa implementado por ordenador para optimizar la historia de presión-tiempo para un proceso para formar una pieza (38a) a partir de una preforma de metal hueca inicial a un artículo hueco de metal dentro de un troquel sometiendo la pieza a presión de fluido interna neta de tal manera que la pieza se expanda a contacto con una pared de definición de forma del artículo del troquel , evitando al mismo tiempo el fallo de la pieza, incluyendo los pasos de
(a) seleccionar un conjunto de parámetros del proceso incluyendo la temperatura y las propiedades del material de la preforma y las dimensiones;
(b) determinar, a partir de dicho conjunto de parámetros, al menos…
Preforma de envase metálico presurizado y envase metálico presurizado y un método para hacerlo.
(07/08/2013) Preforma de envase metálico presurizado, tal como para un envase de aerosol o envase de bebida, que comprende un cuerpo de envase unitario con una base, cuyo envase se ha hecho por embutición y planchado, en donde la relación de planchado está en el intervalo de aproximadamente 64% a aproximadamente 77%, caracterizada porque el grosor de la base hecha de acero está en el intervalo de aproximadamente 0,45 mm a aproximadamente 0,70 mm.
METODO Y APARATO PARA CONFORMAR UN RECIPIENTE DE ACERO A PRESION, DICHO RECIPIENTE DE ACERO A PRESION Y UNA PREFORMA DEL MISMO.
(06/09/2010) Método para la conformación de un recipiente de acero , tal como un recipiente a presión, que tiene un extremo abierto con reborde, que comprende las etapas de:
i) proporcionar una copa de acero ;
ii) someter a embutición profunda la copa de acero hasta una preforma de recipiente embutida ;
iii) someter a embutición fina el cuerpo de la preforma de recipiente embutida ; caracterizado porque el extremo libre de la preforma de recipiente embutida se recorta por apriete; y
iv) rebordear un extremo abierto de la preforma de recipiente embutida y recortada mediante la conformación de un reborde previo y mediante el rebordeado del reborde previo hasta un reborde alargado
BOTE QUE CONTIENE UNA FORMULACION DE SUSTANCIA ACTIVA CON UN HIDROCARBURO FLUORADO COMO AGENTE PROPULSOR.
(01/09/2005). Ver ilustración. Solicitante/s: BOEHRINGER INGELHEIM PHARMA KG. Inventor/es: HOELZ, HUBERT, NAGEL, JUERGEN, VEGA, JULIO, CESAR, LOSTRITTO, RICHARD, THOMAS.
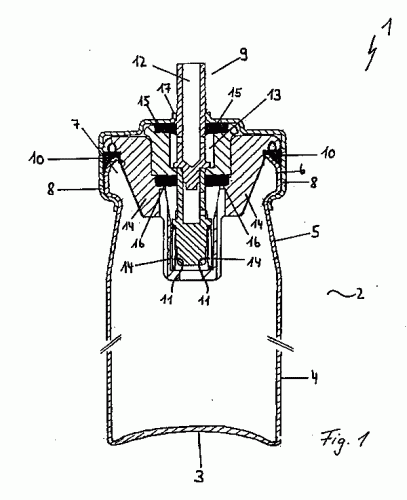
Bote que contiene una formulación de sustancia activa que contiene sales, ácidos, bases o electrólitos con TG 134a y/o TG 227 como gas propulsor para la terapia por inhalación, en donde el bote consta de un recipiente y de una taza de válvula con una válvula empotrada, y el recipiente está hecho de una aleación con una proporción de hierro de 40, 0-53, 0%, níquel 23, 0-28, 0%, cromo 19, 0- 23, 0%, molibdeno 4, 0-5, 0%, manganeso 0, 0-2, 0%, cobre 1, 0- 2, 0%, silicio 0, 0-1, 0%, fósforo 0, 0-0, 045%, azufre 0, 0- 0, 035% y carbono 0, 0-0, 020%.
CAMISA PARA UN RECIPIENTE, RECIPIENTE Y PROCEDIMIENTO DE FABRICACION DE LOS MISMOS.
(01/03/2005). Ver ilustración. Solicitante/s: RINNKVIST, BO. Inventor/es: RINNKVIST, BO.
