Método y aparato de mecanizado por descarga eléctrica por hilo metálico.
Un método para controlar una máquina de descarga eléctrica por hilo metálico que comprende los pasos de:
- predefinir una desviación del contorno máxima admisible (Esmax) para un contorno predefinido que debe ser cortado sobre una pieza de trabajo;
- determinar una curvatura de al menos un elemento geométrico que define al menos una sección del contorno que va a ser cortado en la pieza de trabajo;
- calcular un desplazamiento (s) de una guía superior (WGU) y de una guía del hilo metálico inferior (WGL) en base a la desviación
del contorno máxima admisible (Esmax) predefinida y a la curvatura determinada de al menos un elemento geométrico predefinido; y
- establecer para el al menos un elemento geométrico el desplazamiento correspondiente (s) moviendo la guía superior (WGU) en relación con la guía del hilo metálico inferior (WGL) de manera que el electrodo de hilo metálico guiado por las guías del hilo metálico superior (WGU) e inferior (WGL) se incline en una dirección de corte actual de la pieza de trabajo durante el corte del elemento geométrico sobre la pieza de trabajo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09001260.
Solicitante: Agie Charmilles SA.
Nacionalidad solicitante: Suiza.
Dirección: VIA DEI PIOPPI 2 6616 LOSONE SUIZA.
Inventor/es: ANGELELLA, STEFANO, MAZZOLINI,LIVIO, CANDOLFI,STEFANO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23H7/06 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23H TRABAJO DEL METAL POR ACCION DE UNA ALTA CONCENTRACION DE CORRIENTE ELECTRICA, SOBRE LA PIEZA DE TRABAJO UTILIZANDO UN ELECTRODO EN LUGAR DE UNA HERRAMIENTA; UTILIZACION COMBINADA DE ESTA FORMA DE TRABAJO CON OTRAS FORMAS DE TRABAJO DEL METAL (procesos para producción electrolítica o electroforética de revestimientos, galvanoplastia, aparatos a este efecto C25D; procedimientos para retirar electrolíticamente material de los objetos C25F; fabricación de circuitos impresos utilizando técnicas de precipitación para aplicar el material conductor de manera que forme el diseño del conductor deseado H05K 3/18). › B23H 7/00 Procedimientos o aparatos aplicables a trabajos de descarga eléctrica y trabajos electroquímicos. › Control de la trayectoria del movimiento relativo entre el electrodo y la pieza de trabajo.
PDF original: ES-2427014_T3.pdf
Fragmento de la descripción:
Método y aparato de mecanizado por descarga eléctrica por hilo metálico Campo de la invención La presente invención trata de un método para controlar un proceso de mecanizado por descarga eléctrica por hilo metálico y de un aparato de mecanizado por descarga eléctrica por hilo metálico.
Tal aparato es conocido por el documento DE4222186 que describe la combinación de características del preámbulo de la reivindicación 14.
Antecedentes de la invención El mecanizado por descarga eléctrica por hilo metálico (WEDM) es un proceso de mecanizado extremadamente versátil y preciso. El contorno deseado se corta en una pieza de trabajo por medio de un electrodo de cable (hilo) . El hilo metálico y la pieza de trabajo se mueven en relación uno con el otro de acuerdo con las instrucciones de un programa de mecanizado. El material de la pieza de trabajo es retirado por la acción de los pulsos de descarta eléctrica aplicados entre le hilo metálico y la pieza de trabajo.
Las máquinas de alta calidad de WEDM consiguen una precisión en la forma por debajo de 1 !m y una rugosidad superficial por debajo de Ra 0, 05 !m. Estos resultados se consiguen liberando pulsos de descarga de muy baja energía. La precisión total de mecanizado está determinada por la suma de todos los componentes de error. Es deseable que los errores que eran tolerables en el pasado sean de aquí en adelante tenidos en cuenta. En el mecanizado WEDM la interacción de la herramienta y la pieza de trabajo, despreciando el error de arrastre, oscilaciones del hilo, desgaste del hilo, etc., es esencialmente lineal.
Con ciertos materiales de la pieza de trabajo, condiciones de trabajo, etc., puede ocurrir que el hilo metálico deje algunas marcas de corte que se extienden verticalmente en la superficie mecanizada. Las marcas de corte se producen en la forma de rebabas que sobresalen y ranuras. Hay varias causas por las que se produce marcas de corte. Algunas veces las rebabas que sobresalen son debidas a faltas de homogeneidad en el material de la pieza de trabajo, en particular inclusiones, por ejemplo partículas de escoria, óxidos, etc., que son mucho menos conductoras que el material de la base.
