CIP-2021 : B22D 11/00 : Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C).
CIP-2021 › B › B22 › B22D › B22D 11/00[m] › Colada continua de metales, es decir, obteniendo productos de longitud indefinida (estirado, extrusión del metal B21C).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B22D 11/00 hasta B22D 27/00: Procedimientos especiales de colada; Máquinas o aparatos ad hoc
B22D 11/01 · sin empleo de moldes, p. ej. sobre superficies fundidas.
B22D 11/04 · en moldes sin fondo (B22D 11/06, B22D 11/07 tienen prioridad; instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote, B22D 11/14).
B22D 11/041 · · para colada vertical (B22D 11/043, B22D 11/049 - B22D 11/059 tienen prioridad).
B22D 11/043 · · Moldes curvos (B22D 11/049 - B22D 11/059 tienen prioridad).
B22D 11/045 · · para colada horizontal (B22D 11/049 - B22D 11/059 tienen prioridad).
B22D 11/047 · · · Medios para unir la artesa de colada al molde.
B22D 11/049 · · para colada con enfriamiento directo, p. ej. colada en un campo electromagnético.
B22D 11/05 · · en moldes con paredes regulables.
B22D 11/051 · · en moldes con paredes oscilantes.
B22D 11/053 · · Medios para hacer oscilar los moldes.
B22D 11/055 · · Enfriamiento de los moldes.
B22D 11/057 · · Fabricación o calibración de los moldes.
B22D 11/059 · · Materiales o revestimientos de los moldes.
B22D 11/06 · en moldes de paredes que se desplazan, p. ej. entre rodillos, placas, correas, orugas (B22D 11/07 tiene prioridad).
B22D 11/07 · Lubrificación de moldes.
B22D 11/08 · Accesorios para comenzar la colada.
B22D 11/10 · Alimentación o tratamiento del metal líquido (B22D 41/00 tiene prioridad).
B22D 11/103 · · Distribución del metal líquido, p. ej. empleando canales de sangría, flotadores, distribuidores.
B22D 11/106 · · Protección contra el derramamiento del metal fundido.
B22D 11/108 · · Alimentación de aditivos, polvos o similares.
B22D 11/11 · · Tratamiento del metal líquido.
B22D 11/111 · · · empleando polvos protectores.
B22D 11/112 · · · por medio de enfriamiento acelerado.
B22D 11/113 · · · empleando el vacío.
B22D 11/114 · · · empleando medios de agitación o vibración (B22D 11/117 tiene prioridad).
B22D 11/115 · · · · empleando campos magnéticos.
B22D 11/116 · · · Afino del metal.
B22D 11/117 · · · · mediante tratamiento con gases (B22D 11/118, B22D 11/119 tienen prioridad).
B22D 11/118 · · · · haciendo circular el metal bajo, sobre o alrededor de paredes de contención (B22D 11/119 tiene prioridad).
B22D 11/119 · · · · por filtrado.
B22D 11/12 · Accesorios para el tratamiento ulterior o trabajo de las barras coladas in situ (laminado inmediatamente después de la colada continua B21B 1/46, B21B 13/22).
B22D 11/124 · · para su enfriamiento.
B22D 11/126 · · para su corte.
B22D 11/128 · · para retirarlas.
B22D 11/14 · Instalaciones para colada continua, p. ej. para tirar hacia arriba de la barra lingote.
B22D 11/16 · Control o regulación de las operaciones o del funcionamiento.
B22D 11/18 · · de la operación de colada (B22D 11/20 tiene prioridad).
B22D 11/20 · · de la retirada de barras coladas.
B22D 11/22 · · del enfriamiento de las barras coladas o de los moldes.
CIP2021: Invenciones publicadas en esta sección.
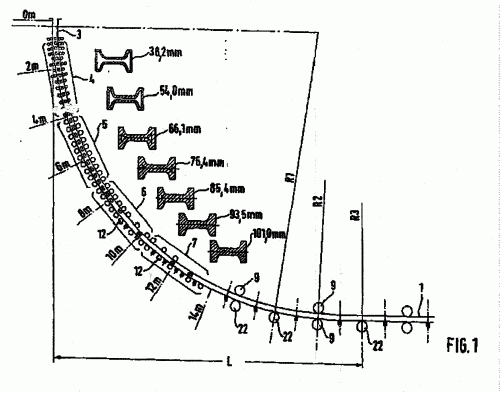
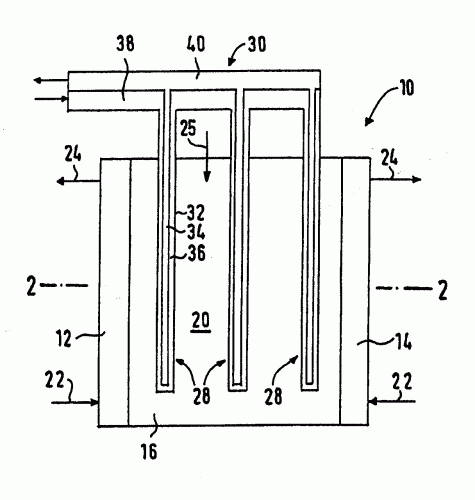
PROCEDIMIENTO Y GUIA DE BARRAS PARA SOPORTAR, GUIAR Y ENFRIAR BARRAS FUNDIDAS DE ACERO, ESPECIALMENTE PERFILES PREVIOS PARA VIGAS.
(16/07/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: FEST, THOMAS, FISCHER, LOTHAR, ZAJBER, ADOLF-GUSTAV, LETZEL, DIRK, MILEWSKI, WILFRIED, SCHNEIDER, HEINZ, DIETRICH, BROTSKI, HERBERT.
Procedimiento para soportar, guiar y enfriar barras de acero fundidas, especialmente de perfiles previos para vigas, en el que la barra fundida, después de salir de la coquilla de fundición continua, se enfría y se expulsa fuera a un segmento cero en un enfriamiento secundario y, adicionalmente, en segmentos de soporte subsiguientes, mediante agua de inyección, caracterizado porque, para evitar una estructura de solidificación no deseada en los bordes superiores de las aletas o en otras zonas de la sección transversal, el enfriamiento y soporte del formato beam blank está adaptado a la zonas de solidificación de tal manera que sólo se produce el enfriamiento y soporte en la zonas en que haya formación de fase líquida.
