MÉTODO PARA MEDIR Y AJUSTAR EL ELECTRODO PARA UN MECANIZADO CÓNICO EN UNA MÁQUINA DE DESCARGA ELÉCTRICA.
Un método para medir y ajustar un electrodo de cable que se utiliza durante procedimientos de mecanizado cónico en una máquina de descarga eléctrica que utiliza:
- medios para mover los ejes de la máquina y para medir sus posiciones,
- medios para detectar una interferencia o interposición entre el cable y unas referencias geométricas (7, 8),
- una guía (2) de cable inferior o de fondo, movible en un plano de coordenadas XY,
- una guía (4) de cable superior, movible, por una parte, en un plano de coordenadas UV paralelo al plano XY y movible, por otra parte, en una dirección vertical Z, el indicador de alturas, perpendicular a los planos XY y UV, con un plano P definido por el eje del ajuste del cable cercano a la vertical y por un vector de inclinación Δ UV contenido en un plano UV,
- unas referencias geométricas superior e inferior (7, 8), cada una de las cuales se extiende en un plano XY con dos alturas diferentes (z1, z2), intersecado por el cable sucesivamente y por separado durante un movimiento ( v ) en el plano P, siendo este movimiento susceptible de ser realizado independientemente por una de las guías de cable o simultáneamente por las dos, caracterizado por que utiliza, para un primer vector ΔUV de inclinación del cable, la siguiente secuencia de operaciones, en 7 etapas:
- el cable cercano a la vertical es llevado entre las referencias geométricas (7, 8),
- mediante un movimiento simultáneo de las guías, el cable es llevado a interferencia con la referencia superior (8), o, respectivamente, con la referencia inferior (7). La posición xy1 alcanzada es medida y almacenada,
- mediante un movimiento independiente o por separado de la guía superior, el cable es inclinado hacia la referencia inferior (7), al realizar un movimiento -ΔUV, o, respectivamente, hacia la referencia superior (8) al realizar un movimiento +ΔUV,
- mediante un movimiento simultáneo de las guías, el cable es llevado de nuevo a interferencia con la referencia superior (8), o, respectivamente, con la referencia inferior (7). La posición xy2 alcanzada es medida y almacenada,
- mediante un movimiento simultáneo de las guías, el cable es llevado a interferencia con la referencia inferior (7), o, respectivamente, con la referencia superior (8). La posición xy3 alcanzada es medida y almacenada,
- mediante un movimiento independiente de la guía superior 4, el cable es llevado de nuevo hacia la posición vertical al realizar un movimiento +ΔUV, o, respectivamente, -ΔUV.
- mediante un movimiento simultáneo de las guías, el cable es llevado de nuevo a interferencia con la referencia inferior (7), o, respectivamente, con la referencia superior (8). La posición xy4 alcanzada es medida y almacenada.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05007377.
Solicitante: Agie Charmilles SA.
Nacionalidad solicitante: Suiza.
Dirección: VIA DEI PIOPPI 2 6616 LOSONE SUIZA.
Inventor/es: MARTIN,FRANCOIS, Altpeter,Friedhelm.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23H7/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › Control de la trayectoria del movimiento relativo entre el electrodo y la pieza de trabajo.
PDF original: ES-2376317_T3.pdf
Fragmento de la descripción:
Método para medir y ajustar el electrodo para un mecanizado cónico en una máquina de descarga eléctrica.
