CIP-2021 : B23H 7/06 : Control de la trayectoria del movimiento relativo entre el electrodo y la pieza de trabajo.
CIP-2021 › B › B23 › B23H › B23H 7/00 › B23H 7/06[2] › Control de la trayectoria del movimiento relativo entre el electrodo y la pieza de trabajo.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18).
B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos.
B23H 7/06 · · Control de la trayectoria del movimiento relativo entre el electrodo y la pieza de trabajo.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento de corte con alambre.
(22/02/2016). Ver ilustración. Solicitante/s: Agie Charmilles SA. Inventor/es: BAUMELER,MARCO.
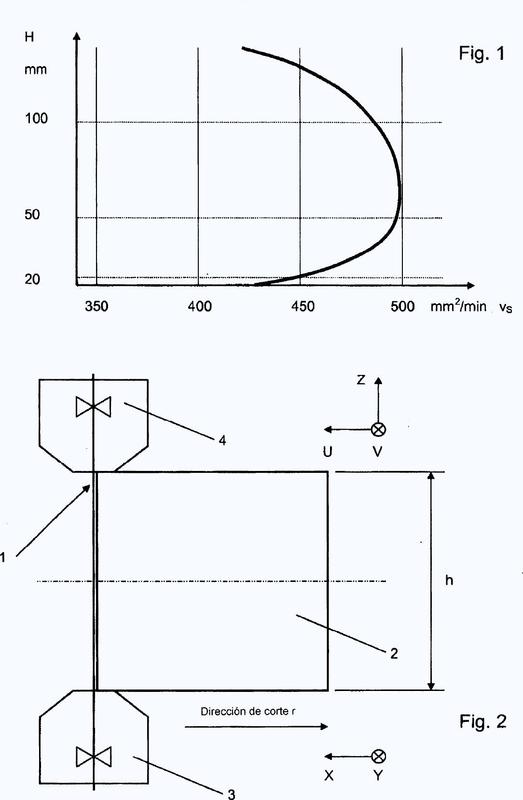
Procedimiento para el corte de una pieza de trabajo por medio de un alambre saliente, en el que el alambre y/o la pieza de trabajo son inclinados relativamente entre sí de forma alterna en al menos dos posiciones angulares determinadas diferentes en dirección de avance (r), caracterizado por que a través de las posiciones angulares determinadas diferentes, la altura de corte efectiva (s) en la pieza de trabajo es menor que la altura total de la pieza de trabajo (h), en el que para la conmutación de las posiciones angulares determinadas se introduce una pausa del proceso, durante la cual no tiene lugar ninguna erosión del material.
PDF original: ES-2560631_T3.pdf
Método y aparato de mecanizado por descarga eléctrica por hilo metálico.
(28/10/2013) Un método para controlar una máquina de descarga eléctrica por hilo metálico que comprende los pasos de:
- predefinir una desviación del contorno máxima admisible (Esmax) para un contorno predefinido que debe ser cortado sobre una pieza de trabajo;
- determinar una curvatura de al menos un elemento geométrico que define al menos una sección del contorno que va a ser cortado en la pieza de trabajo;
- calcular un desplazamiento (s) de una guía superior (WGU) y de una guía del hilo metálico inferior (WGL) en base a la desviación
del contorno máxima admisible (Esmax) predefinida y a la curvatura determinada de al menos un elemento…
MÉTODO PARA MEDIR Y AJUSTAR EL ELECTRODO PARA UN MECANIZADO CÓNICO EN UNA MÁQUINA DE DESCARGA ELÉCTRICA.
(12/03/2012) Un método para medir y ajustar un electrodo de cable que se utiliza durante procedimientos de mecanizado cónico en una máquina de descarga eléctrica que utiliza:
- medios para mover los ejes de la máquina y para medir sus posiciones,
- medios para detectar una interferencia o interposición entre el cable y unas referencias geométricas ,
- una guía de cable inferior o de fondo, movible en un plano de coordenadas XY,
- una guía de cable superior, movible, por una parte, en un plano de coordenadas UV paralelo al plano XY y movible, por otra parte, en una dirección vertical Z, el indicador de alturas, perpendicular a los planos XY y UV, con un plano P definido por el eje del ajuste del cable cercano a la vertical y por un vector de inclinación Δ UV contenido en un plano UV,
- unas referencias geométricas superior e inferior , cada…
METODO Y APARATO PARA EL MECANIZADO DE ACABADOS MEDIANTE ELECTROEROSION.