PROCEDIDMIETO PARA FABRICAR CINTAS METALICAS CON SECCIONES DE DISTINTAS PROPIEDADES DE MATERIAL.
(01/07/2005) Procedimiento para la fabricación de cintas metálicas (B) con secciones (S1-S5) de distintas propiedades de material que comprende las siguientes etapas: - fusión de un acero de aleación pobre o microaleación, - colada del acero en la holgura de colada configurada entre paredes móviles de una máquina de colar en una cinta (B) colada, en la que la fuerza en la holgura de colada ejercida sobre la cinta (B), medida sobre la anchura de la cinta (B) es superior a 100 kN/m, - enfriamiento de la cinta (B) colada, caracterizado porque las fuerzas que actúan sobre la cinta en la holgura de colada se ajustan de forma…
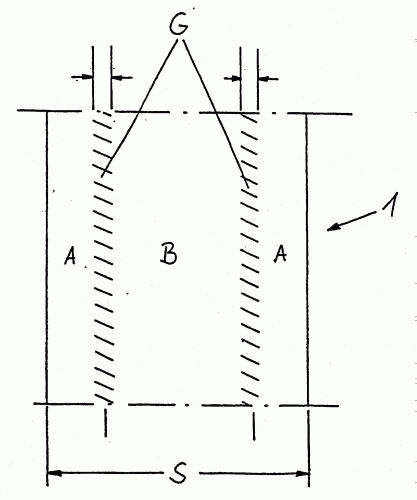
PROCEDIMIENTO PARA FABRICAR ELEMENTOS DE CONSTRUCCION DE PAREDES DELGADAS DE ACERO, Y ELEMENTOS DE CONSTRUCCION FABRICADOS SEGUN EL MISMO.
(01/03/2005). Ver ilustración. Solicitante/s: C.D. WALZHOLZ-BROCKHAUS GMBH. Inventor/es: JUNIUS, HANS-TONI.
Procedimiento para fabricar elementos de construcción de paredes delgadas de acero, que presentan una capa de núcleo interior y capas superficiales exteriores, componiéndose la capa de núcleo y las capas superficiales de aleaciones de acero diferentes y siendo unidas en las superficies límite en un procedimiento de colada formando un material compuesto con gradiente de aleación que se desarrolla plano y siendo el material compuesto conformado a la medida del elemento de construcción de paredes delgadas y tratado térmicamente y produciendo el tratamiento térmico un temple martensítico o bainítico no de todas, pero al menos de una de las capas.
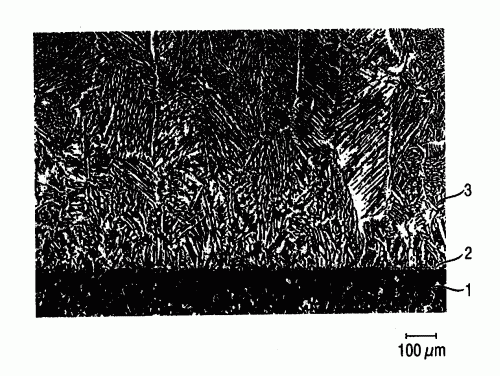
MATERIAL COMPUESTO ESTRATIFICADO PARA ELEMENTOS DESLIZANTES Y PROCEDIMIENTO PARA SU FABRICACION.
(01/02/2004). Ver ilustración. Solicitante/s: FEDERAL-MOGUL WIESBADEN GMBH. Inventor/es: ANDLER, GERD.
LA INVENCION SE REFIERE A UN MATERIAL COMPUESTO ESTRATIFICADO Y A UN PROCEDIMIENTO PARA SU PRODUCCION. EL MATERIAL DE LA INVENCION ES ADECUADO PARA ELEMENTOS DE COJINETE, PERMITE UNA FRICCION MIXTA, RESISTE LA CORROSION Y PUEDE CONFORMARSE EN FRIO, ADEMAS DE RESISTIR FUERTES SOLICITACIONES Y ESFUERZOS. SEGUN EL PROCEDIMIENTO DE LA INVENCION, EL MATERIAL DE SOPORTE SE CALIENTA PREVIAMENTE A UNA TEMPERATURA DE 1.000 A 1.100 C; UNA ALEACION DE SOPORTE FORMADA HETEROGENEAMENTE, Y A BASE DE COBRE - ZINC O COBRE ALUMINIO, SIN PLOMO, SE MOLDEA A UNA TEMPERATURA DE 1.000 A 1.250 C Y EL MATERIAL COMPUESTO ESTRATIFICADO SE ENFRIA DURANTE 2 - 4 MINUTOS DESDE LA TEMPERATURA DE MOLDEO HASTA UNA Y TEMPERATURA DE 100 C. ENTRE LA ALEACION DE SOPORTE Y EL MATERIAL DE SOPORTE SE DISPONE UNA ZONA DE UNION METALURGICA. DICHA ZONA, QUE CRISTALIZA DE MANERA SIMILAR A UN CUBO, COSTA DE UN 80 A UN 95 POR CIENTO DE HIERRO, LAS IMPUREZAS HABITUALES Y UN RESIDUO DE COBRE.
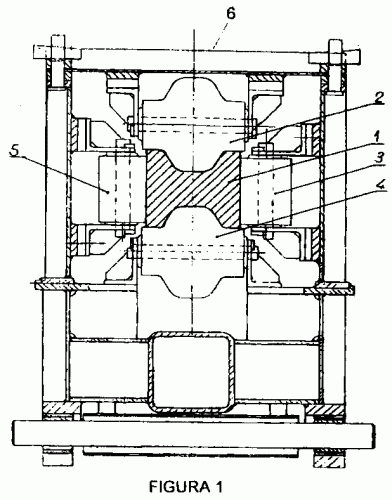
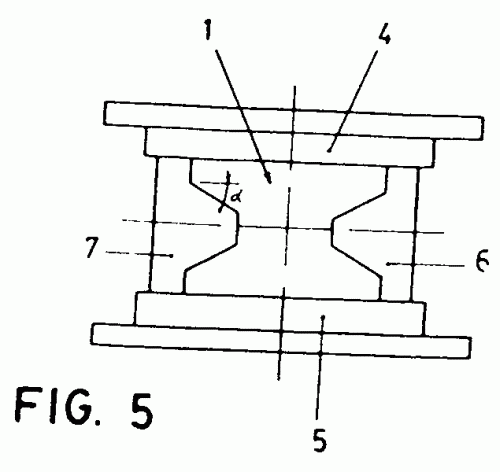
SISTEMA DE COLADA CONTINUA PERFECCIONADO.