La presente invención se refiere a un método de medición y ajuste aplicado a un electrodo herramienta basado en un cable, que está inclinado con respecto a un eje de guía de una máquina de descarga eléctrica. Semejante método de mecanizado, comúnmente denominado mecanizado cónico, se utiliza de forma muy extendida en el campo de las máquinas de descarga eléctrica por cable. Estas máquinas están dotadas, por lo común, de un plano en el que se fija la pieza que se ha de mecanizar, o plano de asiento; con una guía de cable inferior o de fondo, movible en un plano XY paralelo al plano de asiento; y con una guía de cable superior, movible en un plano UV también paralelo al plano de asiento. La guía superior puede, además, ser movida a lo largo de un quinto eje Z perpendicular al plano de asiento. El electrodo es estirado entre las dos guías de cable con una tracción suficiente como para que se aproxime a una forma rectilínea en la zona de mecanizado. Las dos guías de cable se mueven bajo el guiado de un control numérico programado para construir superficies regladas, o generadas por una recta, de la más básica a la más compleja, que la máquina puede mecanizar con precisiones del orden de unas pocas micras. La parte activa del electrodo de cable es similar a un cilindro rectilíneo con un diámetro de entre aproximadamente 0, 01 mm y 0, 3 mm, y una longitud que puede extenderse desde unos pocos centímetros hasta 50 centímetros, como ejemplo.
En el documento US 4.559.601 se da una descripción de los problemas típicos presentados por los procedimientos de mecanizado cónico. Cuando el ángulo de conicidad varía en gran medida durante el mecanizado, la trayectoria seguida por la guía inferior en el plano XY es diferente de la trayectoria seguida por la guía superior en el plano UV; la una no se deduce de forma simple de la otra. En suma, la gestión correlativa del desplazamiento en una u otra de estas dos trayectorias requiere un conocimiento exacto de la posición Z de cada una de las guías con respecto al plano de asiento. En este documento se hace la suposición de que el eje del cable es similar a un segmento rectilíneo estirado entre dos guías puntiformes. No tardó en observarse que semejante simplificación es inadecuada en lo que toca al mecanizado de precisión; como se explicará más adelante en la presente memoria, deben tenerse en cuenta los esfuerzos mecánicos que deforman el cable en las inmediaciones de las guías, a fin de delimitar la parte rectilínea activa del mismo que es genuinamente utilizable en el mecanizado.
El documento US 4.736.086 ayuda a comprender el modo como las trayectorias impuestas en cada una de las dos guías por el control numérico deben ser corregidas de manera tal, que la geometría final de la pieza mecanizada sea la correcta. Para este propósito, descentramientos o desviaciones que se producen como consecuencia, sobre todo, del espacio de separación o intersticio de mecanizado, el radio del cable, su inclinación, el movimiento del punto de reposo del cable provocado por la forma redondeada de las guías en la salida, etc., se aplican a la forma final de la pieza. En particular, el movimiento del punto de reposo del cable en la guía en función de su inclinación se computa, aquí, bajo la suposición de que las guías atrapan el cable con una separación cercana a cero, son de una geometría axial perfecta y comprenden un radio de salida bien conocido –cosas, todas ellas, que no son fáciles de obtener en la práctica debido a las dificultades y a los elevados costes de garantizar unas estrechas tolerancias durante la producción de estos miembros de guía de pequeñas dimensiones de zafiro o diamante.
Por otra parte, el mismo documento describe por qué, debido a su rigidez, el cable no se adapta perfectamente a la redondez de la guía, y enseña cómo computar una corrección adicional con la ayuda de un modelo del doblamiento del cable en el dominio elástico en el que entran en juego, en particular, la tracción mecánica aplicada al cable, el momento de inercia, su módulo de elasticidad, etc. El punto débil de tal modelo es que supone que la tracción mecánica es constante a pesar de las variaciones de inclinación y de la velocidad de largado del cable, y que la separación entre las guías es conocida con antelación y es constante a pesar del desgaste.
La invención no prescinde del aporte de ciclos de medición con el fin de calibrar y recalibrar ciertos parámetros del modelo. Además, la experiencia ha demostrado que es fácil obtener una forma con simetría axial, o axisimétrica, suficientemente regular de las guía de cable. Por otro lado, obtener un radio de guiado constante es mucho más problemático; esto significa, cuando el ángulo de inclinación del cable varía, que no es posible predecir la altura real del punto de pivote con la ayuda de un modelo.
El documento US 2003/0032228 A1 divulga un tal método y un dispositivo para ajustar la perpendicularidad de un cable de una máquina de descarga eléctrica para corte con cable, con el fin de llevar a cabo un mecanizado por descarga eléctrica preciso a un bajo coste.
