Abertura de depósito de combustible.
Método de fabricación de un depósito de combustible, comprendiendo:
proporcionar un parisón (P) caliente de unmaterial plástico dentro de un molde abierto (10, 12, 14); cerrar el molde (10) alrededor del parisón (P); perforar elparisón (P) con un primer cabezal perforador (56) de una primera aguja (18) en comunicación con un interior (I) delparisón (P); inyectar un gas a presión a través de la primera aguja (18) en el interior (I) del parisón (P) paradesplazar el parisón (P) contra el molde (10) para definir al menos parcialmente el depósito de combustible (T) ycaracterizado por: tras inyectar gas a través de la primera aguja (18) dentro del parisón (P), perforar el parisón (P)con un segundo cabezal perforador (42) independiente de una segunda aguja (22) independiente mayor que elprimer cabezal (56) de la primera aguja (16) y circunscribir el primer cabezal (58) de la primera aguja (18) al mover lasegunda aguja (22) en relación a la primera aguja (18) para conformar al menos parcialmente una abertura (O) en eldepósito de combustible (T) mayor que la porción de la primera aguja (18) que perforó el parisón (P); y extraer eldepósito de combustible (T) del molde con la abertura (O) mayor conformada al menos parcialmente en el mismo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E09011562.
Solicitante: TI GROUP AUTOMOTIVE SYSTEMS, L.L.C.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 12345 EAST NINE MILE ROAD WARREN MICHIGAN 48090-2001 ESTADOS UNIDOS DE AMERICA.
Inventor/es: MELLANDER,CARL-HUGO M.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C49/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 49/00 Moldeo por soplado, es decir, soplando una preforma o un parisón en un molde por obtener la forma deseada; Aparatos a este efecto. › Moldeo por extrusión-soplado.
- B29C49/60 B29C 49/00 […] › Agujas de soplado.
- B29C49/76 B29C 49/00 […] › Calibrado del cuello.
- B60K15/03 B […] › B60 VEHICULOS EN GENERAL. › B60K DISPOSICIONES O MONTAJE DE CONJUNTOS DE PROPULSION O DE TRANSMISIONES SOBRE VEHICULOS; DISPOSICIONES O MONTAJE DE VARIOS MOTORES PRINCIPALES DIFERENTES EN VEHÍCULOS; ACCIONAMIENTOS AUXILIARES PARA VEHICULOS; INSTRUMENTACION O TABLEROS DE A BORDO DE VEHICULOS; DISPOSICIONES DE CONJUNTOS DE PROPULSION SOBRE VEHICULOS, RELATIVAS A LA REFRIGERACION, A LA ADMISION DE AIRE, AL ESCAPE DE GASES O A LA ALIMENTACION DE CARBURANTE. › B60K 15/00 Disposiciones de motores de combustión relativas a la alimentación de carburante; Montaje o estructura de los depósitos de carburante (depósitos en general B65D, F17C; alimentación de motores de combustión con mezclas combustibles o con componentes de estas mezclas F02M). › Depósitos de carburante (chasis que comporta compartimentos de almacenaje de fluido B62D 21/16).
PDF original: ES-2397877_T3.pdf
Fragmento de la descripción:
Abertura de depósito de combustible Sector de la técnica La presente invención se refiere de forma general a la fabricación de recipientes y, más concretamente, a depósitos de combustible y métodos y aparatos para fabricar depósitos de combustible, tal y como se describe en el preámbulo de la reivindicación 1.
Antecedentes de la técnica El moldeo por soplado es un método bien conocido para producir depósitos de combustible. En un proceso típico de moldeo por soplado de un depósito de combustible, se extruye un parisón de forma general cilíndrica de acuerdo con un tamaño y una cantidad de material suficiente para crear un depósito de combustible. El parisón se coloca dentro de un molde abierto, se extiende un pasador de soplado dentro de un extremo abierto del parisón, y se cierra el molde. Unas porciones del parisón se pinzan entre las mitades del molde mientras se cierra el molde, y se introduce gas a presión en el interior del parisón a través del pasador de soplado para expandir hacia fuera el parisón de conformidad con la forma de la cavidad de moldeo. Tras el soplado, el pasador de soplado retrocede y se extrae el depósito de combustible del molde.
