CIP-2021 : B21K 1/30 : de ruedas dentadas.
CIP-2021 › B › B21 › B21K › B21K 1/00 › B21K 1/30[2] › de ruedas dentadas.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21K 1/00 hasta B21K 25/00: Fabricación de piezas especiales por forjado, prensado o martillado; Equipo correspondiente
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K).
B21K 1/00 Fabricación de elementos de máquinas.
B21K 1/30 · · de ruedas dentadas.
CIP2021: Invenciones publicadas en esta sección.
Método para densificar y dimensionar un cuerpo sinterizado.
(19/02/2020) Método para comprimir y dimensionar un cuerpo sinterizado obtenido sinterizando una pieza compacta de un polvo metálico para densificar una superficie del cuerpo sinterizado, que comprende las siguientes etapas:
proporcionar una matriz de dimensionamiento que comprende:
un elemento de matriz para densificar la superficie del cuerpo sinterizado, teniendo dicho elemento de matriz:
una porción de sección decreciente proporcionada en una porción (13, 13A, 23, 23A) superior de dicho elemento de matriz; y
una porción recta proporcionada en una porción inferior de dicho elemento de matriz,
en el que
al menos una porción superior de la porción de sección decreciente está compuesta por un material que tiene un módulo de Young que es mayor que el módulo de Young de un material…
Método de fabricación de rueda dentada para transmisión de potencia.
(18/03/2019) La invención describe un método para fabricar una rueda dentada que comprende: obtener datos geométricos y de contorno iniciales; calcular una topología optimizada (1a) para una relación rigidez/masa máxima manteniendo un factor de seguridad (γ) objetivo; calcular una topología optimizada fabricable (1b) mediante la aproximación de cada elemento irregular de la topología optimizada (1a) a segmentos lineales de geometría regular; calcular una topología optimizada fabricable crecida (1c) haciendo crecer los segmentos lineales para obtener elementos crecidos; determinar si el factor de seguridad (γ) de los elementos crecidos coincide esencialmente con el factor de seguridad objetivo (γobj) y, en caso negativo, modificar el índice…
Método para producir dentados internos y externos en huecos cilíndricos de pared fina.
(01/11/2017) Procedimiento para la conformación en frío de perfiles de piezas cilíndricas huecas de pared delgada para la producción de estrías internas y externas en las partes huecas, con perfiles que sustancialmente se extienden en paralelo al eje longitudinal (A) de la parte hueca , caracterizado porque:
- el elemento hueco se coloca para el mecanizado en un mandril perfilado, que está dispuesto a modo desplazable con relación a la herramienta de perfilado a lo largo del eje longitudinal (A),
- Al menos una herramienta de perfilado conectada operativamente a un accionamiento excéntrico es llevada desde el exterior radialmente respecto al eje longitudinal (A) de la parte hueca a actuar 10 impactando golpes sobre la parte hueca .
- la herramienta de perfilado…
Procedimiento para mecanizar una pieza funcional.
(20/09/2017) Procedimiento para mecanizar una pieza funcional , que se extiende en una dirección longitudinal y una superficie envolvente , que rodea un eje central longitudinal de la pieza funcional que discurre en la dirección longitudinal, y una superficie frontal que delimita la pieza funcional en un extremo libre en dirección axial, en donde se aprieta un troquel que puede trasladarse en la dirección longitudinal de la pieza funcional sobre la superficie frontal de la pieza funcional , mientras que la pieza funcional se encuentra primero al menos a lo largo de un tramo parcial que se conecta a su extremo libre de su extensión longitudinal en una cavidad de una herramienta , la cual está delimitada en dirección radial,…
Método de procesamiento de ampliación de una pieza de trabajo.