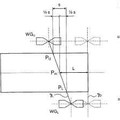
El documento CH 690 420 trata del uso de guías cerradas que tienen una simetría axial y se utilizan para mecanizar con grandes ángulos de inclinación del cable. El documento describe los esfuerzos infligidos al cable cuando este abandona la guía superior y cambia abruptamente de dirección. Estas tensiones pueden provocar que el cable entre en el dominio de las deformaciones plásticas. La invención enseña el radio mínimo que se ha de dar a la guía para que el cable no transporte ninguna deformación plástica en la zona de mecanizado. Puesto que el cable es largado de arriba abajo, las deformaciones plásticas provocadas por la guía inferior no tienen que tenerse en cuenta. Las precauciones recomendadas en el documento se emplean para asegurarse (véase la Figura 1) de que el cable 1 es similar a un segmento cilíndrico rectilíneo 6 de pequeño diámetro, estirado entre dos puntos de pivote W1, W2, uno de los cuales es cercano a la guía inferior 2, y el otro cercano a la guía superior 4. El problema queda entonces limitado a identificar las posiciones Zw1, Zw2 de dichos puntos de pivote, con lo que se hace posible, con la ayuda de métodos de computación bien conocidos, determinar las correcciones aplicables a las trayectorias de las guías 2 y 4.
Más particularmente, el documento CH 690 420 enseña cómo utilizar ciclos de medición automáticos para determinar las posiciones Zw1, Zw2 con la ayuda de un ocular 8 (véase la Figura 2) , cuyo cable busca el centro en dos alturas de la guía de cable superior, Zmin y Zmax. A la altura Zmin, el cable está inclinado en una primera dirección en un ángulo ! y, a continuación, a la altura Zmax, está inclinado en una segunda dirección opuesta en un ángulo ∀ que será necesario que sea igual a ! para que la fórmula propuesta dé un resultado exacto. Desgraciadamente, con este método, para asegurarse de que ∀ = !, será necesario conocer las posiciones exactas de las guías y las de los puntos de pivote; en la Figura 2, estos últimos se han representado como coincidentes con las guías. Debido a este conocimiento inadecuado, el procedimiento comienza, por lo tanto, con datos aproximados que son corregidos progresivamente en el curso de varias iteraciones de la computación. El tiempo perdido es aceptable si se han de calibrar una o dos inclinaciones del cable; sin embargo, en el caso de que sea necesario preparar un procedimiento de mecanizado que comprenda muchos valores del ángulo de conicidad, el ciclo completo de las iteraciones ha de ser repetido para cada valor de inclinación del cable, por lo que se produce una considerable pérdida de tiempo.
Hay otras desventajas que añadir a la falta de efectividad del método para calibraciones de múltiples ángulos:
- el plano de base del ocular de medición debe disponerse, primeramente, paralelo al plano de asiento;
- el cable debe ajustarse, en primer lugar, perpendicular al plano de asiento;
- el centro del ocular debe, en cada etapa, ser de nuevo identificado por una serie de aproximaciones transversales o cruzadas;
- es necesario determinar si las aproximaciones tienen lugar en el tope superior del ocular o en su tope inferior;
- al principio, el conocimiento inadecuado de la posición exacta de las guías y de los puntos de pivote conlleva el riesgo de colisiones con el ocular, en relación con los movimientos verticales del eje Z.