Las operaciones curso abajo se llevan a cabo a continuación. Por ejemplo, el depósito moldeado se enfría en una estación de enfriado, se extraen las barbas del depósito enfriado en una estación de desbarbado, se conecta un orificio en el depósito donde se alojaba el pasador de soplado, y se recortan unas aberturas en las paredes del depósito. Por ejemplo, se puede cortar una abertura en una pared superior del depósito para facilitar la introducción de un módulo de bomba de combustible y la conexión con un saliente de montaje del módulo.
Se conoce un método para producir un depósito de combustible de plástico a partir del documento DE 196 07 250 A1. Se conoce un método de conformado mientras se enfría la porción de cuello de una botella de plástico moldeada por soplado a partir del documento US 3 562 372 A. Ninguno de estos métodos implica el uso de dos agujas de soplado concéntricas para generar una abertura definida con precisión en un depósito durante la operación de moldeo por soplado.
El documento US 6537056 B y el documento WO 02072334 muestran un método de fabricación de un depósito de combustible de acuerdo con el preámbulo de la reivindicación 1. Ambos divulgan el uso de agujas de soplado concéntricas pero no movibles relativamente entre sí.
Sumario Un método de moldeo por soplado de un depósito de combustible de acuerdo con una realización incluye las características de la reivindicación 1.
De acuerdo con una realización adicional, un método de fabricación de un depósito de combustible incluye recibir a partir de una operación de moldeo curso arriba un depósito de combustible caliente con una abertura que incluye una apertura. Además de acuerdo con el método, la abertura del depósito de combustible caliente se acopla con un dispositivo de calibración de la abertura, y se permite enfriar el depósito de combustible caliente. Además de acuerdo con el método, el dispositivo de calibración de la abertura está controlado mientras se acopla a la abertura del depósito de combustible caliente y mientras el depósito de combustible caliente se enfría para controlar al menos un parámetro de la abertura.
De acuerdo con una realización adicional, un aparato de calibración del depósito de combustible para calibrar una abertura de un depósito de combustible caliente incluye un dispositivo de agarre para sostener al menos una porción del depósito de combustible caliente que define al menos parcialmente la abertura. El aparato también incluye un dispositivo expansor avanzable dentro de una apertura de la abertura del depósito de combustible caliente y expandible para hacer contacto con el depósito de combustible caliente, en el que al menos un parámetro de la abertura se controla mientras se enfría el depósito de combustible caliente.
Al menos algunos de los objetos, características y ventajas que pueden lograrse por al menos determinadas realizaciones de la invención incluyen un método para producir una abertura en un depósito de combustible que reduce la rebaba, proporciona una precisión aumentada en el tamaño, situación, posición, forma, orientación, redondez, concentricidad, y/o acabado superficial en comparación con las operaciones de recorte de orificio de la técnica anterior curso abajo de las operaciones de moldeo por soplado; y proporcionar un depósito de combustible que es de un diseño relativamente sencillo, fabricación y montaje económicos, resistente, duradero, fiable, y con una larga vida útil en servicio.
Por supuesto, otros objetos, características y ventajas serán evidentes a la vista de esta divulgación a aquellos expertos en la técnica. Otros varios métodos de fabricación de depósitos de combustible que plasmen la invención pueden lograr más o menos que los objetos, características y ventajas señalados.