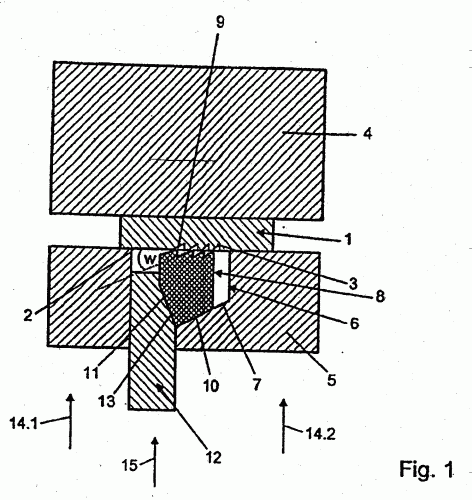
(11/05/2016). Solicitante/s: NETUREN CO., LTD.. Inventor/es: OKABE,NAGATOSHI, YAMASHITA,EIJI.
Un método de ampliación para generar una deformación de ampliación plástica de una superficie exterior de una pieza de trabajo hecha de un material plásticamente deformable, en el que la pieza de trabajo (W) incluye un eje y un área destinada a una ampliación no restringida en la superficie exterior de la misma, comprendiendo el método:
sujetar la pieza de trabajo (W) y
aplicar, en una dirección transversal que intersecta el eje, energía alterna que deforma la pieza de trabajo dentro de un límite elástico de la misma mientras se aplica energía de compresión que produce, en la pieza de trabajo, una tensión de compresión igual o mayor que una resistencia de rotura inicial de la pieza de trabajo (W) para aumentar la energía interna de la pieza de trabajo, en el que
la energía alterna deforma plásticamente y amplía el área destinada a la ampliación mientras se descompone/disipa y consume una porción de la energía interna aumentada por la energía de compresión.
PDF original: ES-2586177_T3.pdf
Procedimiento para la fabricación de un dispositivo de sincronización para una caja de cambios.
(09/04/2014) Procedimiento para la fabricación de un componente de un dispositivo de sincronización para una caja de cambios, especialmente de un anillo de sincronización , siendo conformada una rodaja, fabricada en metal, en varios pasos de conformación, siendo al menos uno de los pasos de conformación un paso de conformación en caliente, caracterizado por que en el paso de conformación la rodaja es calentada parcialmente mediante láser o inducción, exclusivamente en una sección de conformado, hasta una temperatura de más de 600 ºC, y a continuación es conformada en la sección de conformado parcialmente calentada, siendo…
(23/01/2014). Ver ilustración. Solicitante/s: YIELD FORCE, S.L. Inventor/es: YIELD FORCE,S.L.
Comprende un primer cuerpo y un segundo cuerpo , al menos uno de ellos móvil en sentido axial, en la que el primer cuerpo comprende alojado un tercer cuerpo con capacidad de movimiento rotatorio controlado, y porque el segundo cuerpo comprende un quinto cuerpo también giratorio; los movimientos rotatorios del tercer cuerpo y del quinto cuerpo y los desplazamientos axiales del primer cuerpo y del segundo cuerpo son independientes entre sí.
METODO Y APARATO DE FABRICACION DE ENGRANAJES DE EMBRAGUE.
(25/05/2010) Un aparato de fabricación de engranaje de embrague para fabricar un engranaje de embrague (W) usado para un sincronizador multicono, incluyendo el aparato:
un troquel que permite disponer un producto primario de engranaje de embrague (Wb) como un producto intermedio del engranaje de embrague (W), que en una superficie periférica exterior del producto primario de engranaje de embrague (Wb) tiene dientes acanalados rectos con chaflanes (1a) en un extremo, en el troquel de modo que los chaflanes (1a) miren a un lado superior en una dirección vertical, incluyendo dicho troquel una cuchilla (16a) compuesta de salientes (16b) y ranuras interiores (16c) capaces de formar ahusamientos inversos (1b) en los dientes acanalados ;
un punzón desplazable en el troquel y siendo capaz…
METODO DE FABRICACION DE UNA RUEDA DENTADA.
