PROCEDIMIENTO PARA EL PRESADO EN FRÍO DE UNA PLANCHA DE METAL SIN ARRUGAMIENTO, PARA FABRICAR UN ALOJAMIENTO DE EJE.
Procedimiento para la fabricación de una mitad de alojamiento de eje destinada a formar parte de un alojamiento de eje para un conjunto de eje trasero de un vehículo,
empezando a partir de una plancha de metal (10), en el que el objeto (40) se forma mediante prensado en frío de la plancha de metal (10), caracterizado porque el prensado en frío de la plancha de metal está precedido por la provisión de unas hendiduras (12) en por lo menos algunas de las partes (11) de la plancha de metal en las que aparecen las tensiones de compresión como resultado del prensado en frío, estando adaptadas dichas hendiduras (12) de modo que las tensiones de compresión que aparecen en estas partes (11) de la plancha de metal como resultado del prensado en frío de la plancha de metal (10) causan un engrosamiento local (22) de la plancha de metal en una zona alrededor del fondo (15) de las respectivas hendiduras (12) para evitar sustancialmente de ese modo el arrugamiento en estas partes (11) de la plancha de metal debido a dichas tensiones de compresión
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/SE2005/000790.
Solicitante: SCANIA CV AB (PUBL).
Nacionalidad solicitante: Suecia.
Dirección: UTY 151 87 SÖDERTÄLJE SUECIA.
Inventor/es: TANSKANEN,Michael.
Fecha de Publicación: .
Fecha Solicitud PCT: 27 de Mayo de 2005.
Clasificación Internacional de Patentes:
- B21D53/90 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de cajas para ejes.
Clasificación PCT:
- B21D53/90 B21D 53/00 […] › de cajas para ejes.
Clasificación antigua:
- B21D53/90 B21D 53/00 […] › de cajas para ejes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania.
PDF original: ES-2361199_T3.pdf
Fragmento de la descripción:
Campo de la invención y estado de la técnica
La presente invención se refiere a un procedimiento según el preámbulo de la reivindicación 1 para la fabricación de una mitad de alojamiento de eje destinada a formar parte de un alojamiento de eje para un conjunto de eje trasero de un vehículo (véase, por ejemplo el documento DE-A-2030086).
Un alojamiento de eje para un conjunto de eje trasero de un vehículo normalmente comprende dos mitades del alojamiento de eje soldadas juntas. Cada mitad del alojamiento de eje adopta la forma de un perfil con una sección transversal en forma de U. En la parte central del perfil tal como se observa en una vista lateral del perfil, el perfil se extiende en una protuberancia sustancialmente semicircular. Las mitades de alojamiento de eje, por ejemplo, pueden estar fabricadas mediante prensado en caliente de una plancha de metal adecuadamente cortada al tamaño tal como se describe, por ejemplo, en la patente US nº 2.674.783 A, en la que la plancha de metal es calentada a una temperatura muy alta antes de ser conformada mediante prensado entre un punzón y una matriz de una herramienta de conformación.
Otro ejemplo de un procedimiento de fabricación de un alojamiento de eje se representa en la patente US nº 2.370.641 A. Este documento enseña que los brazos del alojamiento de eje están fabricados a partir de material tubular, separados desde una sección central en forma de "banjo". Los brazos son los últimos soldados o, por el contrario, son fijados a la sección en forma de "banjo".