Todos estos... [Seguir leyendo]
Reivindicaciones:
1. Un método para medir y ajustar un electrodo de cable que se utiliza durante procedimientos de mecanizado cónico en una máquina de descarga eléctrica que utiliza:
- medios para mover los ejes de la máquina y para medir sus posiciones,
- medios para detectar una interferencia o interposición entre el cable y unas referencias geométricas (7, 8) ,
- una guía (2) de cable inferior o de fondo, movible en un plano de coordenadas XY,
- una guía (4) de cable superior, movible, por una parte, en un plano de coordenadas UV paralelo al plano XY y movible, por otra parte, en una dirección vertical Z, el indicador de alturas, perpendicular a los planos XY y UV, con un plano P definido por el eje del ajuste del cable cercano a la vertical y por un vector de
inclinación #UV contenido en un plano UV,
- unas referencias geométricas superior e inferior (7, 8) , cada una de las cuales se extiende en un plano XY con dos alturas diferentes (z1, z2) , intersecado por el cable sucesivamente y por separado durante un
#
movimiento ( v ) en el plano P, siendo este movimiento susceptible de ser realizado independientemente por una de las guías de cable o simultáneamente por las dos, caracterizado por que utiliza, para un primer vector #UV de inclinación del cable, la siguiente secuencia de operaciones, en 7 etapas:
- el cable cercano a la vertical es llevado entre las referencias geométricas (7, 8) ,
- mediante un movimiento simultáneo de las guías, el cable es llevado a interferencia con la referencia superior (8) , o, respectivamente, con la referencia inferior (7) . La posición xy1 alcanzada es medida y almacenada,
- mediante un movimiento independiente o por separado de la guía superior, el cable es inclinado hacia la referencia inferior (7) , al realizar un movimiento -#UV, o, respectivamente, hacia la referencia superior (8) al realizar un movimiento +#UV,
- mediante un movimiento simultáneo de las guías, el cable es llevado de nuevo a interferencia con la referencia superior (8) , o, respectivamente, con la referencia inferior (7) . La posición xy2 alcanzada es medida y almacenada,
- mediante un movimiento simultáneo de las guías, el cable es llevado a interferencia con la referencia inferior (7) , o, respectivamente, con la referencia superior (8) . La posición xy3 alcanzada es medida y almacenada,
- mediante un movimiento independiente de la guía superior 4, el cable es llevado de nuevo hacia la posición vertical al realizar un movimiento +#UV, o, respectivamente, -#UV.
- mediante un movimiento simultáneo de las guías, el cable es llevado de nuevo a interferencia con la referencia inferior (7) , o, respectivamente, con la referencia superior (8) . La posición xy4 alcanzada es medida y almacenada.
2. Un método para medir y ajustar un electrodo utilizado durante el mecanizado cónico por descarga eléctrica, de acuerdo con la reivindicación 1, cuyo propósito es computar, por una parte, la diferencia de alturas D1 entre el punto de pivote inferior (W1) del cable y el tope de la referencia inferior (7) , y, por otra parte, la diferencia de alturas (D2) entre los dos puntos de pivote, el inferior (W1) y el superior (W2) , del cable, siendo D1 y D2 funciones de la inclinación del cable, caracterizado por que se sirve de las siguientes fórmulas:
xy3 % xy4
D1 & H xy2 % xy1
%
xy3 % xy4
∋D1 ∃ H (#UV
D2 & xy2 % xy1
en las cuales H es la diferencia de alturas entre las dos referencias geométricas (7, 8) .
3. Un método para medir y ajustar un electrodo, de acuerdo con la reivindicación 2, caracterizado por que se sirve, para una serie de vectores #UV de incremento de la inclinación del cable, de la secuencia cíclica de las siguientes operaciones:
- mediante un movimiento simultáneo de las guías, el cable se lleva a interferencia o interposición con la referencia alta (8) , 5 - mediante un movimiento independiente de la guía superior, el cable se inclina más acusadamente hacia la referencia inferior (7) , al realizar un movimiento -#UV mayor que el precedente, - mediante un movimiento simultáneo de las guías, el cable se lleva de nuevo a interferencia con la referencia alta (8) . Una nueva posición xy2 alcanzada es medida y almacenada, 10 - mediante un movimiento simultáneo de las guías, el cable se lleva a interferencia con la referencia baja (7) . Una nueva posición xy3 alcanzada es medida y almacenada,con cada nuevo ciclo, los valores xy1 y xy4 permanecen inalterados para la computación de D1 y D2.
4. Un método para medir y ajustar un electrodo, de acuerdo con las reivindicaciones 2 y 3, caracterizado por que se sirve, para una serie de vectores #UV de inclinación creciente del cable, de la secuencia cíclica de las siguientes operaciones.
