CIP-2021 : G05B 19/408 : caracterizado por la manipulación de datos o el formato de los datos p.
ej. lectura, introducción en una memoria intermedia o conversión de datos.
CIP-2021 › G › G05 › G05B › G05B 19/00 › G05B 19/408[3] › caracterizado por la manipulación de datos o el formato de los datos p. ej. lectura, introducción en una memoria intermedia o conversión de datos.
G FISICA.
G05 CONTROL; REGULACION.
G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K).
G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00).
G05B 19/408 · · · caracterizado por la manipulación de datos o el formato de los datos p. ej. lectura, introducción en una memoria intermedia o conversión de datos.
CIP2021: Invenciones publicadas en esta sección.
Método de producción de lente precursora para lente globular.
(03/04/2019) Un método para fabricar una lente precursora para una lente con forma de montura, teniendo la lente precursora una forma externa circular o elíptica, procesándose la lente precursora en una lente con forma de montura mediante retirada por corte de un borde periférico de la misma de un modo tal que ajuste en una montura de gafas predeterminada, proporcionándose la lente precursora con características de lente rotacionalmente asimétricas que corresponden a una prescripción de un usuario, comprendiendo el método: una etapa de entrada de datos de procesamiento de entrada de datos para especificar al menos una forma de la lente con forma de montura y un grosor predeterminado, y
una etapa…
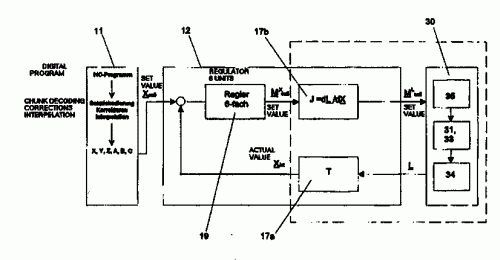
(23/08/2017) Control numérico para el funcionamiento de una máquina herramienta con varios ejes, con un regulador del accionamiento para cada eje a controlar, en el que los reguladores del accionamiento se pueden parametrizar a través de parámetros de la maquina (Kp, Ki, Kd, MP, Tt) y de esta manera se pueden adaptar a las más diferentes máquinas herramientas, caracterizado porque en puntos de toma en los reguladores del accionamiento se pueden seleccionar magnitudes de regulación variables (wnom, wact, Iqnom, Iqact, Unom, vnom, anom, I_int) y parámetros de la máquina (Kp, Ki, Kd, MP, Tt) y se pueden ramificar a partir del regulador del accionamiento, para ser utilizados como argumentos o parámetros de una función definida por el usuario, de manera que el valor de partida sirve para…
Sistema de almacenamiento para albergar tablas de formatos temporales.
(29/03/2017) Un sistema de almacenamiento que comprende:
- un almacén para guardar los restos de tablas y/o listones y/o listones que no se corten inmediatamente en secuencia con las otras para ser cortadas con las próximas y que necesitan ser almacenadas;
- un sistema de seguimiento para registrar una incorporación manual al almacén y una retirada manual del almacén de al menos una de las tablas y/o listones y para registrar la ubicación en el almacén de la adición o la eliminación, comprendiendo dicho sistema de seguimiento identificadores para identificar las tablas o listones, colocándose dichos identificadores en las ubicaciones y en las tablas y/o listones para recuperar su asignación…
Sistema automatizado de acceso a recursos para adultos.
(07/11/2016). Solicitante/s: MORENO RUIZ, José Ángel. Inventor/es: PICAZO AROCA,Jose Antonio, MORENO RUIZ,José Ángel.
1. Sistema automatizado de acceso a recursos para adultos integrado en las entradas de salas para adultos caracterizado por estar constituido por un lector de tarjetas de identidad electrónica gestionada por un software que habilita la entrada al local, abriendo las puertas a mayores de la edad indicada, habilita la adquisición del producto (tabaco, alcohol, etc.) o acciona el mecanismo de desbloqueo para iniciar el juego en las máquinas tragamonedas, a las personas con edad legal.