(01/06/2003). Ver ilustración. Solicitante/s: ACERALIA PERFILES MADRID, S.L. Inventor/es: ANTIA GOITIA,JESUS MARIA.
Sistema de colada continua perfeccionado para la obtención de una palanquilla continua en forma de "hueso de perro" , formada a la salida de la coquilla y que es ulteriormente laminada para obtener el perfil deseado. El sistema se caracteriza porque el molde de colada está provisto de dos rodillos frontales con la misma periferia que la palanquilla que abrazan a ésta en todos los puntos en el guiado y en la sujeción.
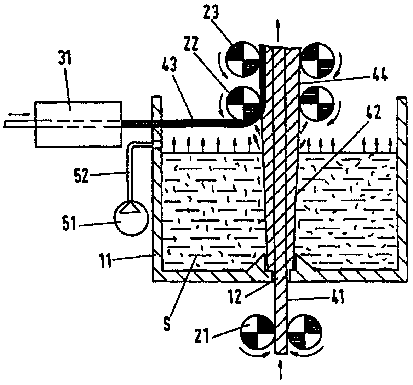
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE FLEJE DELGADO DE ACERO.
(16/11/2002). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: VON HAGEN, INGO, PLESCHIUTSCHNIGG, FRITZ-PETER, RING, MARKUS, BLECK, WOLFGANG, EL GAMMAL, TAREK, SPLINTER, PAUL, LORENZ HAMACHER, PETER, PICHT, OLIVER, RICHARD.
Procedimiento para la producción de ejes delgados de acero, en el que una banda de soporte de un material de acero es puesta en contacto con un caldo de acero fundido y éste es llevado a cristalizar, caracterizado porque los materiales de la banda de soporte y del caldo de acero fundido son diferentes, siendo uno de los materiales un acero inoxidable y el otro material un acero al carbono apto para embutición profunda, y ajustándose la temperatura de la banda de soporte, la temperatura del caldo de acero fundido y el tiempo de permanencia de la banda de soporte en el caldo de acero fundido de tal manera que el caldo de acero fundido cristaliza en un espesor de capa D que alcanza de 20 % a 2 % del espesor de la banda de soporte, y porque la banda de soporte con el caldo de acero fundido cristalizado es laminada a un espesor menor.
Aleación de aluminio para cojinetes de deslizamiento.
(01/07/2002). Solicitante/s: KS GLEITLAGER GMBH. Inventor/es: SCHUBERT, WERNER, STEFFENS, THOMAS, DEICKE, KLAUS, POMOCNIK, THOMAS.
Procedimiento para fabricar una pieza colada en continuo a partir de una aleación de aluminio para cojinetes de deslizamiento, compuesta por el 3 6 % en masa de zinc, el 0,3 2,0 % en masa de cobre, el 0,2 1,0 % en masa de magnesio, el 0,3 2,0 % en masa de silicio, el 1,9 4,5 % en masa de plomo y el resto de aluminio e impurezas inevitables, así como, eventualmente, por hasta el 0,2 % en masa de estaño, mediante colada continua, colándose la aleación con una dimensión mínima, es decir, con un grosor de la colada superior a 20 mm, en una coquilla enfriada exclusivamente de forma indirecta, con una velocidad de salida de 1 a 5 mm/s y una velocidad de enfriamiento inferior a 100 K/s.
PROCEDIMIENTO DE PRODUCCION DE UNA PLACA DE ENFRIAMIENTO PARA HORNOS DE FABRICACION DE HIERRO Y ACERO.
(16/10/2001). Ver ilustración. Solicitante/s: PAUL WURTH S.A. OUTOKUMPU PORICOPPER OY. Inventor/es: SOLVI, MARC, THILL, ROGER, LEPPANEN, YRJO, MAKINEN, PERTTI.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE PRODUCCION DE UNA PLACA DE ENFRIAMIENTO CON CONDUCTOS INTEGRALES DE REFRIGERANTE PARA UN HORNO DE FABRICACION DE HIERRO O ACERO. UNA PIEZA EN TOSCO DE LA PLACA DE REFRIGERACION SE MOLDEA CONTINUAMENTE POR MEDIO DE UN MOLDE DE COLADA CONTINUA , PRODUCIENDO UNOS INSERTOS EN FORMA DE VARILLA SITUADOS EN EL CONDUCTO DE COLADA DEL MOLDE DE COLADA CONTINUA , EN DICHA PIEZA EN TOSCO UNOS CONDUCTOS QUE SE EXTIENDEN EN LA DIRECCION DEL MOLDEO CONTINUO Y FORMAN CONDUCTOS DE REFRIGERANTE EN LA PLACA DE REFRIGERACION ACABADA.
METODO PARA LA COLADA CONTINUA DE ACERO INOXIDABLE AUSTENITICO.
(01/09/2001) ESTA INVENCION PROPONE UN METODO DE MOLDEADO CONTINUO PARA ACERO INOXIDABLE AUSTENITICO CAPAZ DE ESTABLECER SIMULTANEAMENTE UNA BUENA PRODUCTIVIDAD Y UNA EXCELENTE CALIDAD SUPERFICIAL DE LA LAMINA DE ACERO. PARA ESTE PROPOSITO, LA INVENCION SE APOYA EN UN METODO PARA MOLDEAR DE FORMA CONTINUA ACERO INOXIDABLE AUSTENITICO VERTIENDO MATERIA FUNDIDA DE ACERO INOXIDABLE AUSTENITICO DESDE UNA CUBETA A TRAVES DE UNA BOQUILLA DE INMERSION AL INTERIOR DE UN MOLDE DE MOLDEADO CONTINUO DE UN DISPOSITIVO DE MOLDEADO CONTINUO DE PLANCHAS, SOLDIFICANDOLO EN EL MOLDE Y EXTRAYENDO DE FORMA CONTINUA LA PLANCHA RESULTANTE DE UN TAMAÑO DADO…
METODO DE FABRICACION Y PROCESADO DE MICROHILOS METALICOS AMORFOS REVESTIDOS DE CUBIERTA AISLANTE CON ELEVADAS PROPIEDADES MAGNETICAS.