Como se muestra en al Figura 1, los defectos de material locales causan rebabas protuberantes aisladas remarcables. Algunas veces, las marcas de corte están causadas por el desprendimiento súbito de virutas de abrasión, como por ejemplo el material de recubrimiento del hilo metálico comparativamente más blando, acumulado en una fuente de corriente o en una guía del hilo. Debido a estos defectos locales el hilo metálico se puede desviar lateralmente un poco, aunque lo suficiente para dejar una marca de corte en la dirección de desplazamiento del hilo. Algunas veces las marcas de corte son visibles a simple vista, y son por lo tanto muy indeseables. El paro y la reanudación del proceso de WEDM, por ejemplo en caso de un fallo de suministro eléctrico, es otra causa de marcas de corte.
Las condiciones de trabajo difíciles o el ajuste inapropiado son otras causas que generan marcas de corte. Aquí, en la mayoría de los casos las rebabas protuberantes y las ranuras están presentes en la totalidad de la superficie mecanizada o en un lado completo de la pieza de trabajo, tal como se muestra en al Figura 2. Estas marcas de corte son mucho más pequeñas que las rebabas protuberantes, casi siempre aisladas, causadas por un defecto de material. La energía de los pulsos de descarga es inferior en cada corte sucesivo, por lo que a veces es difícil retirar las marcas de corte con métodos convencionales.
El documento DE 42 22 186 C2 de BÜHLER sugiere inclinar ligeramente el hilo metálico en la dirección de corte cuando se produce cortes de acabado a lo largo de secciones rectas o ligeramente curvadas (véase también eldocumento US 5.438.178 del miembro familiar de BÜHLER, por ejemplo la Figura 4; descripción, columna 5, línea 67 – columna 6, línea 22; reivindicación 4) . Una de las guías del hilo metálico superior o inferior se anticipa a la otra guía del hilo, lo que causa un pequeño desfase entre el recorrido de mecanizado superior e inferior. Debido a que el mecanizado WEDM se ejecuta con frecuencia en un corte principal y uno o más cortes de ajuste, el electrodo de hilo metálico es guiado a lo largo del recorrido de mecanizado bajo diversos ángulos en cortes consecutivos. De esta manera, las marcas de corte son eliminadas al menos parcialmente – se consigue un suavizado de la superficie.
Además, BÜHLER proporciona información acerca del desfase entre las guías del hilo metálico superior e inferior, de manera que se obtenga un buen acabado. Sin embargo, BÜHLER no describe cómo y bajo qué circunstancias el método se puede implementar en la práctica, y en particular como podría implementarse en ángulos y secciones en arco de gran curvatura.
Un objeto de la invención presente es proporcionar un método mejorado para controlar un proceso de mecanizado WEDM y un aparato para el mecanizado por descarga eléctrica con electrodo de hilo metálico mejorado.
Sumario de la invención De acuerdo con un primer aspecto, la invención proporciona un método para controlar una máquina de descarga eléctrica por hilo metálico que comprende los pasos de: predefinir una desviación del contorno máxima admisible para un contorno predefinido que va a ser cortado en la pieza de trabajo; determinar una curvatura de al menos un 5 elemento geométrico que define al menos una sección del contorno que va a ser cortado en la pieza de trabajo; calcular un desplazamiento de una guía superior y de una guía inferior del hilo metálico en base a la desviación del contorno máxima admisible predefinida y a la curvatura determinada de al menos un elemento geométrico predefinido; y establecer el desplazamiento correspondiente para al menos un elemento geométrico moviendo la guía superior en relación a la guía inferior del hilo metálico de manera que el electrodo de hilo metálico guiado por la guía superior y la guía inferior esté inclinado en una dirección de corte de la corriente de la pieza de trabajo durante el corte del elemento geométrico en la pieza de trabajo.
De acuerdo con un segundo aspecto, la invención provee un aparato para mecanizado por descarga eléctrica con hilo metálico, que comprende: un controlador para controlar el corte de un contorno que comprende al menos un elemento geométrico en una pieza de trabajo; un electrodo de hilo metálico y una guía del hilo metálico superior y
una guía del hilo metálico inferior para guiar el electrodo de cable conductor, siendo controlables la guía superior del hilo metálico y la guía inferior del hilo metálico por un controlador; en el que el controlador está adaptado para realizar el método de acuerdo con el primer aspecto.
En las reivindicaciones dependientes, en la descripción que sigue y en los dibujos se establecen aspectos adicionales de la invención.
