CIP-2021 : B21D 53/90 : de cajas para ejes.
CIP-2021 › B › B21 › B21D › B21D 53/00 › B21D 53/90[2] › de cajas para ejes.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L).
B21D 53/90 · · de cajas para ejes.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO PARA EL PRESADO EN FRÍO DE UNA PLANCHA DE METAL SIN ARRUGAMIENTO, PARA FABRICAR UN ALOJAMIENTO DE EJE.
(14/06/2011) Procedimiento para la fabricación de una mitad de alojamiento de eje destinada a formar parte de un alojamiento de eje para un conjunto de eje trasero de un vehículo, empezando a partir de una plancha de metal , en el que el objeto se forma mediante prensado en frío de la plancha de metal , caracterizado porque el prensado en frío de la plancha de metal está precedido por la provisión de unas hendiduras en por lo menos algunas de las partes de la plancha de metal en las que aparecen las tensiones de compresión como resultado del prensado en frío, estando adaptadas dichas hendiduras de modo que las tensiones de compresión que aparecen en estas partes de la plancha de metal como resultado del prensado en frío de la plancha de metal causan un engrosamiento local de la plancha de metal en una zona alrededor…
PROCEDIMIENTO PARA LA FABRICACION DE UN CONJUNTO DE CAJA DE PUENTE TRASERO.
(16/07/2007). Ver ilustración. Solicitante/s: ARVIN TECHNOLOGIES. Inventor/es: MELTON,PATRICK B, MCKENZIE,JACK R.
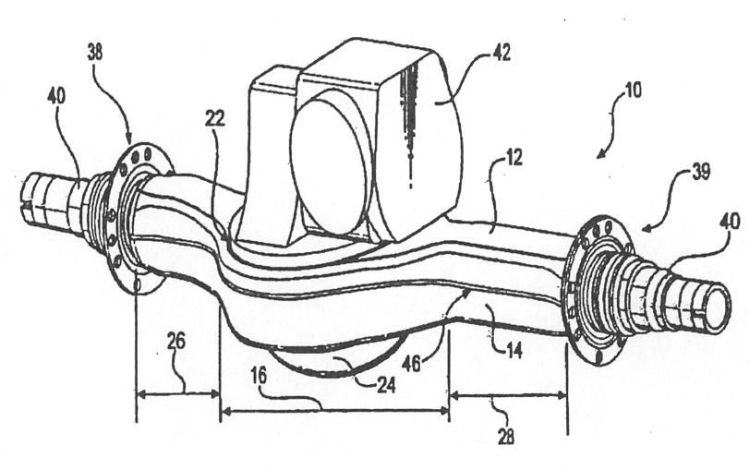
Procedimiento para la fabricación de un conjunto de caja de puente trasero, que incluye una caja superior y una caja inferior unidas para formar una cámara para un conjunto de engranaje diferencial. El procedimiento comprende fabricar las cajas superior e inferior mediante las etapas de formar la caja superior a partir de una primera chapa de material y formar la caja inferior a partir de una segunda chapa de material. La caja superior incluye una abertura para el conjunto de engranaje diferencial y la caja inferior incluye una porción de copa dispuesta en posición opuesta a la abertura. Las cajas superior e inferior se unen mediante soldadura para formar así la caja de puente trasero. La caja inferior incluye porciones de patilla que forman una sola estructura unificada con la porción de copa para mejorar la rigidez estructural del conjunto y simplificar su montaje.
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO DE EJE DE UNA SOLA PIEZA.
(01/05/2005). Ver ilustración. Solicitante/s: BPW BERGISCHE ACHSEN KOMMANDITGESELLSCHAFT. Inventor/es: KLEVER, MANFRED.