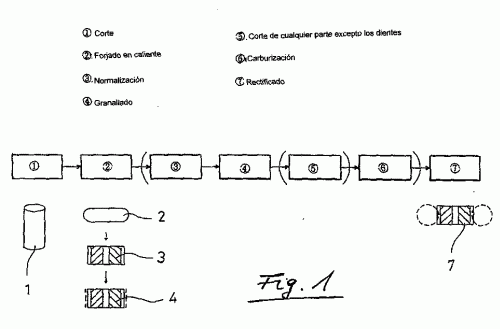
(16/04/2006). Ver ilustración. Solicitante/s: O-OKA CORPORATION. Inventor/es: SHIMOMURA, MITSUHIKO.
Un método de fabricación de una rueda dentada recta o helicoidal, que comprende las siguientes operaciones: - una operación de forjado en caliente para obtener una forma con dientes ; y - una operación de rectificado para rectificar los dientes de la forma , caracterizado porque la forma se configura de manera que tenga una superficie curvada (R) en la que se forma una esquina a lo largo de una traza del flanco de un diente, porque se incrementa gradualmente la superficie de contacto de una muela abrasiva con la superficie curvada (R), y porque los dientes se cortan profundamente, de una vez, mediante la muela abrasiva.
(01/03/2006) Piñón de dirección producido mediante conformación en frío o caliente listo para engranar como conexión de acoplamiento de una pieza entre el árbol de dirección y la cremallera de un dispositivo de dirección en un vehículo automotor, siendo que el piñón de dirección comprende una sección dentada cilíndrica con un dentado helicoidal en su lado externo y una sección de eje cilíndrico contiguo con este en forma coaxial cuyo diámetro es mayor que aquel de la sección dentada y su sección terminal tiene una cavidad de arrastre para el acoplamiento del árbol de dirección , y siendo que una región de transición está prevista entre el círculo de pie del dentado helicoidal y la sección…
PROCEDIMIENTO PARA LA FABRICACION PULVIMETALURGICA DE UN CUERPO DE ACOPLAMIENTO.
(16/06/2005) Procedimiento para la fabricación pulvimetalúrgica de un cuerpo de acoplamiento con una corona de dientes de acoplamiento, cuyos flancos emergentes son destalonados por superficies frontales cuneiformes, en el que una briqueta con dientes de acoplamiento que presentan superficies frontales cuneiformes, pero flancos paralelos al eje, se prensa a partir de un polvo de sinterizar y se sinteriza en una pieza bruta, cuyos dientes de acoplamiento son sometidos, para la formación de los destalonados de los flancos de una conformación para el prensado axial entre dos herramientas de moldeo , por una parte para las superficies frontales…
PROCEDIMINETO PARA MECANIZACION DE UNA PIEZA Y EL CORRESPONDIENTE DISPOSITIVO.
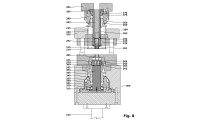
(01/11/2004). Ver ilustración. Solicitante/s: FEINTOOL INTERNATIONAL HOLDING AG. Inventor/es: SCHWAB, MARTIN, KUNZ, OTTO.
Procedimiento para la producción de una pieza de trabajo mantenida con una fuerza de apretadura entre una sufridera y una guía , de tal modo que un perfil o bien un engranaje de precisión es moldeado en una superficie de una pieza de trabajo por medio de una pieza moldeada , caracterizado en que, la pieza moldeada es conducida en ángulo agudo (w) en la dirección de la fuerza de apretadura , o con un movimiento de giro o empuje contra la superficie de la pieza de trabajo.
METODO PARA LA FABRICACION DE UNA RUEDA DE CADENA CON UN ENGRANAJE DE GARRAS.
(16/10/2004). Solicitante/s: O-OKA CORPORATION. Inventor/es: SHIMOMURA, MITSUHIKO.
