CIP-2021 : B29C 49/76 : Calibrado del cuello.
CIP-2021 › B › B29 › B29C › B29C 49/00 › B29C 49/76[2] › Calibrado del cuello.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto.
B29C 49/76 · · Calibrado del cuello.
CIP2021: Invenciones publicadas en esta sección.
Método y ensamblaje para recortar una botella de plástico moldeada por soplado.
(14/12/2016) Un método para recortar un domo de soplado de un cuello de una botella de plástico que forma una parte de un parisón de plástico moldeado por soplado descargado de un molde de soplado, extendiéndose el cuello a lo largo de un eje, comprendiendo el método las etapas de:
(a) colocar un parisón (H) sin recortar sobre un portador de parisón y ubicar un conjunto de guillotina en una posición retraída alejada del portador de parisón mientras el parisón se coloca sobre el portador de parisón, el conjunto de guillotina que comprende un transportador , una cuchilla para cortar el domo de soplado del cuello de la botella y una placa de soporte del cuello , estando la cuchilla y la placa de soporte del cuello montadas en el transportador para un desplazamiento conjunto con el transportador;
…
Procedimiento para producir jeringas.
(17/08/2016) Procedimiento para la producción de jeringas para inyecciones o muestras comprendiendo las siguientes operaciones:
extrudir material plástico para obtener un elemento tubular calentado hecho al menos de material plástico parcialmente en estado fundido,
realizar sobre dicho elemento tubular un moldeo por soplado para obtener una pluralidad de recipientes médicos ,
calibrar toda la superficie interior (6a) de dicha pluralidad de recipientes médicos , realizándose la calibración después de dicha operación de extrudir dicho material plástico, siendo adecuada para hacer lisa y continua dicha superficie interior (6a) de dichos recipientes médicos ,
en donde dicha operación de moldeo por extrusión…
Método de fabricación de un recipiente que tenga una terminación de cuello estirado con al menos una rosca externa.
(11/01/2016). Ver ilustración. Solicitante/s: GRAHAM PACKAGING PET TECHNOLOGIES, INC.. Inventor/es: NAHILL, THOMAS E., BARKER, KEITH J., LYNCH, BRIAN A..
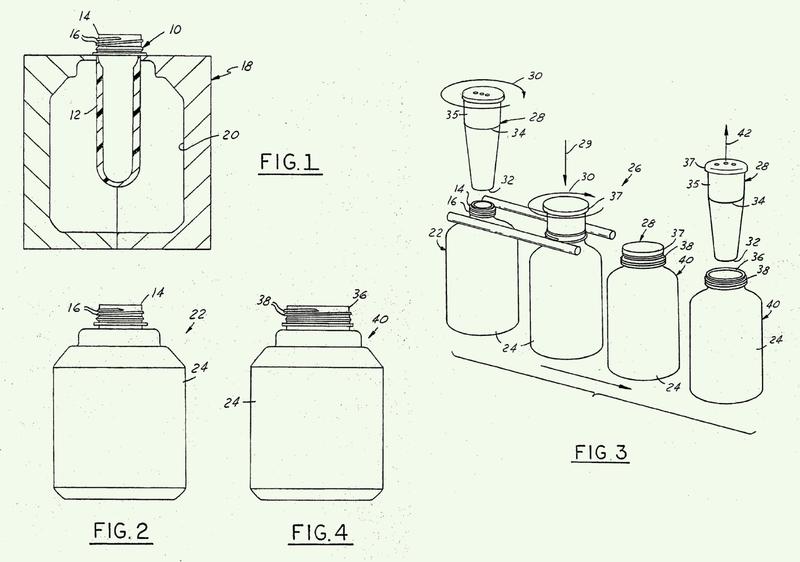
Un método para fabricar un recipiente de plástico que tiene un cuerpo y una terminación con al menos una rosca externa , que comprende las etapas de:
(a) moldear a presión una preforma de plástico que tenga un cuerpo y una terminación con al menos una rosca externa ,
(b) moldear por soplado el cuerpo de dicha preforma para formar el cuerpo del recipiente, y
(c) expandir dicha terminación de preforma moldeada a presión, y dicha al menos una rosca externa , radialmente hacia fuera para formar una terminación del recipiente que tenga una rosca externa moldeada a presión,
caracterizado por que
dicha etapa (c) se lleva a cabo con posterioridad a dicha etapa (b), o al menos en dos etapas, una etapa previa a dicha etapa (b) y una segunda etapa posterior a dicha etapa (b), y
dicha etapa (c) es tal que, después de dicha etapa (c), la terminación expandida es una terminación de boca ancha que tiene un diámetro de más de 50 mm.