(01/10/2000). Solicitante/s: APLICACIONES MAGNETICAS S.A. Inventor/es: MARIN PALACIOS,PILAR, HERNANDO GRANDE,ANTONIO, VAZQUEZ VILLALABEITIA,MANUEL, LARIN,VLADIMIR, ZHUKOV,ARCADY, TORCUNOV,ALEXANDER, ANTONENCO,ALEXANDER.
Método de fabricación y procesado de microhilos metálicos amorfos revestidos de cubierta aislante con elevadas propiedades magnéticas. El microhilo se prepara calentando la aleación del metal deseada mediante un horno de inducción de alta frecuencia contenida en el interior de un tubo de vidrio. El calor del metal ablanda el tubo de vidrio y la extracción del microhilo se realiza mediante el arrollamiento del capilar de vidrio rellenado de la aleación metálica en un bobina que gira convenientemente. El control del ritmo de enfriamiento permite la obtención de la microestructura metálica amorfa. El comportamiento magnético (alta susceptibilidad inicial, bajo campo coercitivo y bajo campo de anisotropía) se controlará eligiendo la composición nominal de la aleación, el tiempo de exposición a la temperatura de sobrecalentamiento, la relación entre el diámetro de núcleo metálico y el diámetro total, y la temperatura y las condiciones de tratamiento térmico posterior a la fabricación.
PROCEDIMIENTO Y DISPOSITIVO PARA LA PRODUCCION DE MATERIAL METALICO COMPUESTO.
(01/07/1999). Ver ilustración. Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: VON HAGEN, INGO, PLESCHIUTSCHNIGG, FRITZ-PETER, EL GAMMAL, TAREK, MEGAHED, GAMAL, MOHAMED.
LA INVENCION SE REFIERE A UN METODO PARA LA FABRICACION DE COMPOSITE METALICO, EN EL QUE AL MENOS SOBRE UNA PARTE DE UNA BARRA MADRE SE APLICA UN MATERIAL CON PROPIEDADES DIFERENTES. SEGUN LA INVENCION, LA BARRA MADRE SE LLEVA TRAVES DE UNA COLADA CON LA MISMA COMPOSICION QUE LA BARRA MADRE. LA COLADA CRISTALIZA INVERSIVAMENTE Y DESPUES DE DEJAR EL BAÑO DE FUSION A UNA DISTANCIA DETERMINADA DE LA SUPERFICIE DEL BAÑO, SE LLEVA UN PERFIL DEL COMPOSITE AL PERFIL SOPORTE Y SE PONE EN CONTACTO EL PERFIL DE COMPOSITE CON LA SUPERFICIE DEL PERFIL SOPORTE PARA LA SOLDADURA. LA INVENCION SE REFIERE ADEMAS A UN DISPOSITIVO PARA APLICAR EL PROCESO.
PROCEDIMIENTO PARA LA PRODUCCION DE UN TUBO SIN COSTURA ACABADO EN CALIENTE.
(16/05/1999). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: KRON, HEINZ, JOSEF, KOHLHAGE, HANS, WIEMER, HANS-EIKE, KUTZBERGER, KARLHEINZ.
LA INVENCION SE REFIERE A UN PROCESO PARA LA ELABORACION DE UN TUBO FABRICADO EN CALIENTE SIN COSTURA A PARTIR DE ACERO CON DEFORMABILIDAD REDUCIDA, EN PARTICULAR ACERO APOYADO EN RODILLOS, PROPONIENDOSE DE ACUERDO CON LA INVENCION QUE UN ACERO LIQUIDO PREVIAMENTE CALENTADO Y DESGASIFICADO, ASI COMO DESOXIDADO DE LA COMPOSICION QUIMICA REQUERIDA, SEA FUNDIDO CONTINUAMENTE CON CUALQUIER SECCION TRANSVERSAL, DESPUES DE LA SEPARACION DE PLETINA, SIENDO DIVIDIDO PARA LA FUNDACION EN LONGITUDES ADECUADAS Y PERFILADAS. LA INVENCION PROPONE QUE LAS LONGITUDES DE CORTE A SER CALENTADAS HASTA LA TEMPERATURA DE PERFILADO SIN CUALQUIER PERFIL PREVIO, POR EJEMPLO COMO FUNDICION, Y SIN NINGUN TRATAMIENTO TERMICO (RECOCIDO DE DIFUSION), SEA GUIADO A UNA PLANTA DE PRODUCCION DE TUBOS.
DISPOSITIVO DE MOLDE DE INVERSION CON CRISTALIZADOR.
(16/05/1998). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: PARSCHAT, LOTHAR, VONDERBANK, MICHAEL, DR., VON HAGEN, INGO, PLESCHIUTSCHNIGG, FRITZ-PETER, EL GAMMAL, TAREK, STALLEICKEN, DIETER, MENNE, ULRICH, HAMACHER, PETER, LORENZ.
LA INVENCION TRATA DE UN DISPOSITIVO DE MOLDE DE INVERSION CON CRISTALIZADOR, QUE TIENE EN SU BASE UNA ABERTURA EN FORMA DE HENDIDURA CON CIERRE POR DONDE PASA UNA CINTA TRANSPORTADORA Y QUE ESTA EN CONTACTO CON UNA UNIDAD SUMINISTRADORA DE COLADA. LA INVENCION SE CARACTERIZA PORQUE EL RECIPIENTE DEL CRISTALIZADOR ESTA DENTRO DE UNA UNIDAD DE MANERA HORIZONTAL, Y QUE LA UNIDAD SE ENCUENTRA EN COMUNICACION CON TOBERAS QUE ESTAN EN LA ZONA DE LA ABERTURA , Y QUE LAS BOCAS DE LAS TOBERAS ESTAN COLOCADAS DE TAL MANERA, QUE LA COLADA QUE SALE CAE A LA CINTA TRANSPORTADORA (T) CON UN ANGULO {AL} EN LA DIRECCION DEL MOVIMIENTO DE LA CINTA.
PROCESO DE COLADA CONTINUA.
(16/12/1997). Ver ilustración. Solicitante/s: SIDERURGICA ARISTRAIN MADRID, S.L. Inventor/es: ANTIA GOITIA,JESUS MARIA, MUJICA BERROETA, MARCIAL.