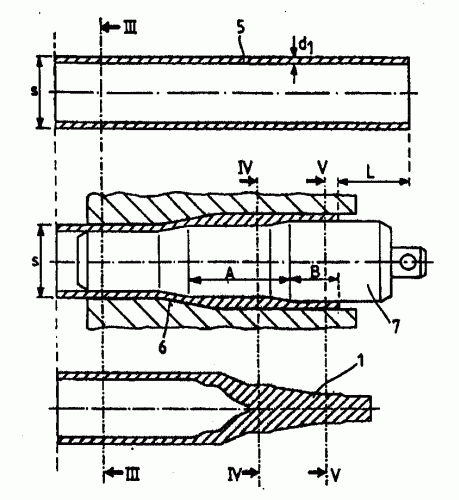
EN UN PROCEDIMIENTO PARA LA FABRICACION DE UN ELEMENTO DE EJE DE UNA SOLA PIEZA PARTIENDO DE UN TUBO DE EJE , SE REDUCE EL TUBO DEL EJE EN LA ZONA DE LA MANGUETA QUE SE TRATA DE OBTENER, POR CONFORMADO MECANICO HASTA EL DIAMETRO DE LA MANGUETA . PARA OBTENER UN ELEMENTO DE EJE CON UNA RELACION OPTIMA ENTRE PESO Y RESISTENCIA, SE PROCEDE CONFORME A LAS FASES SIGUIENTES: A)AMARRAR EL TUBO DE EJE EN UN ALOJAMIENTO DE PIEZA QUE SOPORTE POR LO MENOS ESFUERZOS DE COMPRESION AXIALES, B)RECALCAR EL TUBO DEL EJE POR EFECTO AXIAL DE COMPRESION EN LA ZONA DE LA MANGUETA QUE SE TRATA DE OBTENER, INCREMENTANDO AL MISMO TIEMPO EL ESPESOR DE PARED (D2, D3) EN LA ZONA RECALCADA (A, B) EN COMPARACION CON EL ESPESOR DE PARED RESTANTE (D1) DEL TUBO DEL EJE . C)FORJADO RADIAL DE LA ZONA RECALCADA (A, B), REDUCIENDO DE ESTA MANERA EL DIAMETRO DEL TUBO HASTA EL DIAMETRO DESEADO DE LA MANGUETA.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PERFILES HUECOS ABOMBADOS.
(16/06/2003). Ver ilustración. Solicitante/s: DAIMLERCHRYSLER AG. Inventor/es: HULSBERG, THOMAS, PUNJER, RALF.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UN EQUIPO PARA FABRICAR PERFILES HUECOS ABOMBADOS. PARA ELLO EL PERFIL HUECO SE SOMETE A LA ACCION DE CONFORMADORES DE ALTA PRESION INTERIOR EN ABOCARDADO CON INMERSION Y PASA DE UNA FORMA TUBULAR DE PARTIDA MAS LARGA, DELGADA Y LINEAL A UNA FORMA FINAL ABOMBADA MAS CORTA. CON EL FIN DE SIMPLIFICAR EL PROCESO DE FABRICACION DE UN PERFIL HUECO CON UN ABOMBAMIENTO Y UN ALTO GRADO DE CONFORMACION, EN LA INVENCION SE PROPONE QUE ANTES DE LA CONFORMACION CON ALTA PRESION INTERIOR EL PERFIL HUECO SE APLANE EN LA ZONA EN QUE SE VA A CONFORMAR EL ABOMBAMIENTO Y QUE A CONTINUACION, CON MANTENIMIENTO DEL APLANADO, TENGA LUGAR EN ESA POSICION LA CONFORMACION A ALTA PRESION INTERIOR DEL PERIMETRO RESTANTE DEL PERFIL HUECO.
EJE TRASERO DE AUTOMOVIL SOLDADO.
(16/11/1997). Solicitante/s: ADAM OPEL AG. Inventor/es: SCHMIDT, RUDOLF.
SE TRATA DE UN EJE TRASERO DE AUTOMOVIL SOLDADO, COMPUESTO AL MENOS POR UN CUERPO BASICO ELASTICO QUE PUEDE SER ANCLADO EN LA CAJA DEL VEHICULO Y CON SOPORTES DE RUEDAS SOLADOS AL CUERPO BASICO, ASI COMO CON RECEPCIONES (12 HASTA 17) PREVISTAS EN EL CUERPO BASICO PARA OTROS ELEMENTOS COMPONENTES QUE DETERMINAN EL MOVIMIENTO DEL EJE, COMO PATILLA, MANILLAR, AMORTIGUADOR O RESORTES. EL CUERPO BASICO ES UN CUERPO HUECO TRANSFORMADO EN UNA CONFORMACION FINAL POR MEDIO DE UN PROCEDIMIENTO DE CONFORMACION DE PRESION HUECA INTERNA HIDRAULICA CON GEOMETRIA DE SECCION TRANSVERSAL Y RESISTENCIA NO CONSTANTES.
PROCEDIMIENTO Y DISPOSITIVO PARA EL ABOCINAMIENTO HIDRAULICO DE PERFILES HUECOS EN FORMA DE TUBO.