Para simplificar la fabricación de mitades de alojamiento de ejes y reducir el tiempo del proceso de fabricación, se ha producido un cambio hacia la fabricación de mitades de alojamiento de eje mediante prensado en frío de chapas de metal fabricadas de acero. Un problema en relación con este prensado en frío es que se produzca un arrugamiento en las partes de la plancha de metal, las cuales están sometidas a tensiones de compresión durante el prensado en frío. Las arrugas son causadas porque el acero es difícil de comprimir, lo cual conduce a tensiones de compresión que causan que la plancha de metal se arrugue en lugar de ser comprimida. Este arrugamiento se produce más específicamente en las partes de la plancha de metal las cuales, después del prensado en frío, constituyen los rebordes longitudinales de la protuberancia sustancialmente semicircular de las mitades del alojamiento de eje. Este problema de arrugamiento aumenta con la anchura creciente del área de la plancha de metal, en la cual están situadas estas partes propensas al arrugamiento. Un procedimiento, el cual ha sido utilizado para reducir este problema es por lo tanto fabricar la plancha de metal la cual va a ser prensada en frío para formar una mitad de alojamiento de eje tan estrecha como sea posible en el área de la plancha de metal en donde están situadas estas partes propensas al arrugamiento. Esto se ilustra en las figuras 1 y 2 que representan una plancha de metal 1 en su estado extendido, es decir, antes de ser comprimida en frío para formar una mitad de alojamiento de eje. Esta plancha de metal 1 ha estado sometida a corte o estampación para proporcionarle una forma básica adecuada para que sea conformada como una mitad de alojamiento de eje. El área 2 de la plancha de metal 1, la cual está sometida a las tensiones de compresión durante el prensado en frío, es decir, la parte media de la plancha de metal, ha estado fabricada, en este caso, tan estrecha como ha sido posible a fin de reducir el arrugamiento de la plancha de metal debido al prensado en frío. Como se ilustra en la figura 2, sin embargo, las arrugas en la mitad del alojamiento de eje 3 debidas al prensado en frío de la plancha de metal 1 no se pueden eliminar completamente mediante este procedimiento. El prensado en frío todavía produce unas arrugas 4 en los rebordes 5 anteriormente mencionados de la mitad del alojamiento de eje 3. La eliminación de estas arrugas comporta el mecanizado de las superficies laterales de estos rebordes, lo que lleva por lo tanto a unos costes de fabricación más elevados.
Objetivo de la invención
El objetivo de la presente invención es resolver el problema del arrugamiento anteriormente mencionado en el prensado en frío de planchas de metal y de ese modo, por ejemplo, posibilitar la fabricación de mitades de alojamiento de eje libres de arrugas sin tener que mecanizar las superficies laterales de las mitades de alojamiento de eje.
Sumario de la invención
Según la presente invención, dicho objetivo se alcanza por medio de un procedimiento que presenta las características indicadas en la reivindicación 1. Según la invención, antes del prensado en frío de la plancha de metal, están previstas unas hendiduras en las partes de la plancha de metal en las que aparecen las tensiones de compresión como resultado del prensado en frío y en donde el arrugamiento de la plancha de metal debido a las tensiones de compresión se tiene que evitar, estando adaptadas dichas hendiduras de modo que las tensiones de compresión que ocurren en estas partes de la plancha de metal como resultado del prensado en frío de la plancha de metal causan un engrosamiento local de la plancha de metal en una zona alrededor del fondo de las respectivas hendiduras en lugar de causar el arrugamiento de la plancha de metal. El arrugamiento anteriormente mencionado de la plancha de metal debido al prensado en frío se evita de ese modo. Las hendiduras concernientes son fáciles de proporcionar en la plancha de metal plana mediante estampación o corte.
Según una forma de realización preferida de la invención, dichas hendiduras y las zonas localmente engrosadas alrededor del fondo de las hendiduras se eliminan después del prensado en frío eliminando, preferentemente mediante corte, áreas de la plancha de metal alrededor de las respectivas hendiduras. El resultado es un modo simple de realizar un objeto, por ejemplo, una mitad de alojamiento de eje, el cual esté libre de arrugas y de engrosamientos.
Formas de realización preferidas adicionales de los procedimientos según la invención se indican mediante las reivindicaciones subordinadas y la descripción establecida a continuación en la presente memoria.