PROCESO DE COLADA CONTINUA. PERMITE OBTENER UNA PALANQUILLA CONTINUA CON SECCION EN FORMA CONOCIDA COMO DE "HUESO DE PERRO", FORMADA A LA SALIDA DE LA COQUILLA ARQUEADA EN UN PLANO VERTICAL. LA PALANQUILLA ES ULTERIORMENTE LAMINADA PARA OBTENER EL PERFIL EN FORMA DE H DESEADO. LA INVENCION PROPONE QUE EL PRODUCTO PROCESADO EN COLADA CONTINUA SE FORME A LA SALIDA DE LA COQUILLA PRESENTANDO SUS DOS CARAS PLANAS DISPUESTAS SEGUN LAS CARAS HORIZONTALES CORRESPONDIENTES A LOS RADIOS INTERNO Y EXTERNO DE LA COLADA CONTINUA Y DE FRENTE AL OPERADOR. AL SER PLANAS LAS CARAS SUPERIOR E INFERIOR, SE OPTIMIZA EL ROCIADO CON EL AGUA DE REFRIGERACION Y EL TROCEADO DE LA PALANQUILLA POR OXICORTE.
PROCEDIMIENTO Y DISPOSITIVO DE REALIZACION DE UNA ENVOLTURA METALICA SOBRE UN ALMA DE FORMA ALARGADA.
(01/11/1997). Solicitante/s: FORCAST INTERNATIONAL. Inventor/es: WERQUIN, JEAN-CLAUDE.
LA INVENCION SE REFIERE A UN PROCESO DE REALIZACION DE UNA ENVOLTURA METALICA SOBRE UN ALMA DE FORMA ALARGADA Y DE COMPOSICION METALURGICA DIFERENTE DE LA DE DICHA ENVOLTURA . EL PROCESO CONSISTE EN DESPLAZAR EL ALMA EN UNA LINGOTERA COMUNICANDOLE UNA OSCILACION VERTICAL CONTINUA ASOCIADA A UN MOVIMIENTO VERTICAL DE DESCENSO DE DICHA ALMA EN COLAR UN METAL DE APORTE EN FUSION EN LA LINGOTERA , EN RECUBRIR EL METAL DE APORTE EN FUSION POR UNA ESCORIA ELECTROCONDUCTORA A UNA TEMPERATURA SUPERIOR A 1450 (GRADOS) C, EN COMUNICAR A LA ESCORIA UN MOVIMIENTO DE ROTACION ALREDEDOR DEL ALMA Y EN ENFRIAR LA PARTE INFERIOR DE LA LINGOTERA PARA SOLIDIFICAR EL METAL DE APORTE . LA INVENCION SE REFIERE TAMBIEN A UN DISPOSITIVO PARA LA APLICACION DE ESTE PROCESO.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE SEMIPRODUCTOS.
(16/02/1997). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: SCHMIDT, UWE, PARSCHAT, LOTHAR, VONDERBANK, MICHAEL, DR., VON HAGEN, INGO, EL GAMMAL, TAREK, STALLEICKEN, DIETER, MENNE, ULRICH, HAMACHER, PETER, LORENZ, PLESCHIUTSCHNIGG, FRITZ P.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PAR LA ELABORACION DE PRODUCTO SEMIACABADO EN FORMA DE BARRA DE METAL DELGADO Y UN DISPOSITIVO PARA LA IMPLANTACION DEL PROCEDIMIENTO. PARA ESTAR SEGURO DEL MANTENIMIENTO DE UN MAXIMO REQUERIDO DE METAL DE LAMINA CON UNA TOLERANCIA DEL 2% SE PROPONE, QUE SE ELABORE LOS PRODUCTOS SEMIACABADOS CON UNA RELACION DE ANCHURA ESPESOR POR ENCIMA DE 60 Y UNA VARIACION MAXIMA EN EL ESPESOR DE 2 %, PASANDO LA BARRA METALICA POR DEBAJO DE RODILLOS DE SUAVIZADO DESPUES DE DEJAR EL RECIPIENTE DE FUSION UNA VEZ QUE LA TEMPERATURA MEDIA EN LA CAPA CRISTALIZADA DE LA BARRA METALICA REUNE UNA CONDICION DADA. PARA ESTE OBJETIVO, DENTRO DE UNA CARCASA A UNA DISTANCIA DE 0,5 HASTA 5 M A PARTIR DE LA SUPERFICIE DEL RECIPIENTE DE FUSION SE DISPONE DE UN DISPOSITIVO DE RODILLO DE DESPLAZAMIENTO SUAVE, DE FORMA QUE PUEDE SER AJUSTADA LA DISTANCIA CON RESPECTO A LA SUPERFICIE DEL RECIPIENTE DE FUSION.
METODO Y FABRICACION DE ALEACIONES MONOTECTICAS.
(01/10/1995). Solicitante/s: METALLGESELLSCHAFT AKTIENGESELLSCHAFT. Inventor/es: PRINZ, BRUNO, DR., ROMERO, ALBERTO.
PARA FABRICAR ALEACIONES MONOTECTICAS EN UN ESTADO LIQUIDO COMPARADO CON UN GRAN HUECO DE MEZCLA Y DESPUES DE LA SOLIDIFICACION EN LA MATRIZ DE UNA FASE MINORITARIA ALMACENADA EN FORMA DE GOTEO DE MAYOR DENSIDAD QUE LA PROPUESTA POR LA MATRIZ, LA FUNDICION SE LLEVA A CABO A UNA TEMPERATURA SUPERIOR A LA TEMPERATURA DE MEZCLA CON GRAN VELOCIDAD DE FUNDICION Y ENFRIAMIENTO. PARA CONSEGUIR UNA BUENA DISPERSION DE LA FASE MINORITARIA, LA FUNDICION SE LLEVA A CABO DE FORMA VERTICAL.
COQUILLA PARA COLADA CONTINUA DE METALES, ESPECIALMENTE DE ACERO.
(01/10/1994). Solicitante/s: CONCAST STANDARD AG. Inventor/es: STILLI, ADRIAN, KAWA, FRANCISZEK.