15. mediante un movimiento simultáneo de las guías, el cable se lleva a interferencia con la referencia baja (7) , -mediante un movimiento independiente o por separado de la guía superior, el cable es inclinado más acusadamente hacia la referencia alta (8) , al realizar un movimiento +#UV mayor que el precedente, -mediante un movimiento simultáneo de las guías, el cable se lleva de nuevo a interferencia con la referencia baja (7) . Una nueva posición xy2 alcanzada es medida y almacenada.
20. mediante un movimiento simultáneo de las guías, el cable se lleva a interferencia con la referencia alta (8) . Una nueva posición xy3 alcanzada es medida y almacenada, con cada nuevo ciclo, los valores xy1 y xy4 permanecen inalterados para la computación de D1 y D2.
Patentes similares o relacionadas:
 Procedimiento de corte con alambre, del 22 de Febrero de 2016, de Agie Charmilles SA: Procedimiento para el corte de una pieza de trabajo por medio de un alambre saliente, en el que el alambre y/o la pieza de trabajo son inclinados […]
Procedimiento de corte con alambre, del 22 de Febrero de 2016, de Agie Charmilles SA: Procedimiento para el corte de una pieza de trabajo por medio de un alambre saliente, en el que el alambre y/o la pieza de trabajo son inclinados […]
 Método y aparato de mecanizado por descarga eléctrica por hilo metálico, del 28 de Octubre de 2013, de Agie Charmilles SA: Un método para controlar una máquina de descarga eléctrica por hilo metálico que comprende los pasos de:
- predefinir una desviación del contorno máxima […]
Método y aparato de mecanizado por descarga eléctrica por hilo metálico, del 28 de Octubre de 2013, de Agie Charmilles SA: Un método para controlar una máquina de descarga eléctrica por hilo metálico que comprende los pasos de:
- predefinir una desviación del contorno máxima […]
METODO Y APARATO PARA EL MECANIZADO DE ACABADOS MEDIANTE ELECTROEROSION., del 1 de Junio de 2004, de AGIE SA: LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA ELABORACION FINA EROSIVA CON CHISPAS EN LA OBTENCION DE CALIDADES SUPERFICIALES […]
PROCEDIMIENTO PARA EL MECANIZADO ELECTROEROSIVO DE UNA PIEZA, Y DISPOSITIVO CORRESPONDIENTE, del 1 de Septiembre de 2001, de AGIE SA: LA INVENCION SE REFIERE A UN PROCEDIMIENTO O DISPOSITIVO PARA UN MECANIZADO ELECTROEROSIVO, GEOMETRICAMENTE PRECISO, DE UNA PIEZA. LA INVENCION […]
PROCEDIMIENTO PARA EL CORTE POR ELECTROEROSION Y APARATO PARA ELLO., del 16 de Junio de 2001, de AGIE SA: LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA CORTE ELECTROEROSIVO DE UNA PIEZA DE TRABAJO CON ALAMBRE DE EROSION GUIADO CON UNA GUIA PRINCIPAL (3,3') […]
DISPOSITIVO DE MECANIZACION POR ELECTROEROSION., del 16 de Octubre de 1999, de CHARMILLES TECHNOLOGIES S.A.: EN UN DISPOSITIVO DE ELECTROEROSION CON UN ELECTRODO DE HILO TENSADO Y DEVANADO ENTRE DOS GUIAS DE HILO QUE LLEVAN MEDIOS PARA INCLINAR ESTE ELECTRO DE HILO RESPECTO DEL EJE […]
DISPOSITIVO Y PROCEDIMIENTO DE CONTROL PARA EL CORTE POR ELECTROEROSION CON UN ELECTRODO CONTINUO., del 16 de Enero de 1995, de CHARMILLES TECHNOLOGIES S.A.: SE HACE VARIAR AL MENOS UN PARAMETRO DE MECANIZADO DE UNA MAQUINA CORTADORA POR ELECTROEROSION CON UN ELECTRODO CONTINUO, SEGUN UNA TRAYECTORIA PREDETERMINADA, […]