Breve descripción de los dibujos
La invención se describe con mayor detalle a continuación en la presente memoria a partir de los ejemplos de formas de realización haciendo referencia a los dibujos adjuntos, en los cuales:
la figura 1 representa una plancha de metal la cual de acuerdo con un procedimiento anteriormente conocido ha sido preparada para el prensado en frío para formar una mitad de alojamiento de eje,
la figura 2 representa parte de la mitad de alojamiento de eje fabricada por prensado en frío de la plancha de metal según la figura 1,
la figura 3 representa una plancha de metal, la cual de acuerdo con el procedimiento según la presente invención ha sido preparada para el prensado en frío,
la figura 4 representa un objeto fabricado mediante prensado en frío de la plancha de metal según la figura 3,
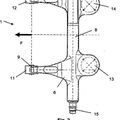
la figura 5 es una ilustración esquemática de una plancha de metal colocada entre un punzón y una matriz de una herramienta de prensado en frío antes del prensado en frío de la plancha de metal,
la figura 6 representa el punzón y la matriz según la figura 5 durante el prensado en frío de la plancha de metal,
la figura 7 representa una vista lateral de un objeto formado mediante el prensado en frío ilustrado en las figuras 5 y 6, y
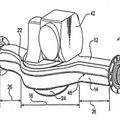
la figura 8 representa un eje de alojamiento para un conjunto de eje trasero que comprende dos mitades del alojamiento de eje fabricadas mediante un procedimiento según la invención.
Descripción detallada de las formas de realización preferidas
El procedimiento según la invención se ejemplifica a continuación en la presente memoria en una aplicación para la fabricación de una mitad de eje de alojamiento destinada a formar parte de un alojamiento de eje para un conjunto de eje trasero de un vehículo. Sin embargo, constituye sólo una de las muchas aplicaciones posibles para los procedimientos según la invención, los cuales por supuesto, también pueden ser utilizados para la fabricación de objetos con formas distintas de las que se ilustran en la presente memoria.
La figura 1 representa una vista en planta de una plancha de metal 10, por ejemplo, fabricada de acero, a la cual mediante corte o estampación se le ha proporcionado... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la fabricación de una mitad de alojamiento de eje destinada a formar parte de un alojamiento de eje para un conjunto de eje trasero de un vehículo, empezando a partir de una plancha de metal (10), en el que el objeto (40) se forma mediante prensado en frío de la plancha de metal (10), caracterizado porque el prensado en frío de la plancha de metal está precedido por la provisión de unas hendiduras (12) en por lo menos algunas de las partes (11) de la plancha de metal en las que aparecen las tensiones de compresión como resultado del prensado en frío, estando adaptadas dichas hendiduras (12) de modo que las tensiones de compresión que aparecen en estas partes (11) de la plancha de metal como resultado del prensado en frío de la plancha de metal (10) causan un engrosamiento local (22) de la plancha de metal en una zona alrededor del fondo (15) de las respectivas hendiduras
(12) para evitar sustancialmente de ese modo el arrugamiento en estas partes (11) de la plancha de metal debido a dichas tensiones de compresión.
2. Procedimiento según la reivindicación 1, caracterizado porque dichas hendiduras (12) se eliminan después del prensado en frío mediante la eliminación de las áreas de la plancha de metal alrededor de las respectivas hendiduras.
3. Procedimiento según la reivindicación 2, caracterizado porque las zonas de la plancha de metal las cuales presentan dichos engrosamientos locales (22) son sustancialmente eliminadas después del prensado en frío.
4. Procedimiento según la reivindicación 2 ó 3, caracterizado porque dicha eliminación se realiza mediante corte.
5. Procedimiento según cualquiera de las reivindicaciones 2 a 4, caracterizado porque por lo menos algunas de dichas hendiduras (12) están previstas en un área de la plancha de metal, la cual como resultado del prensado en frío está conformada para formar un reborde (21) del objeto (40).
6. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque las respectivas hendiduras (12) están dispuestas en un borde (14) de la plancha de metal, de tal modo que presentan una abertura
(13) enfrentada hacia el borde.
7. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque las respectivas hendiduras (12) están provistas de una profundidad, la cual es mayor que su anchura.
8. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque la forma de cada una de las respectivas hendiduras (12) está adaptada, de tal modo que su fondo (15) no se comprime completamente durante el prensado en frío.
9. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque las hendiduras (12) están dispuestas de modo que entre dos hendiduras adyacentes entre sí existe un área de la plancha (16) cuya anchura es por lo menos el doble del grosor de la plancha de metal (10).
10. Procedimiento según cualquiera de las reivindicaciones anteriores, caracterizado porque cada una de las respectivas hendiduras (12) está provista de un fondo redondeado (15).