Un método para la fabricación de una ruda de cadena con un engranaje de garras, que comprende un engranaje de garras y una rueda de cadena coaxial que se forma íntegramente mediante las operaciones siguientes: - una primera operación (A-B) de recalcado por un procedimiento de forja en caliente, formando así una pieza bruta (B) que tenga una forma que comprenda la rueda de cadena (2a) y el engranaje de garras (1a); y - una segunda operación (B-C) para aumentar la precisión de los respectivos perfiles de diente del engranaje de garras y de la rueda de cadena , colocando la pieza bruta (B) en un aparato de forja en frío y laminando la pieza bruta (B) en el aparato de forja en frío para dar lugar a la pieza final (C).
PROCEDIMIENTO PARA LA FABRICACION DE UN PIÑON DE CAMBIO DE VELOCIDADES, DISPOSITIVO PARA LA PUESTA EN PRACTICA DE ESTE PROCEDIMIENTO Y PIÑON DE CAMBIO DE VELOCIDADES REALIZADO SEGUN ESTE PROCEDIMIENTO.
(01/08/2002). Solicitante/s: HIRSCHVOGEL UMFORMTECHNIK GMBH GESENKSCHMIEDE UND PRESSWERK HEINRICH SCHMID MASCHINEN UND WERKZEUGBAU AG. Inventor/es: MILLER, OSKAR, KETTNER, PETER, NIGELE, HUBERT, HIRSCHVOGEL, MANFRED, GIGER, ALBIN, HONEGGER, HANS-RUEDI.
La invención se refiere a un procedimiento para la fabricación de un piñón de cambio de velocidades que comprende dientes de cambio de velocidades dispuestos coaxialmente y axialmente en voladizo, los cuales presentan una contra-despulla axial. Con este fin, una preforma de piñón de cambio de velocidades provista de dientes preformados y una herramienta de formación dotada de cavidades que corresponden a los dientes se engranan y se les proporciona un movimiento circular oscilante uno respecto de otro. La invención se refiere también a un dispositivo para la puesta en práctica de este procedimiento y un piñón de cambio de velocidades que puede realizarse con este procedimiento. Este piñón se caracteriza porque los flancos de los dientes presentan una configuración cóncava a la terminación del procedimiento de fabricación, lo que desemboca en una contra-despulla.
METODO DE FORMACION DE RUEDAS DENTADAS Y PRODUCTO FORMADO POR EL MISMO.
(01/08/2002) UN PROCEDIMIENTO PARA CONFORMAR UNA RUEDA DENTADA, QUE CONSISTE EN LAS ETAPAS DE: PROPORCIONAR UNA PLANCHA CIRCULAR DE CHAPA METALICA DE GROSOR UNIFORME, CONFORMAR EN FRIO SU PARTE PERIFERICA EXTERIOR EN UN BORDE REFORZADO DE CONFIGURACION UNIFORME CON SECCION TRANSVERSAL GENERALMENTE RECTANGULAR, TENIENDO UNA PERIFERIA EXTERIOR QUE NO EXCEDA A LA PERIFERIA EXTERIOR DE LA RUEDA DENTADA A CONFORMAR, EN APROXIMADAMENTE EL DOS POR CIENTO, UNA DIMENSION RADIAL POR LO MENOS 2.0 MM MAYOR QUE LA ALTURA DE DIENTE DE LA RUEDA DENTADA A CONFORMAR, Y UNA DIMENSION AXIAL POR LO MENOS DOS VECES EL GROSOR UNIFORME DE DICHA PLANCHA, CONSISTIENDO LA CONFORMACION EN FRIO, EN MOVER PROGRESIVAMENTE UNA PARTE…
PROCEDIMIENTO PARA LAMINAR RUEDAS CONICAS EN UNA MAQUINA DE LAMINACION POR ESTAMPA EN SENTIDO AXIAL Y DISPOSICION DE HERRAMIENTAS PARA SU REALIZACION.