(01/06/2004). Solicitante/s: AGIE SA. Inventor/es: D\'AMARIO, RINO.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA ELABORACION FINA EROSIVA CON CHISPAS EN LA OBTENCION DE CALIDADES SUPERFICIALES MENORES DE R A = 0,1 MI M. SE PROPONE UN TIPO DE OPERACION INTERMITENTE ENTRE IMPULSOS DE EROSION E IMPULSOS DE MEDICION, PARA EVADIR UN EFECTO DE AUTORREGULACION PERTURBADORA EN LA ELABORACION DE MECANIZACION FINA. PARA ELLO SE OBTIENE UNA CERTEZA DE CONTORNO EN CORTES DE ALAMBRE Y UNA EXACTITUD DE FORMACION DE IMAGEN EN DESCENSO EN LA ZONA COMO SITUACION MEJOR DE 1 MI M. LA INVENCION PUEDE SER UTILIZADA VENTAJOSAMENTE PARA MECANIZACIONES EN LA ZONA DE MICRAS, PERO TAMBIEN PUEDE SER UTILIZADA PARA MECANIZACION DE DESCENSO CON ELECTRODOS DE SUPERFICIE GRANDE. LA MEJORA SE DISPONE DE TAL MODO EN UN TIEMPO DE MECANIZACION MAS CORTO, QUE TAMBIEN ES REPRODUCIBLE Y MEJORABLE EN UNA PRECISION MAS ALTA.
PROCEDIMIENTO PARA EL MECANIZADO ELECTROEROSIVO DE UNA PIEZA, Y DISPOSITIVO CORRESPONDIENTE.
(01/09/2001). Ver ilustración. Solicitante/s: AGIE SA. Inventor/es: D\'AMARIO, RINO, ANGELELLA, STEFANO.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO O DISPOSITIVO PARA UN MECANIZADO ELECTROEROSIVO, GEOMETRICAMENTE PRECISO, DE UNA PIEZA. LA INVENCION ES ESPECIALMENTE VALIOSA PARA EFECTUAR EL MECANIZADO FINO, POR EJEMPLO, PARA OBTENER SUPERFICIES PRECISAS CON R A < 0,1 MI M. LA INVENCION PROPORCIONA UN PRO CEDIMIENTO OPERATIVO INTERMITENTE EN EL QUE LOS IMPULSOS DE EROSION SE UTILIZAN AMBOS CON UNA FUNCION BASICAMENTE DE RETIRADA Y CON UNA FUNCION BASICAMENTE DE MEDICION. COMO RESULTADO, SE OBTIENE UN LIMITE SUPERIOR EN EL RANGO SUPERIOR A MI M CUANDO SE CORTA EL ALAMBRE. LA INVENCION ES ADECUADA PARA EL MECANIZADO EN LA GAMA DE MICROMETROS, PERO PUEDE TAMBIEN UTILIZARSE PARA APLICACIONES NORMALES. LA INVENCION PERMITE UN TIEMPO MAS BREVE DE MECANIZADO, UNA MAYOR PRECISION Y UNA MEJOR REPRODUCTIBILIDAD.
PROCEDIMIENTO PARA EL CORTE POR ELECTROEROSION Y APARATO PARA ELLO.