Patentes similares o relacionadas:
 PROCEDIMIENTO PARA LA FABRICACION DE UN CONJUNTO DE CAJA DE PUENTE TRASERO, del 16 de Julio de 2007, de ARVIN TECHNOLOGIES: Procedimiento para la fabricación de un conjunto de caja de puente trasero, que incluye una caja superior y una caja inferior unidas para formar una cámara para un conjunto […]
PROCEDIMIENTO PARA LA FABRICACION DE UN CONJUNTO DE CAJA DE PUENTE TRASERO, del 16 de Julio de 2007, de ARVIN TECHNOLOGIES: Procedimiento para la fabricación de un conjunto de caja de puente trasero, que incluye una caja superior y una caja inferior unidas para formar una cámara para un conjunto […]
PROCEDIMIENTO PARA LA FABRICACION DE UN CUERPO DE EJE DE UNA SOLA PIEZA., del 1 de Mayo de 2005, de BPW BERGISCHE ACHSEN KOMMANDITGESELLSCHAFT: EN UN PROCEDIMIENTO PARA LA FABRICACION DE UN ELEMENTO DE EJE DE UNA SOLA PIEZA PARTIENDO DE UN TUBO DE EJE , SE REDUCE EL TUBO DEL EJE EN LA […]
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PERFILES HUECOS ABOMBADOS., del 16 de Junio de 2003, de DAIMLERCHRYSLER AG: LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UN EQUIPO PARA FABRICAR PERFILES HUECOS ABOMBADOS. PARA ELLO EL PERFIL HUECO SE SOMETE A LA ACCION DE […]
EJE TRASERO DE AUTOMOVIL SOLDADO, del 16 de Noviembre de 1997, de ADAM OPEL AG: SE TRATA DE UN EJE TRASERO DE AUTOMOVIL SOLDADO, COMPUESTO AL MENOS POR UN CUERPO BASICO ELASTICO QUE PUEDE SER ANCLADO EN LA CAJA DEL VEHICULO Y CON SOPORTES DE […]
PROCEDIMIENTO Y DISPOSITIVO PARA EL ABOCINAMIENTO HIDRAULICO DE PERFILES HUECOS EN FORMA DE TUBO., del 1 de Octubre de 1994, de MANNESMANN AKTIENGESELLSCHAFT: LA INVENCION CONSISTE EN UN PROCEDIMIENTO Y UN DISPOSITIVO PARA EL ABOCINAMIENTO HIDRAULICO LOCAL O POR SEGMENTOS DE PERFILES HUECOS EN FORMA DE TUBO, […]
MEJORAS INTRODUCIDAS EN LA CONSTRUCCION DE CARTERES-PUENTE PARA DIFERENCIALES DE VEHICULOS., del 1 de Agosto de 1983, de SOCIEDAD ANONIMA DE PLACENCIA DE LAS ARMAS: CONSTRUCCION DE CARTERES-PUENTE PARA DIFERENCIALES DE VEHICULOS. SE UTILIZA SOLAMENTE UNA CHAPA PLANA EN LA QUE SE PRODUCE, POR EJEMPLO MEDIANTE UNA PRENSA, […]
PROCEDIMIENTO PARA LA FABRICACION EN SERIE DE UN TUBO DE ENVOLVENTE, del 1 de Octubre de 1980, de BENTELER-WERKE AG: Procedimiento para la fabricación en serie de un tubo de envolvente en lo esencial cilíndrico circular para el alojamiento de un árbol de dirección apoyado […]
 UNIDAD DE EJE, del 22 de Febrero de 2011, de SAF-HOLLAND GMBH: Unidad de eje con un eje para vehículos a motor que presenta un cuerpo del eje rígido formado, por ejemplo, como un tubo del eje , con un brazo radial […]
UNIDAD DE EJE, del 22 de Febrero de 2011, de SAF-HOLLAND GMBH: Unidad de eje con un eje para vehículos a motor que presenta un cuerpo del eje rígido formado, por ejemplo, como un tubo del eje , con un brazo radial […]