PDF original: ES-2555954_T3.pdf
Proceso para producir y ensamblar una jeringa de operaciones médicas.
(14/01/2015) Proceso para producir y ensamblar una jeringa de operaciones médicas que comprende en orden por lo menos las siguientes operaciones:
extruir material plástico con el fin de obtener un elemento tubular intermedio de material plástico por lo menos parcialmente en estado fundido;
realizar en dicho elemento tubular intermedio un moldeo por soplado para obtener por lo menos un cuerpo hueco ;
calibrar por lo menos un tramo longitudinal de la pared interior (2b) de dicho cuerpo hueco , realizado contextualmente con dicha operación de moldeo por soplado, mientras dicho cuerpo hueco todavía está caliente y en dicho estado por lo menos parcialmente fundido y/o maleable;
insertar firmemente y…
Procedimiento de calibración de una abertura de vertido de un contenedor de plástico fabricado mediante un procedimiento de extrusión por soplado.
(22/10/2014) Procedimiento para garantizar la conformidad dimensional, en particular para calibrar aberturas de vertido en o sobre un contenedor de plástico fabricado mediante un procedimiento de extrusión por soplado y provisto de dos aberturas de vertido , en el que un tramo de una manga de plástico extruida en una o más capas mediante una hilera de extrusión es colocado en una cavidad de molde de un utillaje de moldeo por soplado y es soplado a través de un mandril de soplado y calibración doble , que presenta dos zonas de calibración, en función de la cavidad de molde que lo rodea, siendo las aberturas de vertido del contenedor de plástico determinadas, en particular, calibradas en lo que respecta a…
Dispositivo para la fabricación de un recipiente.
(06/08/2014) Dispositivo para fabricar al menos un recipiente , en particular en forma de ampolla, de material termoplástico, con un molde con partes de molde , que son móviles relativamente entre sí entre una posición abierta y una posición cerrada, en el que se puede colocar material de plástico a través de un gradiente de presión que actúa allí para la formación del recipiente en la pared del molde , con un primero y un segundo mandril de calibración , que son móviles coaxialmente con relación a la dirección longitudinal del recipiente y entre sí, en el que el primer mandril de calibración es móvil a través del recipiente que se encuentra en el molde y el segundo mandril de calibración es móvil desde el lado exterior del recipiente relativamente entre sí a una posición de conformación, en la que calibran…
Abertura de depósito de combustible.
(12/03/2013) Método de fabricación de un depósito de combustible, comprendiendo: proporcionar un parisón (P) caliente de unmaterial plástico dentro de un molde abierto ; cerrar el molde alrededor del parisón (P); perforar elparisón (P) con un primer cabezal perforador de una primera aguja en comunicación con un interior (I) delparisón (P); inyectar un gas a presión a través de la primera aguja en el interior (I) del parisón (P) paradesplazar el parisón (P) contra el molde para definir al menos parcialmente el depósito de combustible (T) ycaracterizado por: tras inyectar gas a través de la primera aguja dentro del parisón (P), perforar…
DISPOSITIVO Y PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS HUECOS DE PLASTICO.
(16/05/2006) Dispositivo para la fabricación de cuerpos huecos, en particular botellas y recipientes similares provistos de una abertura de vaciado, de plástico termoplástico con una parte inferior de la máquina que presenta al menos dos herramientas de moldeado por soplado (3a, 3b, 3c) provistas de una cavidad cada una de ellas, y una parte superior de la máquina a modo de viga dispuesta por encima de la parte inferior de la máquina , en la que está dispuesto un número de espigas de soplado y de calibración (8a, 8b, 8c) que se corresponde con el número de las herramientas de moldeado por soplado (3a, 3b, 3c), a cada una de las cuales está asignada una herramienta de moldeado por soplado,…
MANGUITO PROTECTOR MEJORADO Y PROCEDIMIENTO PARA LA FABRICACION DE DICHO MANGUITO.