Breve descripción de los dibujos
Estos y otros objetos, características y ventajas serán evidentes a partir de la siguiente descripción detallada de unas realizaciones preferidas y mejor modo, reivindicaciones adjuntas, y dibujos de acompañamiento en los cuales:
La figura 1 es una vista de sección transversal parcial de un parisón posicionado en un molde abierto que lleva un aparato conformador de abertura;
La figura 2 es una vista en perspectiva del molde que lleva el aparato conformador de abertura mostrado en la figura 1, y mostrado incluyendo una primera aguja y una segunda aguja;
La figura 3 es una vista en perspectiva, parcialmente seccionada del aparato conformador de abertura mostrado en la figura 2;
La figura 4 es una vista en perspectiva de una segunda aguja del aparato conformador de abertura mostrado en la figura 3;
La figura 5 es una vista en perspectiva de una primera aguja del aparato conformador de abertura mostrado en la figura 3;
La figura 6 es una vista en planta del aparato conformador de abertura de la figura 3;
La figura 7 es una vista desde abajo del aparato conformador de abertura de la figura 3;
La figura 8 es una vista en sección transversal del aparato conformador de abertura de la figura 3, ilustrando una primera aguja en una posición avanzada;
La figura 9 es una vista en sección transversal del aparato de la figura 8, que muestra un parisón inflado sobre una superficie interior de un molde;
La figura 10 es una vista en sección transversal del aparato conformador de abertura de la figura 3, ilustrando una primera y una segunda aguja en posiciones avanzadas;
La figura 11 es una vista aumentada del aparato de la figura 10;
La figura 12 es una vista en perspectiva de una porción de un depósito de combustible incluyendo una abertura conformada mediante el molde de la figura 2;
La figura 13 es una vista en perspectiva de una forma ejemplar de un aparato para controlar uno o más parámetros de una abertura de un depósito de combustible;
La figura 14 es una vista en planta del aparato de calibración de la figura 13;
La figura 15 es una vista lateral del aparato de calibración de la figura 13;
La figura 16 es una vista desde abajo del aparato de calibración de la figura 13;
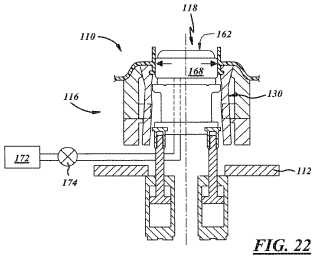
La figura 17 es una vista en perspectiva desde arriba de unos segmentos de pinza y un portador del aparato de calibración de la figura 13; Las figuras 18 y 19 son vistas de sección transversal del aparato de calibración de la figura 13, tomadas a lo largo de la línea 19-19 de la figura 16; Las figuras 20 hasta la 22 son vistas de sección transversal del aparato de calibración de la figura 13, tomadas a lo largo de la línea 21-21 de la figura 16; y
La figura 23 es una vista en perspectiva de una forma ejemplar de un segmento de pinza para usar con una abertura roscada del depósito de combustible.
Descripción detallada de unas realizaciones preferidas
Haciendo referencia con más detalle a los dibujos, la figura 1 ilustra un molde 10 de soplado que incluye unas secciones de molde 12, 14 movibles entre unas posiciones abierta y cerrada y mostradas en la posición abierta. Está dispuesto un parisón P en el molde 10 abierto entre las secciones de molde 12, 14 e incluye una pared W y un interior I. Las secciones de molde 12, 14 pueden cerrarse entre sí para pinzar el parisón P entre las mismas. La sección de molde 14 incluye un aparato conformador de abertura 16 que puede usarse para perforar la pared W del parisón P, inyectar gas a presión dentro del interior I del parisón P para expandirlo de conformidad con el molde 10, y conformar una abertura que puede rodearse con un reborde (no mostrado) .... [Seguir leyendo]
Reivindicaciones:
1. Método de fabricación de un depósito de combustible, comprendiendo: proporcionar un parisón (P) caliente de un material plástico dentro de un molde abierto (10, 12, 14) ; cerrar el molde (10) alrededor del parisón (P) ; perforar el parisón (P) con un primer cabezal perforador (56) de una primera aguja (18) en comunicación con un interior (I) del parisón (P) ; inyectar un gas a presión a través de la primera aguja (18) en el interior (I) del parisón (P) para desplazar el parisón (P) contra el molde (10) para definir al menos parcialmente el depósito de combustible (T) y caracterizado por: tras inyectar gas a través de la primera aguja (18) dentro del parisón (P) , perforar el parisón (P) con un segundo cabezal perforador (42) independiente de una segunda aguja (22) independiente mayor que el primer cabezal (56) de la primera aguja (16) y circunscribir el primer cabezal (58) de la primera aguja (18) al mover la segunda aguja (22) en relación a la primera aguja (18) para conformar al menos parcialmente una abertura (O) en el depósito de combustible (T) mayor que la porción de la primera aguja (18) que perforó el parisón (P) ; y extraer el depósito de combustible (T) del molde con la abertura (O) mayor conformada al menos parcialmente en el mismo.