EN UNA COQUILLA PARA COLADA CONTINUA DE SECCION TRANSVERSAL POLIGONAL, ESPECIALMENTE CON CUATRO O SEIS LADOS EN SECCION TRANSVERSAL, EL ESPACIO HUECO DEL MOLDE EN EL LADO DE VERTIDO Y EN EL LADO DE LA COLADA CONTINUA , MUESTRAN FORMAS GEOMETRICAMENTE DISTINTA. A TRAVES DE UNA CONFORMACION DE LA SECCION TRANSVERSAL DE LA COLADA CONTINUA EN EL INTERIOR DE LA COQUILLA, DEBE CONSEGUIRSE UNA REFRIGERACION MEJORADA DE LA CORTEZA O COSTRA DE COLADA PARA MEJORAR POR UNA PARTE LA CALIDAD DE LA COLADA Y POR OTRA PARTE LA VELOCIDAD DE COLADA. POR ESTE MOTIVO SE PROPONE UN AUMENTO DE LA SECCION TRANSVERSAL DEL ESPACIO HUECO DEL MOLDE EN CADA SECCION DE PERIMETRO EN LA FORMA DE UNA EXPANSION , CON LO QUE LA MASA DE LA EXPANSION EN LA DIRECCION DE COLADA AL MENOS LONGITUDINALMENTE SE REDUZCA UNA LONGITUD PARCIAL DEL ESPACIO HUECO DEL MOLDE DE FORMA QUE LA SECCION TRANSVERSAL DE COLADA CONFORME EL PASO A TRAVES DE LA LONGITUD PARCIAL DEL ESPACIO HUECO DEL MOLDE.
PROCEDIMIENTOS Y DISPOSITIVOS PARA OBTENER HILOS EN ALEACIONES METALICAS AMORFAS.
(16/12/1993). Solicitante/s: COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN-MICHELIN & CIE. Inventor/es: BIJAOUI, DENIS, JARRIGE, GUY, DUCHEFDELAVILLE, GERARD.
PROCEDIMIENTO Y DISPOSITIVO PARA OBTENER UN HILO EN ALEACION METALICA AMORFA, CARACTERIZADOS PORQUE SE PONE EN CONTACTO UN CHORRO DE ALEACION AMORFIZABLE FUNDIDA CON UN GAS QUE PUEDE REACCIONAR QUIMICAMENTE CON AL MENOS UNO DE LOS COMPONENTES DE LA ALEACION ANTES DE QUE EL CHORRO LLEGUE A UN LIQUIDO REFRIGERANTE , DE MANERA QUE SE FORME UNA CAPA ALREDEDOR DEL CHORRO QUE PUEDE ESTABILIZARLO. HILOS AMORFOS OBTENIDOS CON ESTE PROCEDIMIENTO Y ESTE DISPOSITIVO, ARTICULOS REFORZADOS POR ESTOS HILOS.
PROCEDIMIENTO PARA LA FABRICACION DE LEVAS INDIVIDUALES DE MATERIAL FUNDIDO.
(16/07/1993). Solicitante/s: EMITEC GESELLSCHAFT FUR EMISSIONSTECHNOLOGIE MBH. Inventor/es: SWARS, HELMUT.
PROCEDIMIENTO PARA LA FABRICACION DE LEVAS INDIVIDUALES DE MATERIAL FUNDIDO PARA ARBOLES DE LEVAS FABRICANDO POR EL PROCEDIMIENTO DE LA COLADA CONTINUA, LA BARRA CON LA SECCION DE UNA LEVA Y DONDE SE CORTAN LAS DIFERENTES LEVAS DE LA BARRA ENFRIADA.
PROCEDIMIENTO DE ELABORACION DE PRODUCTOS DE ACERO POR COLADA CONTINUA CENTRIFUGA Y LUBRICACION CON POLVOS FUNDENTES EN LINGOTERA.
(16/06/1989). Ver ilustración. Solicitante/s: AGRUPACION DE I +D DE ACEROS ESPECIALES. Inventor/es: LAINEZ VILLABONA,ENRIQUE, ALVAREZ DE TOLEDO BANDEIRA, GONZALO.
PROCEDIMIENTO DE ELABORACION DE PRODUCTOS DE ACERO POR COLADA CONTINUA CENTRIFUGA Y LUBRICACION CON POLVOS FUNDENTES EN LINGOTERA, ESTANDO EL ACERO SOMETIDO A LA ACCION DE UN INDUCTOR ELECTRICO, DE MODO QUE SE RELACIONAN ENTRE SI LOS PARAMETROS:-POSICIONAMIENTO DEL INDUCTOR,-ANCHURA DEL INDUCTOR,-LONGITUD DEL INDUCTOR,-CAMPO MAGNETICO CREADO POR EL INDUCTOR,-FRECUENCIA DEL CAMPO MAGNETICO,-FORMATO COLADA,-VELOCIDAD DE COLADA,DE FORMA QUE LA AGITACION ELECTROMAGNETICA PRODUCIDA POR EL INDUCTOR SEA TAL QUE EN EL MOVIMIENTO DE ACERO LIQUIDO ALREDEDOR DEL EJE DE LA LINGOTERA LA VELOCIDAD TRANGENCIAL ALCANZADA SEA SUPERIOR A 30 CM/S EN POR LO MENOS UNA LONGITUD DE PRODUCTO COLADO DE 20 CM, Y AL MISMO TIEMPO EL VALOR DE LA VELOCIDAD TANGENCIAL DEL ACERO EN EL MENISCO LIBRE NO SEA SUPERIOR AL VALOR 3,5 CM/S.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION CONTINUA DE TUBOS DE FUNDICION CON GRAFITO ESFEROIDAL DE ESTRUCTURA CONTROLADA.
(01/05/1987). Solicitante/s: PONT-A-MOUSSON S.A..
MODIFICACIONES EN UNA INSTALACION PARA FABRICAR DE MODO CONTINUO TUBOS DE FUNDICION CON GRAFITO ESFEROIDAL DE CONTROLADA ESTRUCTURA. CONSISTENTES EN: SITUAR AGUAS ABAJO DE LA HILERA REFRIGERADA DE COLADA CONTINUA , CUBETAS DE FLUIDIFICACION DE PARTICULAS REFRACTARIAS SO/LIDAS; DOTAR A LA CUBETA CON UN SERPENTIN TUBULAR CON CIRCULACION DE AGUA SUMERGIDO EN EL BAÑO FLUIDIFICADO; PRESENTAR LA CUBETA UN ORIFICIO DE ENTRADA O DE SALIDA DEL TUBO QUE ATRAVIESA DICHO BAÑO FLUIDIFICADO Y SITUAR DEBAJO DE LA CUBETA DE FLUIDIFICACION Y DEL EXTRACTOR (33A, 33B), UNA CHIMENEA QUE RODEA AL MANGUITO.
PERFECCIONAMIENTOS EN UNA INSTALACION DE COLADA CONTINUA VERTICAL.
(01/12/1986). Solicitante/s: PONT-A-MOUSSON S.A..