2. Sistema automatizado de acceso a recursos para adultos, según la reivindicación 1, caracterizado porque comprende una base de datos en la que se recopila información básica de los usuarios que requieran los productos o servicios solicitados, con fin de generar estudios y estadísticas sobre los datos de los consumidores, tales como: edad, sexo, nacionalidad o lugar de residencia, e incluso de ayudar a personas en rehabilitación de adicciones.
PDF original: ES-1169058_U.pdf
Procedimiento para aumentar la eficiencia de vehículos o sistemas de vehículos con o sin sistemas de armamento.
(27/04/2016) Procedimiento para aumentar la eficiencia de vehículos o sistemas de vehículos con o sin sistemas de armamento durante el funcionamiento, mantenimiento y revisión, caracterizado por las siguientes etapas:
- crear modelos de clases para el diagnóstico, la identificación/categorización sistemática de componentes de sistema, con reglas, a fin de poder administrar de manera fiable grupos constructivos en procesos lógicos, asignándose los grupos constructivos de manera unívoca a una clase/categoría determinada de componentes de sistema,
- indicar para la clase respectiva los datos, con los que la misma va a apoyar procesos logísticos en su estado actual, comprendiendo los datos al menos la fecha de instalación, la fecha de fallo con rendimiento operativo…
Procedimiento y sistema para la distribución dinámica de funciones de programa en sistemas de control distribuidos.
(29/07/2015) Procedimiento para la distribución de componentes de programa de un programa de control entre al menos dos dispositivos de control distribuidos en un sistema de control, que comprende las siguientes etapas:
a) crear al menos dos módulos de programa, asignándose a cada uno de los módulos de programa al menos un componente de programa, varias interfaces de datos y un parámetro de rendimiento, definiéndose con el parámetro de rendimiento un requisito de capacidad de rendimiento de un dispositivo de control y/o un requisito de capacidad de rendimiento de canales de intercambio de datos entre los dispositivos de control, que son necesarios para la capacidad de ejecución del módulo de programa;
b) interconectar los módulos de programa entre…
Corrección de herramientas.
(11/06/2014) Procedimiento para un sistema de una máquina herramienta destinado a corregir por lo menos una herramienta ,
comprendiendo el procedimiento:
* la creación de una ilustración gráfica de la pieza en la que se presentan las dimensiones de la pieza;
* la creación de relaciones entre las distintas zonas de dicha ilustración gráfica y las herramientas correspondientes en el sistema, proponiendo relaciones entre las herramientas y las medidas que se encuentran en un programa de mecanizado;
* la recepción de una selección de una medida de la pieza, realizándose la selección a partir de la ilustración gráfica;
* la recepción de una indicación de la corrección de por lo menos un valor relacionado con dicha medida seleccionada; y *…
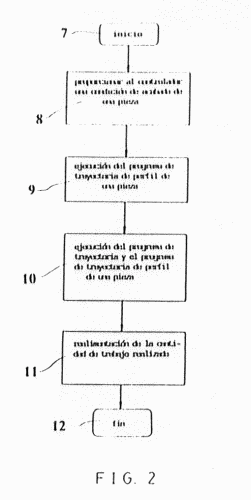
Procedimiento de control de una célula de trabajo automatizada.
(02/04/2014) Procedimiento de control de una célula de trabajo automatizada que comprende
- al menos un brazo de robot con al menos tres grados de libertad pilotados según varios ejes de control (A1-A6; X, Y, Z, Rx, Ry, Rz),
- una central de control ,
- un dispositivo de control del brazo de robot , que incluye varios controladores de motor que pilotan cada uno el funcionamiento de un motor (M1-M6) adaptado para maniobrar al menos una parte del brazo de robot ,
- un bus de comunicación entre la central de control y el dispositivo de control del brazo de robot , caracterizado por el hecho de que este procedimiento comprende etapas consistentes en:
a) asociar a cada eje de control de movimiento (A1-A6; X, Y, Z, Rx, Ry, Rz) del brazo de robot un controlador de eje ficticio que se supone que recibe consignas…
Procedimiento de control de una célula de trabajo automatizada.