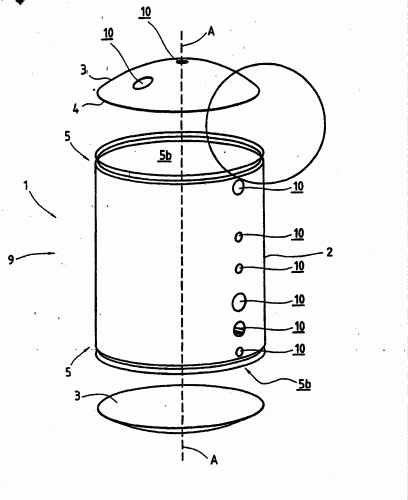
Camisa para un recipiente , dispuesto para alojar un fluido a presión, dispuesta alrededor de un eje (A) central, con una parte central a lo largo del eje (A) central, y una parte extrema al menos sobre un lado de dicha parte central, definiendo dicha parte central una abertura (5b), caracterizada porque dicha parte extrema forma una parte (8a), al menos parcialmente divergente en un sentido a lo largo y desde el eje (A) central y en un sentido desde dicha parte central, parte (8a) contra la que un elemento de cierre está destinado a conectarse de forma no separable, estando dispuesto al menos un elemento de tope alrededor de la circunferencia interior de la camisa al nivel de la parte extrema, comprendiendo dicho elemento de tope al menos un saliente (6b), en el que está dispuesta al menos una depresión (6a) alrededor de la circunferencia exterior de la camisa que forma dicho saliente (6b).
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN ENVASE DE PRESION CON DOS CAMARAS.
(16/09/2002) LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y DISPOSITIVO PARA PRODUCIR UN PAQUETE A PRESION DE DOS CAMARAS, FORMADO POR UN RECIPIENTE EXTERIOR Y UNA BOLSA INTERIOR , QUE SE ENCOLAN EN UNA ZONA DEL BORDE. DESPUES DE INSERCION DE LA BOLSA INTERIOR EN EL RECIPIENTE EXTERIOR, LA ZONA DEL BORDE DE LA BOLSA INTERIOR SE EXPANDE POR MEDIO DE UNA HERRAMIENTA, SIENDO DICHA HERRAMIENTA GUIADA AL INTERIOR DE DICHA AREA, Y PRESIONANDOSE CONTRA LA SUPERFICIE INTERIOR DE LA ZONA DEL BORDE DEL RECIPIENTE EXTERIOR. A CONTINUACION, LAS ZONAS DEL BORDE QUE VAN CONECTADAS ENTRE SI SE BORDEAN MUTUAMENTE POR EL RECIPIENTE EXTERIOR Y LA BOLSA INTERIOR. EN EL BORDE DEL LIMITE SE COLOCA UNA TAPA…
PROCEDIMIENTO PARA FABRICAR UN DEPOSITO CON MEMBRANA INTEGRADA.
(01/07/2002) Procedimiento para fabricar un depósito con membrana integrada, con una carcasa del depósito fabricada de metal y con un elemento de separación flexible elásticamente, en especial en forma de una membrana , con las operaciones siguientes: a) puesta en rotación de un trozo de tubo alrededor de su eje longitudinal ; b) precalentamiento de un extremo del trozo de tubo para su deformación mediante su estrechamiento en caliente por medio de su compresión con rodillos; c) compresión con rodillos del extremo del trozo de tubo mediante aplicación de por lo menos una herramienta de moldeado a presión sobre la pieza en rotación, realizándose al mismo tiempo un calentamiento selectivo del trozo de tubo , orientado hacia su zona de…
PROCEDIMIENTO DE FORMACION DE UN RECIPIENTE CONCAVO A PARTIR DE UNA PIEZA EN BRUTO DE CHAPA.
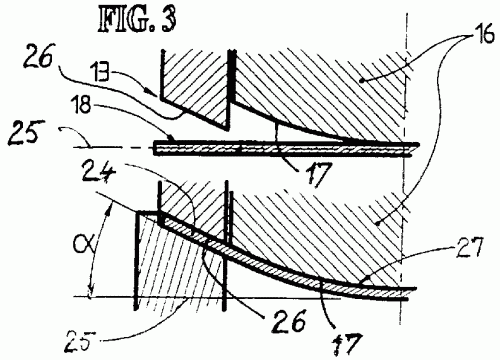
(16/08/2001). Ver ilustración. Solicitante/s: DEHON SERVICE. Inventor/es: WENDLING, JEAN.