PERFECCIONAMIENTOS EN UNA INSTALACION DE COLADA CONTINUA VERTICAL. CONSTA DE UNA ALIMENTACION DE FUNDICION LIQUIDA SOMETIDA A UNA BAJA PRESION GASEOSA, DE UN BLOQUE SIFON PARA ALIMENTACION TANGENCIAL DE UN CRISOL DE FUNDICION LIQUIDA QUE CONSTITUYE LOS MEDIOS HIDRAULICOS DE IMPULSION O DE PUESTA EN ROTACION LENTA EN EL RECIPIENTE POR ALIMENTACION TANGENCIAL DE LA FUNDICION LIQUIDA A PEQUEÑO CAUDAL POR UN ORIFICIO TANGENCIAL Y DE ENTRETENIMIENTO DE ESTA ROTACION; DE UN CRISOL DEPOSITO CONSTITUIDO POR UNA HILERA TUBULAR REFRIGERADA Y POR UN EXTRACTOR DEL TUBO T FORMADO.
PERFECCIONAMIENTOS EN UNA INSTALACION PARA LA COLADA CONTINUA DE UN TUBO DE FUNDICION.
(16/07/1986). Solicitante/s: PONT-A-MOUSSON S.A..
INSTALACION DE COLADA CONTINUA DE TUBOS DE ALEACION FERROSA DEL TIPO VERTICAL ASCENDENTE. LA ALIMENTACION SE REALIZA A UN ESPACIO ANULAR DELIMITADO POR UNA HILERA TUBULAR REFRIGERADA Y UN NUCLEO COAXIAL CALENTADO . UN HORNO ELECTRICO CONTIENE LA FUNDICION LIQUIDA (F). UN DISPOSITIVO REALIZA LA ALIMENTACION DE FUNDICION EN EL ESPACIO ANULAR CITADO. UN CONJUNTO DE CONTROL CONSTITUIDO POR UN VASO DE EXPANSION QUE COMUNICA CON LA CAVIDAD DEL NUCLEO HUECO REGULA LA TEMPERATURA DEL NUCLEO , REALIZADO EN UN CONJUNTO DE BLOQUES DE GRAFITO. ESTOS BLQUES MANTIENEN UNA TEMPERATURA ELEVADA EN SU PARTE SUMERGIDA EN EL HORNO . DE APLICACION EN LA INDUSTRIA METALURGICA.
PROCEDIMIENTO E INSTALACION PARA LA COLADA CONTINUA DE UN TUBO DE FUNDICION CON ENCAJE.
(16/04/1985). Solicitante/s: PONT-A-MOUSSON S.A..
PROCEDIMIENTO E INSTALACION PARA LA COLADA CONTINUA DE UN TUBO DE FUNDICION CON ENCAJE.POR MEDIO DE UNA COQUILLA Y DE UN NUCLEO QUE DA LA FORMA DEL ENCAJA Y UNA HILERA TUBULAR QUE DA LA FORMA DEL FUSTE, SE FORMA EN PRIMER LUGAR EL ENCAJA HACIENDO ASCENDER LA FUNDICION EN EL ESPACIO ANULAR ENTRE LA COQUILLA Y EL NUCLEO, Y SE FORMA TAMBIEN UNA INICIO DEL FUSTE, Y TRAS HACER SOLIDIFICAR EL ENCAJE, SE LE HACE ASCENDER PASO A PASO AL MISMO TIEMPO QUE SE ARRASTRAN FUERA DEL BAN/O DE FUNDICION METALICO, PORCIONES TUBULARES DE FUSTE, IGUALMENTE SOLIDIFICADAS PASO A PASO, HASTA QUE SE TENGA LA LONGITUD DE TUBO DESEADA.APLICACION A LA COLADA DE TUBOS DELGADOS CON ENCAJE CUYA RELACION ESPESOR/DIAMETRO ES INFERIOR AL 10.
PERFECCIONAMIENTOS INTRODUCIDOS EN LAS INSTALACIONES PARA LA COLADA CONTINUA DE METALES.
(16/01/1985). Solicitante/s: METALES Y PLATERIA RIBERA, S.A..
MECANISMO QUE DETERMINA EL MOVIMIENTO DE AVANCE DE LA BANDA CONTINUA DE METAL PROCEDENTE DE UNA INSTALACION DE COLADA CONTINUA.CONSTA DE UN BRAZO QUE EN SU EXTREMIDAD PORTA UN RODILLO QUE SE APOYA SOBRE LA PERIFERIA DE UNA LEVA , SOMETIDA A UN MOVIMIENTO UNIFORME DE GIRO; DE UN ROBUSTO MUELLE HELICOIDAL QUE SOMETE, JUNTO CON LA LEVA , AL BRAZO A UN MOVIMIENTO ANGULAR DE OSCILACION; Y DE UN MECANISMO QUE TRANSMITE EL MOVIMIENTO DE GIRO A LA LEVA.
PERFECCIONAMIENTOS EN EXTRUSIONADORAS TUBULARES PARA INSTALACIONES DE COLADA CONTINUA.
(16/12/1983) EXTRUSIONADORA TUBULAR DE COLADA CONTINUA. COMPRENDE UNA CUBETA DE COLADA , QUE ALIMENTA LA EXTRUSIONADORA DE FUNDICION LIQUIDA (F), QUE TIENE UNA GUARNICION REFRACTARIA GRUESA Y UN ORIFICIO VERTICAL DE COLADA , EN CUYO INTERIOR SE MONTA LA CABEZA DE LA EXTRUSIONADORA QUE JUNTO CON UN MACHO DELIMITA UN ESPACIO TUBULAR DE COLADA . EL MACHO ES DE GRAFITO, HUECO, Y CON UN DISPOSITIVO DE CALENTAMIENTO EN SU INTERIOR. LA EXTRUSIONADORA ES SOSTENIDA EN SU EXTREMIDAD INFERIOR POR UNA BRIDA , SUSPENDIDA A LA CAJA DE LA CUBETA POR TIRANTES , Y QUE SOSTIENE TAMBIEN UNA ENVOLVENTE DE REFRIGERACION . UN DISPOSITIVO DE EXTRACCION DEL TUBO (T) COLADO QUE CONSISTE EN DOS PARES DE ROLDANAS Y , DOS DE LAS CUALES SE UNEN POR UNA CADENA DE TRANSMISION Y SON ACCIONADAS EN ROTACION, PASO A PASO, POR UN GRUPO MOTO-REDUCTOR…
PERFECCIONAMIENTOS EN LAS INSTALACIONES PARA LA COLADA CONTINUA DE METALES.