(02/04/2014) Procedimiento de control de una célula de trabajo automatizada que comprende
- al menos un brazo de robot , con al menos tres grados de libertad pilotados según varios ejes de control (A1-A6, X, Y, Z, Rx, Ry, Rz)
- una central de control ,
- un dispositivo de control del brazo de robot , que incluye varios controladores de motores que pilotan cada uno el funcionamiento de un motor (M1-M6) adaptado para maniobrar al menos una parte del brazo del robot ,
- un bus de comunicación entre la central de control y el dispositivo de control del brazo del robot , caracterizado por el hecho de que este procedimiento comprende etapas consistentes en:
a) transmitir consignas (C1i), emitidas por la central de control para el pilotaje de los ejes de control, a una única unidad de cálculo que pertenece al dispositivo…
Procedimiento para la puesta en servicio de un control numérico.
(26/03/2014) Procedimiento para la puesta en funcionamiento de un control numérico, con el que se verifica una configuración del sistema de componentes conectados en el control numérico, con las siguientes etapas:
(A) inscripción de la configuración actual del sistema y creación de un fichero de configuración actual,
(B) comparación del fichero de configuración actual con un fichero de configuración más antiguo últimamente archivado,
(C) en el caso de que en la etapa (B) no se establezca ninguna diferencia: prosecución de la puesta en funcionamiento,
(D) en el caso de que en la etapa (B) se establezca una diferencia: parada de la puesta en funcionamiento y consulta de si se acepta la modificación establecida de la configuración…
Procedimiento y dispositivo para la transmisión digital de datos.
(12/02/2014) Procedimiento para la transmisión digital de datos de eventos estocásticos en una máquina herramienta a través de un cable de datos (6, ENLACE) con varios pares de conductores trenzados (ENLACE_ASCENDENTE, ENLACE_DESCENTENTE, abreviadamente ENL_ASC, ENL_DESC en los dibujos), de los que al menos un par de conductores está previsto para una transferencia de datos en serie, caracterizado por que se prevé al menos otro par de conductores (ENLACE_A, ENLACE_B, abreviadamente ENL_A, ENL_B en los dibujos) para la retransmisión de eventos estocásticos y por que se señaliza el evento estocástico por medio de un impulso individual retransmitido…
Método para dividir automáticamente un programa de piezas en operaciones fundamentales.
(29/07/2013) Método para identificar automáticamente las operaciones de mecanizado realizadas según un programa depiezas y las correspondientes instrucciones de código G contenidas en dicho programa de piezas , dichométodo comprende las siguientes etapas:
a) proporcionar dicho programa de piezas ;
b) proporcionar una biblioteca de herramientas de mecanizado que especifica las propiedadesgeométricas de las herramientas utilizadas por la máquina de CNC para la que ha sido escrito dichoprograma de piezas ;
c) proporcionar un modelo 3D de la pieza mecanizada;
caracterizado porque:
dicho método comprende además las siguientes…
Máquina pogo determinante ubicada de forma pasiva.
(26/07/2013) Procedimiento para sujetar con exactitud uno o más elementos para fabricar una pieza , que comprende:
- colocar dispositivos de sostenimiento de piezas de un soporte de sujeción en el espacio para soportar dichos elementos en una posición deseada y conocida en el espacio, incluyendo dicha colocación:
- enganchar dichos dispositivos de sostenimiento de piezas con una máquina herramienta CNC ,
- mover dichos dispositivos de sostenimiento de piezas con dicha máquina herramienta CNC a posiciones predeterminadas en el espacio especificadas por el programa de dicha máquina herramienta;
- bloquear dichos dispositivos de sostenimiento de piezas en dichas posiciones predeterminadas;
- sostener rígidamente dichos elementos sobre dicho soporte de sujeción en una orientación espacial…
PROCEDIMIENTO PARA POSICIONAR EJES EN MÁQUINAS HERRAMIENTA.