(01/03/2002) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA CILINDRADO ANULAR DE DIENTES DE ENGRANAJES CONICOS, CON PREFERENCIA ENGRANAJES CONICOS CON DENTADO HIPOIDEO, EN UNA MATRIZ CERRADA, EN DONDE SE HACE USO DE UNA PIEZA EN BRUTO PREVIAMENTE TRATADA, DE LA QUE EN LA PARTE EXTERIOR DE LA ZONA DE PERFILADO DE LAS HERRAMIENTAS PERFILADAS LA DISPOSICION CORRESPONDE YA SUSTANCIALMENTE AL PERFIL DE ACABADO. EL CONTORNO A SER PERFILADO ESTA DENTADO ANTES DEL CILINDRADO, LA HERRAMIENTA DE PERFILADO CONJUNTAMENTE CON AL MENOS UN DISPOSITIVO DE CIERRE ROTATIVO, CON EL QUE FORMA UN ESPACIO CERRADO CON RESPECTO AL CONTORNO CALENTADO…
PROCEDIMIENTO DE EXTRUSION EN FRIO PARA EL CONFORMADO DE UN ENGRANAJE CONICO DE UNA SOLA PIEZA CON UN EJE DE ROTACION, Y ENGRANAJE OBTENIDO MEDIANTE DICHO PROCEDIMIENTO.
(01/09/2001). Solicitante/s: LEONARDO S.R.L.. Inventor/es: CATTANEO, CARLO.
LA INVENCION SUMINISTRA UN METODO Y UN MOLDE PARA FORMAR, MEDIANTE EXTRUSION EN FRIO DE UNA PIEZA DE METAL, UN ENGRANAJE BISELADO DE PEQUEÑAS DIMENSIONES INTEGRAL CON UN EJE DE ROTACION QUE SE EXTIENDE DESDE LAS RAICES DE LOS DIENTES DEL ENGRANAJE.
PROCEDIMIENTO DE FORJA EN FRIO PARA LA FABRICACION DE BUJES DE EMBRAGUE PARA VEHICULOS AUTOMOVILES.
(16/05/2001) Procedimiento de forja en frío para la fabricación de bujes de embrague para vehículos automóviles que proporciona bujes de embrague de alta precisión y permite la permanencia de la fibra de metal estirado en los bujes obtenidos, lo que confiere a los bujes una alta duración, utilizándose particularmente para conformar bujes de embrague que tengan una configuración de dientes asimétricos y taladros de montaje de los muelles de torsión asimétricos, cortándose en el procedimiento una barra estirada en varias piezas a trabajar que se estampan primariamente por una matriz primaria, con lo que son conformadas primariamente, colocándose la pieza conformada primariamente en una matriz secundaria y punzonándose mediante un punzón de formación…
PROCEDIMIENTO PARA LA FABRICACION DE PIEZAS DE TRANSMISION CON DENTADO ESPECIAL, EN PARTICULAR DENTADO DE SINCRONIZACION.
(16/10/2000). Solicitante/s: FEINSTANZ AG. Inventor/es: BERNET, ALOIS.