EL PROCEDIMIENTO SE PONE EN PRACTICA EXCLUSIVAMENTE A TEMPERATURA AMBIENTE. SE PERFILA LA CHAPA CORTADA REDONDA MANTENIENDO UNA BANDA PERIFERICA CON SUJETADORES , DURANTE VARIAS PASADAS DE PUNZONES PARA ENDEREZAR LA BANDA PERIFERICA ALREDEDOR DE UNA PARTE CENTRAL DE LA CHAPA. CADA SUJETADOR Y CADA PUNZON ASOCIADO PRESENTAN AL FINAL DE LA PASADA , CON EXCEPCION DE LA ULTIMA, UNA CONTINUIDAD DE SUPERFICIE Y TODAS LAS PASADAS DE PUNZONES PROVOCAN ENDEREZAMIENTO RELATIVOS DE LA BANDA PERIFERICA EXCLUSIVAMENTE EN EL ULTIMO SENTIDO. EL PROCEDIMIENTO SE APLICA BIEN A LA REALIZACION DE BOTELLAS DE GAS LICUADO.
CHAPA PERFECCIONADA, PARA PAREDES DE DEPOSITOS PRODUCTORES-ACUMULADORES DE AGUA CALIENTE SANITARIA.
(16/01/1997). Ver ilustración. Solicitante/s: PEREZ MAGALLON, ISMAEL.
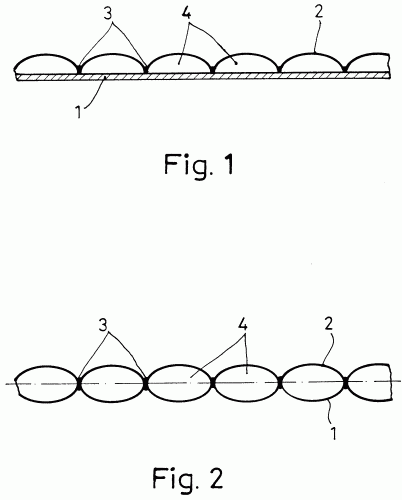
1. CHAPA PERFECCIONADA, PARA PAREDES DE DEPOSITOS PRODUCTORES-ACUMULADORES DE AGUA CALIENTE SANITARIA, CARACTERIZADA PORQUE SE ESTRUCTURA EN DOS PLACAS LAMINARES QUE CONSTITUYEN, RESPECTIVAMENTE, LA CARA INTERIOR Y LA CARA EXTERIOR DE, POR EJEMPLO, LA PARED DE UN PRODUCTOR-ACUMULADOR DE AGUA CALIENTE SANITARIA; YENDO DICHAS PLACAS LAMINARES UNIDAS ESPACIADAMENTE ENTRE SI ENTRE LAS CUALES UNIONES Y LAS PROPIAS PLACAS LAMINARES SE DELIMITAN CAMARAS DE CIRCULACION PARA EL FLUIDO CALEFACTOR.
DEPOSITO PERFECCIONADO, PARA PRODUCTORES-ACUMULADORES DE AGUA CALIENTE SANITARIA.
(16/01/1997). Ver ilustración. Solicitante/s: PEREZ MAGALLON, ISMAEL.
1. DEPOSITO PERFECCIONADO, PARA PRODUCTORES-ACUMULADORES DE AGUA CALIENTE SANITARIA, DE CONFIGURACION CERRADA PROVISTOS DE CONDUCCIONES DE ENTRADA/SALIDA, CARACTERIZADO PORQUE CADA UNA DE SUS PAREDES SE ESTRUCTURA EN DOS PLACAS LAMINARES QUE CONSTITUYEN, RESPECTIVAMENTE, LA CARA INTERIOR Y LA CARA EXTERIOR DEL DEPOSITO PRODUCTOR-ACUMULADOR; YENDO DICHAS PLACAS LAMINARES UNIDAS ESPACIADAMENTE ENTRE SI ENTRE LAS CUALES UNIONES Y LAS PROPIAS PLACAS LAMINARES SE DELIMITAN CAMARAS PARA CIRCULACION EN CIRCUITO CERRADO DE UN FLUIDO CALEFACTOR DEL AGUA SANITARIA CONTENIDA EN EL DEPOSITO.
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE LATAS DE ALUMINIO CON ROSCA.