(01/03/2012) Procedimiento para posicionar ejes de máquina de una máquina herramienta, según el que un control numérico convierte posiciones nominales de una herramienta , predefinidas en coordenadas de pieza de trabajo, en posiciones nominales de ejes de máquina (X, Y, Z, A, B, C) por medio de una cadena cinemática definida mediante una tabla de cinemática , estando indicadas en la tabla de cinemática transformaciones de las coordenadas en varias entradas que describen la cinemática de la máquina herramienta al estar indicados por entrada respectivamente una dirección axial (X, Y, Z, A, B, C) y un valor de transformación correspondiente (L, L', L"), caracterizado por que para un eje de máquina (X, Y, Z, A, B, C) con un error en una dirección diferente a la dirección axial respectiva se registran en la tabla de cinemática valores de…
PROCEDIMIENTO Y DISPOSITIVO PARA CREAR Y MODIFICAR PROGRAMAS DE CÁLCULO NUMÉRICO.
(14/07/2011) Procedimiento para crear o modificar programas de cálculo numérico en el que en un paso se muestra al menos un bloque de cálculo numérico ( del programa de cálculo numérico en un cuadro de información general y en el que el bloque de cálculo numérico incluye una pluralidad de elementos de sintaxis , mostrándose sólo una cantidad parcial de sus elementos de sintaxis en el cuadro de información general con al menos un bloque de cálculo numérico caracterizado por que en un paso se configura qué subconjunto de elementos de sintaxis de un bloque de control numérico se han de mostrar ya en el cuadro de información general , y por que en…
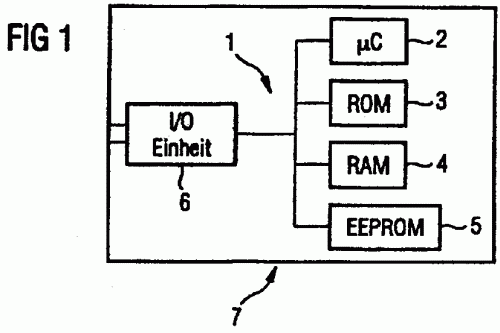
PROCEDIMIENTO PARA EL ALMACENAMIENTO DE DATOS, ESPECIALMENTE DATOS DE ADAPTACION DE UN APARATO DE CONTROL, ALTERNANDO EN CADA CASO EN DIFERENTES AREAS DE LA MEMORIA.
(01/08/2002). Ver ilustración. Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: LOIBL, JOSEF.
LA FRECUENCIA DE ALMACENAMIENTO DE DATOS EN UNA SEGUNDA MEMORIA, EN ESPECIAL EN UNA EEPROM , SE REDUCE SI LA INSCRIPCION DE LOS DATOS SE REALIZA ALTERNATIVAMENTE EN AL MENOS DOS AREAS DE MEMORIA DIFERENTES . ADEMAS, UN ALMACENAMIENTO DE DATOS SOLO TIENE LUGAR A INTERVALOS DE TIEMPO ESPECIFICADOS Y A UNA VELOCIDAD DEL VEHICULO QUE SE SITUE POR DEBAJO DE UNA VELOCIDAD LIMITE DETERMINADA. CON PREFERENCIA, UN ALMACENAMIENTO SOLO DEBE TENER LUGAR SI LA TEMPERATURA DE LA SEGUNDA MEMORIA ES INFERIOR A UNA TEMPERATURA LIMITE.
TECNICA Y DISPOSITIVO DE CONTROL DE MOVIMIENTO DE UNA VIGA.
(01/07/2002). Ver ilustración. Solicitante/s: FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.. Inventor/es: SCHWAAR, MICHAEL, KARCZEWSKI, ZENON, KORIATH, HANS-JOACHIM.
LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO PARA CONTROL DEL MOVIMIENTO DE UNA VIGA RELATIVAMENTE CON RESPECTO A UNA BASE POR MEDIO DE MECANISMOS DE DESPLAZAMIENTO DE LA VIGA, CUYOS GRADOS DE LIBERTAD DEFINEN UN SISTEMA DE COORDENADAS NO RECTANGULAR. PARA ASEGURAR QUE EL SISTEMA TIENE EL MISMO COMPORTAMIENTO DINAMICO QUE UNA MAQUINA MOVIENDOSE ALREDEDOR DE UNA EJE ORTOGONAL, LOS VALORES ACTUALES NO RECTANGULARES DEL MECANISMO DE DESPLAZAMIENTO DE LA VIGA SON CAPTURADOS, CONVERTIDOS A COORDENADAS RECTANGULARES Y, SOBRE LA BASE DE LOS VALORES ACTUALES CONVERTIDOS Y A LOS VALORES DE AJUSTE, LAS VARIABLES DE CONTROL SON DETERMINADAS COMO COORDENADAS RECTANGULARES, SEGUIDO MEDIANTE LA CONVERSION DE COORDINADAS NO RECTANGULARES Y TRANSMISION DE LOS VARIOS MECANISMOS DE DESPLAZAMIENTO DE VIGA. SE DESCRIBE TAMBIEN UN DISPOSITIVO PARA CONTROL DE MOVIMIENTO DE VIGA Y A UNA MAQUINA DE PROCESADO CON UNA VIGA DE SUSPENSION DE HEXAPODO, PROVISTA CON UN CENTRO DE MECANIZADO.
MEDIO DE REGISTRO DE UNA MAQUINA-HERRAMIENTA CNC.
(01/02/2002). Ver ilustración. Solicitante/s: FALCON MACHINE TOOLS CO., LTD. Inventor/es: LAN,HUAI-SHENG.
Medio de registro de una máquina-herramienta CNC destinado a almacenar un programa especifico de las operaciones que deben ser ejecutadas por la máquina-herramienta CNC. El programa comprende un programa principal y un programa secundario que puede ser llamado por el programa principal. El programa principal tiene una pluralidad de instrucciones de control y el parámetros para generar señales que controlan una serie de operaciones que deben ser realizadas por la maquina-herramienta CNC. El programa secundario es un conjunto de varias instrucciones descriptivas de trayectorias.
PROCEDIMIENTO DE CARGA DE DATOS.
(16/10/1999). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT. Inventor/es: BARTHEL, HERBERT DIPL.-ING., SCHUTZ, HARTMUT DIPL.-ING., DAAR, HORST DR.
LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO DE DESARROLLO DE DATOS PARA UN SISTEMA (2') DE AUTOMATIZACION ADICIONAL, QUE DEBE SER ACOPLADO A UN SISTEMA DE AUTOMATIZACION DE PRINCIPIO. EL SISTEMA DE AUTOMATIZACION DE PRINCIPIO CONTROLA UNA INSTALACION TERMICA. HASTA AHORA SE INTERRUMPIA LA ELABORACION DE LOS PROGRAMAS A TRAVES DEL SISTEMA DE AUTOMATIZACION DE PRINCIPIO, DE FORMA QUE PARA LA REALIZACION DEL DESARROLLO DE DATOS Y CON ELLO LA ELABORACION DEL PROGRAMA SE CONTINUABA DE NUEVO A TRAVES DE AMBOS SISTEMAS (2,2') DE AUTOMATIZACION. EN LA PRESENTE INVENCION SE CONSIGUE EL DESARROLLO DE DATOS LIBRE DE PERTURBACIONES. UNA POSIBILIDAD SE ENCUENTRA EN LA VALORACION DEL ESTADO DE INSTALACION DE FORMA NO CRITICA EN CUANTO AL TIEMPO Y CON ELLO LA REALIZACION DEL DESARROLLO DE DATOS. UNA OTRA REALIZACION DE PROCEDIMIENTO SE ENCUENTRA EN QUE LOS DATOS DE DESARROLLO SE CONTROLAN EN PEQUEÑAS ZONAS DE TIEMPO EN LA ELABORACION DEL PROGRAMA.