LA PARTE CONSTRUCTIVA DE ENGRANAJES, AQUI ANILLO DE SINCRONIZACION CON DENTADO PARA LA CAJA DE CAMBIOS DE UN AUTOMOVIL, SE ELABORA DE TAL MODO, QUE ES PORTADA HACIA EL EXTERIOR SOBRE UNA MAQUINA DE CORTE FINO A PARTIR DE UNA TIRA DE MATERIAL, MEDIANTE CONFORMACION AL MISMO TIEMPO DE UN DENTADO A BASE DE SALIENTES RADIALES, AL MENOS APROXIMADAMENTE DE FORMA CUADRANGULAR, DETERMINADOS PARA LAS ACUÑACIONES DE LOS DIENTES CON UNA RELACION PREVIAMENTE DADA DE LA ALTURA DEL DIENTE CON RESPECTO A LA ANCHURA MAS REDUCIDA DE LOS DIENTES. A CONTINUACION SE CONFORMAN LAS ACUÑACIONES EN EL PROCESO DE ACUÑACION PARA LA OBTENCION DE LOS DIENTES CON FORMA DE TECHO Y CORTE POSTERIOR. CON ELLO PUEDE SER SEPARADO EL EXCESO DE MATERIAL GENERADO DURANTE EL PROCESO DE ACUÑACION O DE FORMA RESPECTIVA ELIMINADO POR MEDIO DE UNA HERRAMIENTA DE ESTAMPACION. A CONTINUACION SE DESBARBAN LOS DIENTES EN UN PROCESO DE ESMERILLADO Y LOS CANTOS SON AL MENOS PARCIALMENTE REDONDEADOS.
METODO Y APARATO PARA PRODUCIR UN SEGMENTO DE RUEDA DENTADA, FORJADO,ACABADO.
(01/05/1999) UN SEGMENTO FINALIZADO DE RUEDA CATALINA DENTADA SE FORJA EN UNA CAVIDAD DE UN PRIMER MOLDE MEDIANTE UN SEGUNDO MOLDE QUE TIENE UNA PARTE SOBRESALIENTE QUE SE EXTIENDE AL INTERIOR DE LA CAVIDAD . EL SEGMENTO DE RUEDA DENTADA TIENE UN PRIMER Y UN SEGUNDO TACO DE REFERENCIA, SEPARADO FORMADOS EN UNA PRIMERA SUPERFICIE CURVA DE UN REBORDE DE LA RUEDA CATALINA QUE SITUA EL SEGMENTO DE LA RUEDA CATALINA SOBRE UN EJE . EL PRIMER Y EL SEGUNDO TACO DE REFERENCIA Y UNA PRIMERA Y UNA SEGUNDA ABERTURA SE SITUAN EN RELACION ENTRE ELLOS DE MANERA QUE LA DISTORSION DEL SEGMENTO DE LA RUEDA CATALINA DURANTE EL TRATAMIENTO DE CALOR FINAL NO AFECTE A LA POSICION RELATIVA. COMO RESULTADO, LAS ABERTURAS EN EL EJE Y EN EL SEGMENTO…
METODO PARA LA PRODUCCION DE FORJADO DE ENGRANAJES CIRCULARES.
(16/03/1995). Solicitante/s: EATON CORPORATION. Inventor/es: SABROFF, ALVIN MORTON, DOUGLAS, JAMES RICHARD.
SE PROVEE UN METODO PARA LA PRODUCCION DE FORJADO DE ENGRANAJES DE FORMA CIRCULAR, INCLUYENDO LOS PASOS DE PREPARACION DE AROS CIRCULARES PARA EL FORJADO, DE FORMA SUSTANCIALMENTE TOROIDAL ALLANADO DE LOS AROS PREPARADOS EN AROS DE FORJADO PLANO TENIENDO PAREDES GENERALMENTE RECTANGULARES Y EL CITADO FORJADO DE PRECISION DE ENGRANAJES.FIG 4.
METODO PARA PRODUCIR UN GRUPO DE PROFORMAS DE ANILLOS FORJADOS Y TROQUEL PARA EL FORJADO DE LOS MISMOS.
(01/01/1994). Solicitante/s: EATON CORPORATION. Inventor/es: DOUGLAS, JAMES RICHARD.