(16/08/1995) LAS LATAS DE ALUMINIO CILINDRICAS, PRODUCIDAS MEDIANTE EMBUTICION PROFUNDA, EMBUTICION PROFUNDA Y EXTRUSION, SE PINTAN INTERIOR Y EXTERIORMENTE, SE PROVEEN DE UN CUELLO DE DOS ESCALONES MEDIANTE RETRACCION, ALREDEDOR DEL QUE SE ARROLLA UNA ROSCA Y DESPUES SE CORTA, EN DONDE LA RETRACCION DEL CUELLO, EL ARROLLADO DE LA ROSCA Y EL CORTE SE REALIZA EN LA MISMA SUJECION DE LA LATA. LA PINTURA UTILIZADA SE MEZCLA CON PRODUCTOS CATALITICOS, PLASTIFICANTES Y/O DESLIZANTES PARA AUMENTAR LA FLEXIBILIDAD, PARA AUMENTAR LA ADHERENCIA Y PARA MEJORAR LAS CARACTERISTICAS DE DESLIZAMIENTO. LA ROSCA SE ARROLLA APOYANDO EL CUELLO DE LA LATA DESDE DENTRO CON UNA PLANTILLA ROSCADA CASI ESTACIONARIA, MIENTRAS QUE POR…
BOTELLA DE ALTA PRESION CON PAREDES METALICAS DELGADAS REFORZADA POR UN BOBINADO A BASE DE FIBRAS DE CARBONO, Y PROCEDIMIENTO DE FABRICACION.
(16/12/1994) PROCEDIMIENTO DE FABRICACION DE UN DEPOSITO DESTINADO A CONTENER UN GAS A ALTA PRESION, QUE CONSTA DE UNA PARED CILINDRICA CERRADA EN SUS EXTREMOS POR UNA OJIVA DE FONDO Y UNA OJIVA DE CUELLO, CARACTERIZADO PORQUE SE ENSAMBLA UNA ESTRUCTURA METALICA INTERNA (1A) QUE CONSTA DE UN TUBO CILINDRICO DE PARED DELGADA (2A,2'A) CONECTADO A UNA CALOTA DE FONDO (3A) Y A UNA CALOTA (5A) DE CUELLO (6A), OBTENIENDOSE ESTE ENSAMBLAJE POR SOLDADURA POR HACES DE ELECTRONES DE EXTREMOS ENCAJADOS , RADIALMENTE SUPERPUESTOS, QUE PERTENECEN RESPECTIVAMENTE AL TUBO CILINDRICO DE PARED DELGADA Y A UNA U OTRA DE LAS CALOTAS, ESTANDO HECHA ESTA ESTRUCTURA METALICA EN UN MATERIAL SOLDABLE DE ALTA RESISTENCIA MECANICA A LA TRACCION Y AL DESGASTE Y RESISTENTE A…
REDUCCION DEL DIAMETRO DE ELEMENTOS TUBULARES.
(16/12/1992). Solicitante/s: CMB FOODCAN PLC. Inventor/es: PORUCZNIK, PAUL, CHEERS, CHRISTOPHER FRANCIS.
METODO Y APARATO PARA REDUCIR LA SECCION DE LA PARTE TERMINAL DE UN CUERPO TUBULAR . DICHO APARATO CONSTA DE UN TROQUEL EXTERNO QUE DEFINE UNA SUPERFICIE CONVERGENTE DE TRABAJO DE FORMA SIMILAR AL EXTERIOR DE LA SECCION REDUCIDA A PRODUCIR . CONSTA IGUALMENTE DE UN OBTURADOR CON UNA SUPERFICIE DE TRABAJO DE FORMA SIMILAR A LA PARTE INTERIOR DE LA SECCION REDUCIDA A PRODUCIR, ELEMENTOS PARA MANTENER EL OBTURADOR EN ALINEAMIENTO AXIAL CON EL TROQUEL DURANTE EL MOVIMIENTO RELATIVO ENTRE EL OBTURADOR Y EL TROQUEL PARA CENTRAR A AQUEL DENTRO DE ESTE PARA DEFINIR UN INTERVALO DE PASO DE FORMA Y ANCHURA IGUAL A LA FORMA Y EL GROSOR DE LA SECCION REDUCIDA, UN ELEMENTO PARA INTRODUCIR LA PARTE TERMINAL DEL TUBO EN EL PASO ENTRE EL OBTURADOR Y EL TROQUEL Y UN ELEMENTO PARA QUE EL TROQUEL VIBRE RADIALMENTE EN FRECUENCIA ULTRASONICA MIENTRAS LA PARTE TERMINAL SE REDUCE PROGRESIVAMENTE HASTA ADOPTAR LA FORMA DEL INTERVALO DE PASO.
PROCEDIMIENTO PARA FABRICAR UN RECIPIENTE.
(16/06/1981). Solicitante/s: THE CONTINENTAL GROUP INC.