PERFECCIONAMIENTOS A UN TORNO DE UTILLAJE PROVISTO DE MEDIOS DE MANDO ASISTIDOS POR LA ELECTRONICA.
(01/04/1998). Solicitante/s: SOMAB SOCIETE ANONYME. Inventor/es: JACQUARD, BERNARD, HERPSON, MARCEL.
LA INVENCION TIENE POR OBJETO UNOS PERFECCIONAMIENTOS A UN TORNO DE UTILLAJE CON DESPLAZAMIENTO DE HERRAMIENTA PROGRAMABLE. EL TORNO DE UTILLAJE DE LA INVENCION ESTA CARACTERIZADO EN QUE COMPRENDE UNOS MEDIOS DE TIPO PROGRAMABLE INFORMATICO PARA GENERAR EN LENGUAJE ISO UNOS MOVIMIENTOS MEMORIZADOS, DICHOS MOVIMIENTOS SON LOS REALIZADOS POR LA HERRAMIENTA DURANTE UNA SERIE DE OPERACIONES REALIZADAS SOBRE UN BOSQUEJO EN VISTA DE SU REPRODUCCION SOBRE OTRO BOSQUEJO, UN TECLADO DE MANDO NUMERICO Y LOS MEDIOS INFORMATICOS DEL MANDO NUMERICO: UNA SERIE DE OPERACIONES DE FABRICACION QUE HA SIDO REALIZADA Y MEMORIZADA BAJO FORMA DE PROGRAMA DE FABRICACION, ESTE PROGRAMA PUEDE SER INTERPRETADO POR LOS MEDIOS DE MANDO NUMERICO SIN QUE SEA NECESARIO REHACER EL PROGRAMA.
PROCEDIMIENTO PARA LA ESTRUCTURACION DE SUPERFICIES DE PIEZAS DE TRABAJO CON UN RAYO LASER.
(01/10/1996). Solicitante/s: LCTEC LASER- UND COMPUTERTECHNIK GMBH. Inventor/es: WRBA, PETER, HILDEBRAND, PETER, EBERL, GUNTER, DR., NEUMAIER, JOSEF.
EL OBJETO DE LA PRESENTE INVENCION ES UN PROCEDIMIENTO PARA LA ESTRUCTURACION DE SUPERFICIES DE PIEZAS DE TRABAJO CON UN RAYO LASER, QUE ES CONDUCIDO MEDIANTE UNA UNIDAD DE CONTROL A LO LARGO DE UNA LINEA TRAZADA PREDETERMINADA, POR PUNTOS DE TRAZO SOBRE LA SUPERFICIE DE LA PIEZA DE TRABAJO A TRATAR. A TRAVES DE TRAYECTORIAS DETERMINADAS SOBRE LA SUPERFICIE DE LA PIEZA DE TRABAJO SE EVALUAN LOS PUNTOS TEORICOS , QUE FORMAN LOS PUNTOS MEDIOS DE LAS ZONAS SUPERFICIALES . EN CADA UNA DE ESTAS ZONAS SUPERFICIALES SE DETERMINA UN PUNTO DE TRAZO . ADEMAS PUEDEN DETERMINARSE SOBRE LA SUPERFICIE DE LA PIEZA DE TRABAJO ARBITRARIAMENTE ZONAS ESCOTADAS Y ZONAS SUPERFICIALES , EN EL QUE LOS PUNTOS DE TRAZO EN LAS ZONAS SUPERFICIALES NO COINCIDAN CON LAS ZONAS ESCOTADAS . POR LO DEMAS PUEDE FORMARSE DE LA SUPERFICIE DE LA PIEZA DE TRABAJO UNA MATRIZ (M X N), LA CUAL PUEDE SITUARSE POR MEDIO DE UN GRADO DE RECUBRIMIENTO Y UN VALOR CASUAL CON PUNTOS DE TRAZO.
{kind=link}
{kind=link}
{kind=link}