SE PRESENTA UN METODO (FIG. 4 Y 4A) PARA TRANSFORMAR PROFORMAS DE ANILLO DE UNA CONFIGURACION SUBSTANCIALMENTE TOROIDAL PARA RODILLOS DE ANILLO EN ANILLOS HUECOS DE FORJADO CON PAREDES DE FORMA SUBSTANCIALMENTE RECTANGULAR PARA SER FORJADOS CON PRECISION EN FORJADOS DE ANGRANAJE DE ANILLO DE MALLA CERRADA PARA ENGRANAJES DE ANILLO DE EJE MOTRIZ PESADO. EL METODO, Y EL TROQUEL DE FORJADO DE LA PROFORMA USADO EN EL MISMO, PERMITE UNA SERIE DE PROFORMAS QUE TIENEN ENTRE EL 80 Y EL 100% DEL VOLUMEN DE LA PARTE DE LA CAVIDAD TOROIDAL DEL TROQUEL DE LA PROFORMA A SER FORJADA UTILIZANDO UN TROQUEL COMUN.
PROCESO PARA LA REALIZACION DE PIÑONES CUYO BORDE DE ATAQUE DE LOS DIENTES FORMA UN ANGULO DE ARISTA VIVA.
(01/01/1993). Solicitante/s: REGIE NATIONALE DES USINES RENAULT GARCONNET, MICHEL JEAN. Inventor/es: GARCONNET, MICHEL JEAN.
PROCESO CARACTERIZADO EN QUE SE REALIZA UN DESBASTE DE PIÑON, SE SOMETEN LOS DIENTE DE ESTE DESBASTE A UNA PRIMERA OPERACION DE MATRIZADO QUE TIENE COMO EFECTO FORMAR, SOBRE ESTE BORDE DE ATAQUE UNA PRIMERA CARA INCLINADA RESPECTO DEL EJE X-X DEL DIENTE, SIENDO ESTA PRIMERA CARA SECANTE DEL PLANO MEDIANO DEL DIENTE A OBTENER, SE SOMETEN LOS DIENTES A UNA SEGUNDA OPERACION DE MATRIZADO QUE TIENE COMO EFECTO FORMAR, SOBRE ESTE BORDE DE ATAQUE, UNA SEGUNDA CARA INCLINADA RESPECTO DEL EJE Y OPUESTA RESPECTO DE LA PRIMERA, SIENDO ESTA SEGUNDA CARA SECANTE DEL PLANO MEDIANO DEL DIENTE A OBTENER Y SE SOMETEN LOS DIENTES POR FIN A UNA TERCERA OPERACION DE MATRIZADO QUE ACTUA SIMULTANEAMENTE SOBRE LA PRIMERA Y LA SEGUNDA CARA ASI FORMADAS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA CREMALLERA.
(01/03/1984). Solicitante/s: ZAHNRADFABRIK FRIEDRICHSHAFEN AG.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA CREMALLERA, ESPECIALMENTE UNA CREMALLERA CON TRANSMISION ALTERABLE, PRESENTANDO LOS DIENTES EN SU ZONA CENTRAL OTRA FORMA DE PERFIL QUE EN LAS PARTES EXTERIORES.EL DISPOSITIVO CONTRA DE UNA PRENSA DE BALANCEO QUE COMPRENDE UN MONTANTE DE MAQUINA CONSTITUIDO POR UNA O VARIAS PIEZAS; DE UNA ESTAMPA SUPERIOR SUJETADA EN UNA CAMPANA ALOJADA DE FORMA GIRATORIA EN UN SOPORTE DE CAMPANA UNIDO AL MONTANTE DE LA MAQUINA ; DE UNA ESTAMPA INFERIOR QUE CONSTITUYE LA FORMA NEGATIVA PARA LA PARTE INFERIORDE LA CREMALLERA A FABRICAR ; Y DE UN CONJUNTO DE RUEDAS MOTRICES QUE PERMITEN CONSEGUIR A VOLUNTAD VELOCIDADES Y DIRECCIONES DE GIRO.
PERFECCIONAMIENTOS EN LOS APARATOS PARA CONSTITUIR ESTRIAS HELICOIDALES EN UN MANGUITO.
(01/11/1975). Solicitante/s: JOSEPH LUCAS (INDUSTRIES) LIMITED.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}