(01/06/2001) UN PRODUCTO MOLDEADO POR SOPLADO, QUE ES GENERALMENTE TUBULAR, TIENE PRIMER Y SEGUNDO EXTREMOS ABIERTOS Y, UN TRAMO DE FUELLE INTERMEDIO A DICHOS PRIMER Y SEGUNDO EXTREMOS , DE MANERA QUE DICHO PRODUCTO ES FLEXIBLE, TIENE UN FALDON CONTIGUO A UNO DE DICHOS PRIMER Y SEGUNDO EXTREMOS . EL TRAMO DE FUELLE SE CONFORMA EN UNA OPERACION DE MOLDEO POR SOPLADO, Y EL TRAMO DE FALDON SE CONFORMA MEDIANTE MOLDEO POR COMPRESION. UNA REALIZACION PREFERIDA DEL PRODUCTO TIENE UNA NERVADURA QUE SE EXTIENDE INTERNAMENTE A LA PARED DEL TRAMO MOLDEADO POR SOPLADO, PARA REFORZAR LA ZONA DE TRANSICION ENTRE EL TRAMO DE FUELLE Y EL TRAMO DE FALDON , EL TRAMO POR COMPRESION. LAS ETAPAS DE CONFINAR UN PARISON EN UN MOLDE ,…
(16/12/1998) LA INVENCION SE REFIERE A UN CONTENEDOR DE PALET, QUE DISPONE DE UN PALET DE FONDO SOBRE EL CUAL SE DISPONE UN CONTENEDOR INTERIOR DE PLASTICO Y UNA ENVUELTA SOPORTE QUE RODEA RIGIDAMENTE EL CONTENEDOR INTERIOR DE PLASTICO Y ESTA LIGADO FIRMEMENTE (PERO DESMONTABLE) AL LADO DEL FONDO DEL PALET . GENERALMENTE LA ACANALADURA ESPESADA PRODUCIDA POR EL PROCESO DE MOLDEO DE SOPLADO MEDIANTE SUJECION DE LA PARTE VACIA DEL MOLDEADO TUBULAR PREVIENE QUE EL LIQUIDO RESIDUAL PRESENTE EN EL FONDO INFERIOR (ASI COMO EN EL FONDO SUPERIOR) DEL RECIPIENTE FLUYA DENTRO DE LA VALVULA DE DESCARGA DISPUESTA EN EL FONDO. LA INVENCION PROPONE QUE LA ACANALADURA EN EL RECIPIENTE INTERIOR DE PLASTICO ESTE LOCALIZADA EN DOS PAREDES LATERALES OPUESTAS DIAMETRALMENTE.…
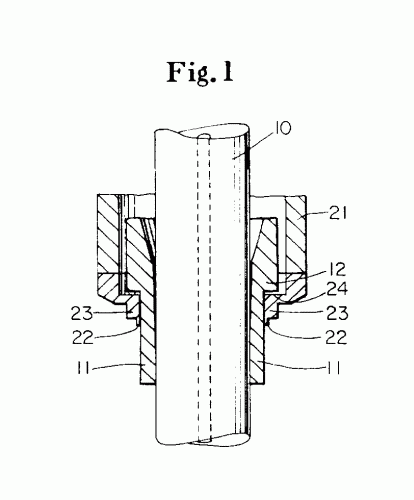
DISPOSITIVO PARA EL TRATAMIENTO TERMICO DEL CUELLO DE LOS PREFORMADOS.
(01/12/1991). Solicitante/s: SIDEL. Inventor/es: RIUS, JEAN-MICHEL, DENIS, GERARD.
EL DISPOSITIVO PARA EL TRATAMIENTO TERMICO DEL CUELLO DE LOS PREFORMADOS , DE ACUERDO CON EL INVENTO, SE COMPONE DE UN MANDRIL CON MOVIMIENTO DE ROTACION INSERTADO EN EL CUELLO DEL PREFORMADO Y QUE ARRASTRA A ESTE EN ROTACION, DE UNA FALDA DE PROTECCION FIJA Y DE UN ELEMENTO DE CALEFACCION SITUADO A NIVEL DEL CUELLO . UN PESO DESLIZANTE SE APOYA SOBRE EL EXTREMO SUPERIOR DEL CUELLO DURANTE EL TRATAMIENTO TERMICO DE ESTE.
(01/03/1988). Ver ilustración. Solicitante/s: THE PROCTER & GAMBLE COMPANY. Inventor/es: MEYER, WALTER, MAES, NEIL, MAC GILP, ARCHIBALD.
SE DESCRIBE UN MANGUITO CORTANTE PERFECCIONADO PARA LA ELIMINACION DE LA REBABA DE RECIPIENTES DE MATERIAL TERMOPLASTICO. CUANDO SE USA CONJUNTAMENTE CON UNA ESPIGA DE SOPLADO, EL MANGUITO CORTANTE ES MOVIBLE CON RELACION A ELLA. EN UNA REALIZACION PREFERIDA, EL MANGUITO CORTANTE COMPRENDE DOS PARTES DE DIFERENTES DIAMETRO. EL USO DEL MANGUITO CORTANTE DA COMO RESULTADO UN ACABADO MEJORADO DEL CUELLO DEL RECIPIENTE.
{kind=link}
{kind=link}