(01/12/1983). Solicitante/s: MATEO SUBIRA,JOAQUIN.
INSTALACION PARA LA COLADA CONTINUA DE METALES, CONCRETAMENTE PARA EL MOLDEO HORIZONTAL CONTINUO DE BARRAS DE METAL.CONSTA DE UNA ESTRUCTURA DE SOPORTE ; DE UN DEPOSITO O EMBUDO PARA LA COLADA DE METAL, UNIDO POR UNA JUNTA ESPECIAL A UN MOLDE ASI COMO A UNA ZONA DE REFRIGERACION ; DE MECANISMOS PARA EL MOVIMIENTO DE TRASLACION CONTINUA Y PARA MOVIMIENTOS DE TRASLACION ALTERNATIVOS ; DE PULVERIZADORES PARA AGUA QUE ACTUAN CUANDO LA BARRA DE METAL OBTENIDA PASA POR LA ZONA DE REFRIGERACION ; Y DE UN GRUPO MOTOR DOTADO DE LOS REDUCTORES CORRESPONDIENTES, EL CUAL ACCIONA LOS DIVERSOS MECANISMOS DE LA INSTALACION.
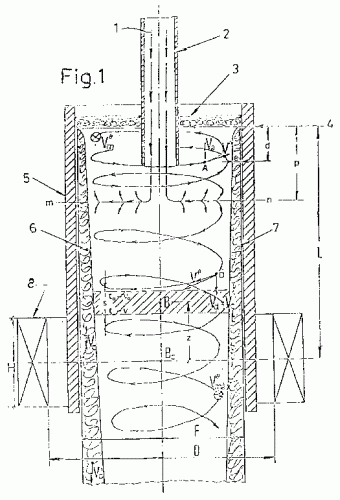
PROCEDIMIENTO DE FABRICACION DE CUERPOS HUECOS METALICOS POR COLADA CONTINUA VERTICAL.
(16/11/1983). Solicitante/s: VALLOUREC.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS METALICOS POR COLADA CONTINUA VERTICAL, A PARTIR DE METALES, TALES COMO EL ALUMINIO, EL COBRE, LOS ACEROS DE TODOS LOS TIPOS U OTROS METALES O ALEACIONES.CONSISTE EN INTRODUCIR EL METAL LIQUIDO EN UN ESPACIO ANULAR COMPRENDIDO ENTRE UN MOLDE EXTERIOR Y UN MANDRIL HUECO INTERIOR , ESTANDO SOMETIDO EL METAL LIQUIDO CERCA DEL MANDRIL A LA ACCION DE UN CAMPO MAGNETICO MOVIL QUE LO ARRASTRA HACIA ARRIBA. ESTE CAMPO ES CREADO, DE PREFERENCIA, POR UN ROTOR MAGNETICO ALOJADO EN DICHO MANDRIL .DEAPLICACION EN LA REALIZACION DE PIEZAS SEMIACABADAS DESTINADAS A LA FABRICACION DE TUBOS SIN SOLDADURAS.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA CAMITA DE AGUA PARA UNA LINGOTERA TRIBULAR TUBULAR DE COLADA CONTINUA.
(01/10/1983). Solicitante/s: CONCAST SERVICE UNION AG.
FABRICACION DE UNA CAMISA DE AGUA PARA UNA LINGOTERA DE COLADA CONTINUA. EN UN RECEPTACULO DE MONTAJE DOTADO DE TOPES DE POSICIONAMIENTO , SE INTRODUCE UNA ENVOLTURA PROVISTA DE UNA BRIDA QUE SE INMOVILIZA GRACIAS A DICHOS TOPES. UN MANDRIL DE CONFIGURACION PREDETERMINADA SE INTRODUCE Y POSICIONA EN LA ENVOLTURA FIJANDOLO AL RECEPTACULO DE MONTAJE. EN EL ESPACIO QUE QUEDA ENTRE EL MANDRIL Y LA ENVOLTURA SE VIERTE POR UN ORIFICIO SUPERIOR UNA MATERIA PLASTICA FLUIDA QUE SE DEJA ENDURECER. SE EXTRAE EL MANDRIL, SE LIBERA LA UNION ENTRE EL RECEPTACULO DE MONTAJE Y LA ENVOLTURA Y FINALMENTE SE EXTRAE DEL RECEPTACULO DE MONTAJE EL CONJUNTO DE LA ENVOLTURA Y LA MATERIA PLASTICA QUE CONSTITUYE LA CAMISA DE AGUA.
PERFECCIONAMIENTOS EN UNA MAQUINA DE COLADA CONTINUA.
(16/08/1983). Solicitante/s: NIPPON STEEL CORPORATION.
DISPOSITIVO DESMONTABLE PARA MAQUINA. CONSTA DE UN BASTIDOR DE BASE SOBRE EL QUE SE COLOCA UN EQUIPO PROVISTO DE UN MOLDE CURVADO Y DE UN DISPOSITIVO OSCILANTE , Y UN BASTIDOR PRINCIPAL SOBRE EL CUAL UN DISPOSITIVO DE GUIA Y UN DISPOSITIVO ENDEREZADOR DE PUNTOS MULTIPLES SE COLOCAN DE FORMA DESMONTABLE E INTERCAMBIABLE. EXISTE UNA UNIDAD DE REDUCCION DEL ACCIONAMIENTO DE OSCILACIONES , ASI COMO UNA PLURALIDAD DE PARES DE RODILLOS ENDEREZADORES SOSTENIDOS POR BASTIDORES DE SEGMENTOS INFERIOR Y SUPERIOR (19A, 19B).
PERFECCIONAMIENTOS EN MOLDES CURVADOS PARA LA COLADA CONTINUA.
(01/08/1983). Solicitante/s: NIPPON STEEL CORPORATION.
Perfeccionamientos en moldes curvados para la colada continua, del tipo que comprenden secciones de molde de los lados cortos y secciones de molde de lados largos, teniendo cada una de ellas una superficie interna curvada tal y como se observa en la dirección vertical del molde; caracterizados porque los canales longitudinales de agua de refrigeración se extienden virtualmente de acuerdo con la curva de la superficie interna curvada de cada una de las secciones de molde de lados largos, como se ve en la dirección vertical del molde curvado.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}