Breve descripción de los dibujos Las realizaciones de la invención presente se explican por medio de ejemplos en relación con los dibujos que se acompañan, en los que:
La Figura 1 muestra unas rebabas protuberantes en una superficie de una pieza de trabajo después del corte;
la Figura 2 muestra una pluralidad de rebabas protuberantes y ranuras en una superficie de una pieza de trabajo tras 25 el corte;
la Figura 3a ilustra una realización de un método para suavizar la superficie de una pieza de trabajo;
la Figura 3b ilustra adicionalmente el suavizado de la superficie de la Figura 3a;
la Figura 4a ilustra las rebabas protuberantes de una superficie de una pieza de trabajo tras el corte;
las Figuras 4b a 4d ilustran el efecto de un método de suavizado de la superficie mostrada en la Figura 4a;
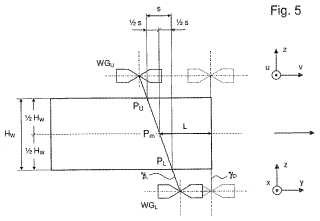
la Figura 5 ilustra una inclinación de una guía del hilo metálico y el desplazamiento resultante de las guías superior e inferior del hilo metálico;
la Figura 6 ilustra la desviación del contorno que se produce cuando el electrodo de hilo metálico se inclina y se corta un contorno curvado;
la Figura 7a ilustra una primera opción para inclinar un electrodo de hilo metálico en relación a un recorrido de mecanizado programado de acuerdo con una realización, en la que un punto de inserción superior y un punto de inserción inferior del electrodo de hilo metálico con la superficie superior e inferior de la pieza de trabajo, respectivamente, descansa en el recorrido de mecanizado;
la Figura 7b ilustra una segunda opción para inclinar un electrodo de hilo metálico en relación a un recorrido de mecanizado programado previamente de acuerdo con una realización; en la que un punto medio del... [Seguir leyendo]
Reivindicaciones:
1. Un método para controlar una máquina de descarga eléctrica por hilo metálico que comprende los pasos de:
- predefinir una desviación del contorno máxima admisible (Esmax) para un contorno predefinido que debe ser cortado sobre una pieza de trabajo;
- determinar una curvatura de al menos un elemento geométrico que define al menos una sección del contorno que va a ser cortado en la pieza de trabajo;
- calcular un desplazamiento (s) de una guía superior (WGU) y de una guía del hilo metálico inferior (WGL) en base a la desviación del contorno máxima admisible (Esmax) predefinida y a la curvatura determinada de al menos un elemento geométrico predefinido; y
- establecer para el al menos un elemento geométrico el desplazamiento correspondiente (s) moviendo la guía superior (WGU) en relación con la guía del hilo metálico inferior (WGL) de manera que el electrodo de hilo metálico guiado por las guías del hilo metálico superior (WGU) e inferior (WGL) se incline en una dirección de corte actual de la pieza de trabajo durante el corte del elemento geométrico sobre la pieza de trabajo.
2. El método de acuerdo con la reivindicación 1, que comprende, además, el paso de comparar el desplazamiento calculado (s) con un desplazamiento máximo (smax) predefinido y establecer el desplazamiento (s) igual al desplazamiento máximo (smax) , en el caso de que el desplazamiento calculado (s) sea mayor que el desplazamiento máximo (smax) .
3. El método de acuerdo con las reivindicaciones 1 ó 2, que comprende, además, el paso de calcular un desplazamiento máximo (sEmax) para un elemento geométrico actual, en base a la desviación del contorno máxima admisible (Esmax) predefinida y a la curvatura del elemento geométrico actual.
4. El método de acuerdo con la reivindicación 3, en el que el desplazamiento (s) se calcula para una sección final del elemento geométrico actual y el desplazamiento (s) no supera el desplazamiento máximo (sEmax) para el elemento geométrico siguiente.
5. El método de acuerdo con la reivindicación 4, en el que el desplazamiento (s) es reducido continuamente, en una sección final del elemento geométrico, hasta el desplazamiento máximo (sEmax) para el elemento geométrico siguiente, en el caso de que el desplazamiento máximo (sEmax) para el elemento geométrico actual supere el desplazamiento máximo (sEmax) para el elemento geométrico siguiente.
6. El método de acuerdo con la reivindicación 3, en el que el desplazamiento (s) se reduce hasta cero en el final de cada elemento geométrico.
7. El método de acuerdo con al reivindicación 3, en el que el desplazamiento (s) se establece como el desplazamiento máximo (sEmax) más pequeño de los de al menos dos elementos geométricos adyacentes para al menos dos elementos geométricos adyacentes.
8. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el desplazamiento (s) para el inicio del elemento geométrico actual se incrementa continuamente hasta el valor máximo del desplazamiento (sEmax) para el elemento geométrico actual.
9. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el desplazamiento (s) se reduce continuamente hasta cero, en el caso de que el radio de curvatura del elemento geométrico siguiente sea igual o inferior que el radio de curvatura mínimo (Rsmin) predefinido o en el caso de que la transición de un elemento geométrico actual al elemento geométrico siguiente comprenda un elemento en ángulo.
10. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, que comprende además el paso de insertar al menos un movimiento en forma de bucle en la transición entre un elemento geométrico actual y el elemento geométrico siguiente y ajustar, durante el movimiento de bucle, el desplazamiento (s) para el elemento geométrico siguiente.
11. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que el electrodo de hilo metálico que corta el contorno sobre la pieza de trabajo construye un punto de contorno superior (PU) sobre la superficie superior de la pieza de trabajo y un punto del contorno inferior (PL) sobre la superficie inferior de la pieza de trabajo, y en el que cada variación del desplazamiento (s) se ajusta mediante la reducción de la velocidad o parada de al menos un punto de los puntos del contorno superior (PU) y / o inferior (PL) .
12. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que la dirección de inclinación del electrodo de hilo metálico se invierte para cortes sucesivos en la pieza de trabajo.
13. El método de acuerdo con una cualquiera de las reivindicaciones precedentes, en el que para cada uno de al menos un elemento geométrico está predefinida una desviación del contorno máxima admisible (Esmax) , y el desplazamiento (s) se calcula en base a cada una de las desviaciones del contorno máximas admisibles (Esmax) y a la curvatura determinada de cada uno de los elementos geométricos predefinidos correspondientes.
.
14. Un aparato para el mecanizado por descarga eléctrica con hilo metálico, que comprende:
- un controlador para controlar el corte de un contorno que comprende al menos un elemento geométrico en una pieza de trabajo (1) ;
- un electrodo de hilo metálico (4) y
- una guía del hilo metálico superior (11) y una guía del hilo metálico inferior (12) para guiar el electrodo de 10 hilo metálico (4) , siendo controlables la guía del hilo metálico superior (11) y la guía del hilo metálico inferior
(12) por el controlador;
caracterizado porque dicho controlador está adaptado para ejecutar el método de acuerdo con cualquiera de las reivindicaciones 1 a 13
Patentes similares o relacionadas:
 Procedimiento de corte con alambre, del 22 de Febrero de 2016, de Agie Charmilles SA: Procedimiento para el corte de una pieza de trabajo por medio de un alambre saliente, en el que el alambre y/o la pieza de trabajo son inclinados […]
Procedimiento de corte con alambre, del 22 de Febrero de 2016, de Agie Charmilles SA: Procedimiento para el corte de una pieza de trabajo por medio de un alambre saliente, en el que el alambre y/o la pieza de trabajo son inclinados […]
MÉTODO PARA MEDIR Y AJUSTAR EL ELECTRODO PARA UN MECANIZADO CÓNICO EN UNA MÁQUINA DE DESCARGA ELÉCTRICA, del 12 de Marzo de 2012, de Agie Charmilles SA: Un método para medir y ajustar un electrodo de cable que se utiliza durante procedimientos de mecanizado cónico en una máquina de descarga […]
METODO Y APARATO PARA EL MECANIZADO DE ACABADOS MEDIANTE ELECTROEROSION., del 1 de Junio de 2004, de AGIE SA: LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA ELABORACION FINA EROSIVA CON CHISPAS EN LA OBTENCION DE CALIDADES SUPERFICIALES […]
PROCEDIMIENTO PARA EL MECANIZADO ELECTROEROSIVO DE UNA PIEZA, Y DISPOSITIVO CORRESPONDIENTE, del 1 de Septiembre de 2001, de AGIE SA: LA INVENCION SE REFIERE A UN PROCEDIMIENTO O DISPOSITIVO PARA UN MECANIZADO ELECTROEROSIVO, GEOMETRICAMENTE PRECISO, DE UNA PIEZA. LA INVENCION […]
PROCEDIMIENTO PARA EL CORTE POR ELECTROEROSION Y APARATO PARA ELLO., del 16 de Junio de 2001, de AGIE SA: LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA CORTE ELECTROEROSIVO DE UNA PIEZA DE TRABAJO CON ALAMBRE DE EROSION GUIADO CON UNA GUIA PRINCIPAL (3,3') […]
DISPOSITIVO DE MECANIZACION POR ELECTROEROSION., del 16 de Octubre de 1999, de CHARMILLES TECHNOLOGIES S.A.: EN UN DISPOSITIVO DE ELECTROEROSION CON UN ELECTRODO DE HILO TENSADO Y DEVANADO ENTRE DOS GUIAS DE HILO QUE LLEVAN MEDIOS PARA INCLINAR ESTE ELECTRO DE HILO RESPECTO DEL EJE […]
DISPOSITIVO Y PROCEDIMIENTO DE CONTROL PARA EL CORTE POR ELECTROEROSION CON UN ELECTRODO CONTINUO., del 16 de Enero de 1995, de CHARMILLES TECHNOLOGIES S.A.: SE HACE VARIAR AL MENOS UN PARAMETRO DE MECANIZADO DE UNA MAQUINA CORTADORA POR ELECTROEROSION CON UN ELECTRODO CONTINUO, SEGUN UNA TRAYECTORIA PREDETERMINADA, […]