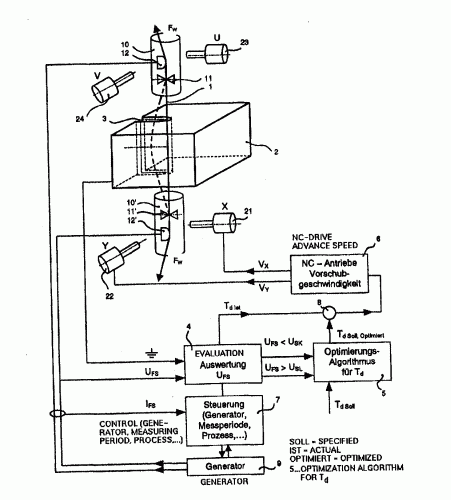
(16/06/2001) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA CORTE ELECTROEROSIVO DE UNA PIEZA DE TRABAJO CON ALAMBRE DE EROSION GUIADO CON UNA GUIA PRINCIPAL (3,3') COORDINADA EN AL MENOS UNA GUIA TOROIDAL (4,4'). EVENTUALMENTE, AL MENOS UNA DE LAS GUIAS TOROIDALES (4,4'), ASI COMO LA POSICION O POSICIONES DE LAS GUIAS (4,4') Y/O DE LA GUIA PRINCIPAL (3,3') CON REFERENCIA A LA POSICION TEORICA DEL ALAMBRE DE EROSION, SE CALCULAN TENIENDO EN CUENTA LA GEOMETRIA EN TIEMPO REAL DEL CONTORNO QUE VA A SER CORTADO Y LOS PARAMETROS DE EROSION MOMENTANEOS. LA INVENCION SE REFIERE TAMBIEN A UN DISPOSITIVO PARA CORTE ELECTROEROSIVO DE UNA PIEZA DE TRABAJO CON UN ALAMBRE DE EROSION GUIADO EN AL MENOS UNA GUIA TOROIDAL…
DISPOSITIVO DE MECANIZACION POR ELECTROEROSION.
(16/10/1999). Solicitante/s: CHARMILLES TECHNOLOGIES S.A.. Inventor/es: DROUET, JEROME.
EN UN DISPOSITIVO DE ELECTROEROSION CON UN ELECTRODO DE HILO TENSADO Y DEVANADO ENTRE DOS GUIAS DE HILO QUE LLEVAN MEDIOS PARA INCLINAR ESTE ELECTRO DE HILO RESPECTO DEL EJE NEUTRO, DE MANERA QUE HAGA VARIAR, SI SE DESEA, EL ANGULO DE INCLINACION A LO LARGO DEL MECANIZADO, LOS GUIAS DE HILO SE CARACTERIZAN POR UN PERFIL DE GUIA CUYO RADIO DE CURVATURA ES AL MENOS IGUAL A UN VALOR RL DADO POR LA SIGUIENTE FORMULA: {DE}L/L = R/R+RL EN LA QUE R REPRESENTA EL RADIO DEL HILO Y DELTA/L EL COEFICIENTE DE ALARGAMIENTO QUE CORRESPONDE AL LIMITE DE DEFORMACION ELASTICA DEL ELECTRODO DE HILO CONSIDERADO. UNOS MEDIOS DE MEDICION Y DE CALCULO ESTAN ASOCIADOS AL CONTROL NUMERICO PARA DETERMINAR, EN FUNCION DE UN ANGULO DE INCLINACION, LA COTA DE LOS DOS PUNTOS DE INCLINACION DEL ELECTRO DE HILO EN LAS GUIAS DE HILO.
DISPOSITIVO Y PROCEDIMIENTO DE CONTROL PARA EL CORTE POR ELECTROEROSION CON UN ELECTRODO CONTINUO.
(16/01/1995) SE HACE VARIAR AL MENOS UN PARAMETRO DE MECANIZADO DE UNA MAQUINA CORTADORA POR ELECTROEROSION CON UN ELECTRODO CONTINUO, SEGUN UNA TRAYECTORIA PREDETERMINADA, CUANDO EL ELECTRODO CONTINUO ALCANZA EL VERTICE DE UN ANGULO O ABORDA UN ARCO. EL PROCEDIMIENTO CONSTA DE LAS ETAPAS SIGUIENTES: 1) CALCULO DE LOS EMPLAZAMIENTOS DE LA TRAYECTORIA DONDE DEBEN INTRODUCIRSE ESTAS VARIACIONES; 2) DETENCION DEL MOVIMIENTO RELATIVO ENTRE EL ELECTRODO CONTINUO Y LA PIEZA A MAQUINAR CUANDO EL ELECTRODO ALCANZA UNO DE DICHOS EMPLAZAMIENTOS; 3) VARIACION GRADUAL Y POR COJINETES DEL PARAMETRO HASTA UN VALOR FINAL DESIGNADO O HASTA QUE SE HAYA VARIADO UN NUMERO PREDETERMINADO DE COJINETES; 4) REANUDACION DEL MOVIMIENTO RELATIVO ELECTRODO-PIEZA, CON EL NUEVO VALOR…
{kind=link}
{kind=link}