PROCEDIMIENTO DE FABRICACION DE UN RECIPIENTE FORMADO POR DOS ELEMENTOS ACOPADOS. EL BOTE, QUE PUEDE TENER UNA CAPACIDAD ENTE LOS 200 CM3 Y LOS 6 L., ESTA FORMADO POR DOS ELEMENTOS ACOPADOS QUE SE FABRICAN POR ESTIRAMIENTO DE LAS PAREDES EN PRENSA. SE CALIENTA LA PARTE EXTREMA DEL CUERPO DE UNO DE ELLOS MEDIANTE UNA BOBINA DE INDUCCION , SE ENSAMBLA CON UN PEGAMENTO EN LA PARTE EXTREMA DEL OTRO ELEMENTO Y SE SIGUE APLICANDO LA BOBINA HASTA QUE SE PRODUCE EL SELLADO TOTAL; ENTONCES SE SACA ESTA Y SE PROVOCA UN ENFRIADO RAPIDO.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN DEPOSITO DE PRESION.
(01/11/1977). Solicitante/s: OLAER PATENT COMPANY.
Resumen no disponible.
PERFECCIONAMIENTOS INTRODUCIDOS EN UN RECIPIENTE DE PRESION.
(01/11/1977). Solicitante/s: MARTIN MARIETTA CORPORATION.
Resumen no disponible.
UN METODO DE FABRICAR UN RECIPIENTE DE PRESION.
(01/01/1977). Solicitante/s: MARTIN MARIETA CORPORATION.
Resumen no disponible.
PROCEDIMIENTO PARA LA MANUFACTURA DE BOTELLAS O BOMBONAS DE ALUMINIO, EN ESPECIAL PARA ALMACENAR GASES.
(01/02/1976). Solicitante/s: AMADO,JUAN JOSE.
Resumen no disponible.
PROCEDIMIENTO PARA CONFORMACION DE CAPSULAS METALICAS.
(16/01/1976). Solicitante/s: NAKATA,KATSUHIDE.
Resumen no disponible.
UN METODO DE FABRICAR UN RECIPIENTE DE DOBLE PARED.
(16/03/1975). Solicitante/s: FAIREY STAINLESS LTD.
Resumen no disponible.
UN PROCEDIMIENTO DE FABRICACION DE DEPOSITOS O ANALOGOS.
(16/04/1969). Solicitante/s: RODRIGUES Y NAVALS DE LA CIOTAT,E.G.D.Y CH.
Resumen no disponible.
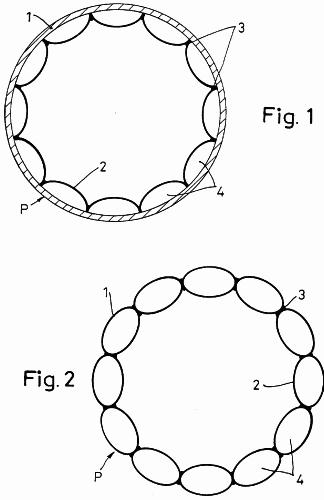
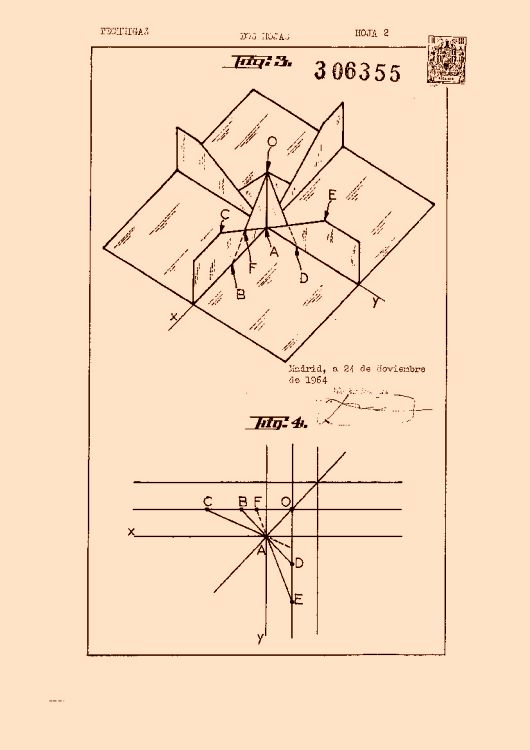
DISPOSITIVO PARA LA FORMACION DE PAREDES FLEXIBLES DE CISTERNAS Y SIMILARES.
(01/03/1965). Ver ilustración. Solicitante/s: TECHNIGAZ.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}