(01/10/1994). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: JANSSEN, MANFRED, STIEHLE, FRIEDRICH, VOGT, GERD.
LA INVENCION CONSISTE EN UN PROCEDIMIENTO Y UN DISPOSITIVO PARA EL ABOCINAMIENTO HIDRAULICO LOCAL O POR SEGMENTOS DE PERFILES HUECOS EN FORMA DE TUBO, A LOS QUE TRAS EL TAPONAMIENTO DE LOS EXTREMOS ABIERTOS SE FUERZA A UNA PRESION INTERNA HIDRAULICA Y EL MATERIAL DEL EXTREMO ABOCINADO ES PRESIONADO CONTRA EL PERFIL HUECO DEL APUNTALADO QUE LO RODEA. PARA LA MEJORA DE TAL PROCEDIMIENTO Y DE DICHO DISPOSITIVO, RENUNCIANDO A UN ADICIONAL, O MEJOR DICHO, UN ABOCINAMIENTO COMPLEMENTARIO MECANICO, PARA QUE SE PUEDA OBTENER UN GRADO DE TRANSFORMACION DE MAS DE UN 15% SIN DAÑOS MATERIALES, SE PROPONE QUE TRAS SOBREPASAR EL LIMITE DE ESTRICCION DEL MATERIAL, SE MUEVA HACIA AFUERA EL APUNTALADO DE FORMA CONTINUA Y SEA CONTROLADO EL TIEMPO NECESARIO POR LA INSTALACION PERMANENTE DEL MATERIAL EN EL APUNTALADO Y EL MANTENIMIENTO DE LA PRESION INTERIOR CONSEGUIDA PARA LA FLUENCIA CONTINUA DEL ACERO HASTA QUE SE CONSIGA LA POSICION FINAL PRECALCULADA.
MEJORAS INTRODUCIDAS EN LA CONSTRUCCION DE CARTERES-PUENTE PARA DIFERENCIALES DE VEHICULOS.
(01/08/1983). Solicitante/s: SOCIEDAD ANONIMA DE PLACENCIA DE LAS ARMAS.
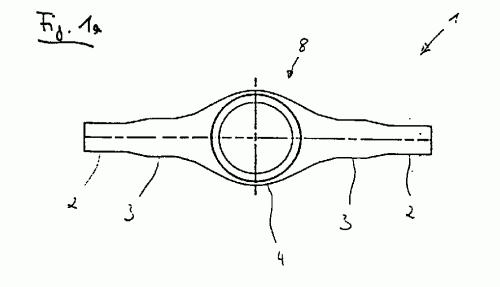
CONSTRUCCION DE CARTERES-PUENTE PARA DIFERENCIALES DE VEHICULOS. SE UTILIZA SOLAMENTE UNA CHAPA PLANA EN LA QUE SE PRODUCE, POR EJEMPLO MEDIANTE UNA PRENSA, EL CORTE QUE DETERMINA LA SILUETA DEL DESARROLLO DEL CARTER-PUENTE Y DOTANDOLA DE UN AMPLIO ORIFICIO ELIPSOIDAL. A CONTINUACION SE EMBUTE EN PRENSA PARA DAR A LA CHAPA UNA MORFOLOGIA ACANALADA EN SENTIDO LONGITUDINAL AL MISMO TIEMPO QUE SE EXPANDE O ENSANCHA RESPECTO A LOS DOS ZONAS ACANALADAS OPUESTAS, LA PORCION CENTRAL DE LA CHAPA QUE INCORPORA EL ORIFICIO EL CUAL SE TRANSFORMA TENDIENDO A UN CIRCULO. FINALMENTE SE PRACTICAN ESCOTADURAS PERIMETRALES Y SE ACERCAN LAS ALAS DE LOS CANALES.
PROCEDIMIENTO PARA LA FABRICACION EN SERIE DE UN TUBO DE ENVOLVENTE.
(01/10/1980). Solicitante/s: BENTELER-WERKE AG.
Procedimiento para la fabricación en serie de un tubo de envolvente en lo esencial cilíndrico circular para el alojamiento de un árbol de dirección apoyado de manera capaz de girar en el interior de aquél repleglable en si mismo telescópicamente en sentido axial en el caso de accidente por choque, de una columna de dirección de seguridad para vehículos automóviles, en cuyo extremo orientado hacia el recinto de pasajeros está fijado el volante de dirección y en cuyo extremo opuesto está fijado el mecanismo de dirección.
{kind=link}
{kind=link}
{kind=link}