2. El método de la reivindicación 1 que comprende además: acoplar la abertura (O) del depósito de combustible (T) caliente con un dispositivo de calibración de abertura (110) ; permitiendo que se enfríe el depósito de combustible (T) caliente; y controlar el dispositivo de calibración de abertura (110) mientras se acopla a la abertura (O) del depósito de combustible (T) caliente y mientras el depósito de combustible (T) caliente se enfría para controlar al menos un parámetro de la abertura (O) .
3. El método de la reivindicación 2 en el que la etapa de acoplamiento incluye: siendo el dispositivo de calibración de abertura (110) un dispositivo expansor (118) ; avanzar el dispositivo expansor (118) dentro de la apertura de la abertura (110) del depósito de combustible (T) caliente; y expandir el dispositivo expansor (118) para contactar con unas porciones del depósito de combustible (T) caliente que definen al menos parcialmente la abertura (O) .
4. El método de la reivindicación 3 en el que la etapa de expansión incluye inflar una vejiga plegable inflable (118) para hacer contacto estanco con el depósito de combustible (T) .
5. El método de la reivindicación 2 en el que la etapa para permitir incluye enfriar con líquido el depósito de combustible (T) .
6. El método de la reivindicación 1, comprendiendo además: recoger la primera (18) y la segunda (22) aguja, dejando de este modo la abertura (O) mayor.
7. El método de la reivindicación 1 en el que durante la etapa de inyección se desplaza una porción del parisón (P) contra un conjunto de anillo de sujeción (20) circunscribiendo la primera (18) y la segunda (22) aguja para definir al menos parcialmente un reborde (B) .
8. El método de la reivindicación 1, comprendiendo además: avanzar un dispositivo expansor (118) dentro de la abertura (O) del depósito de combustible (T) : expandir el dispositivo expansor (118) para hacer contacto con unas porciones del depósito de combustible (T) que definen al menos parcialmente la abertura (O) ; permitr al depósito de combustible (T) enfriarse; y controlar la expansión del dispositivo expansor (118) mientras el depósito de combustible (T) enfría para controlar al menos un parámetro de la abertura (O) .
9. El método de la reivindicación 1 en el que la segunda aguja (22) incluye un eje tubular (40) y el segundo cabezal perforador (42) de la segunda aguja (22) se lleva a un extremo avanzado del eje (40) y tiene una superficie estrechada (50) y una pluralidad de cuchillas (52) .
10. El método de la reivindicación 1 en el que la primera aguja (18) incluye un eje tubular (54) y el primer cabezal perforador (56) se lleva a un extremo avanzado del eje (54) y tiene una superficie estrechada (64) , unos orificios de soplado (60) y una pluralidad de cuchillas (66) .
11. El método de la reivindicación 1 en el que una relación del diámetro del segundo cabezal de aguja (42) con el diámetro del primer cabezal de aguja (56) está en el intervalo desde aproximadamente 3, 5:1 a aproximadamente 4, 5:1.
12. El método de la reivindicación 1, comprendiendo además conformar un reborde (B) de la abertura mayor con un conjunto de anillo de sujeción (20) .
13. El método de la reivindicación 12 en el que el conjunto de anillo de sujeción (20) circunscribe la primera (18) y la segunda (22) aguja, tal que la segunda aguja (22) se porta radialmente entre la primera aguja (18) y el conjunto de anillo de sujeción (20) .
14. El método de la reivindicación 1, comprendiendo además: sostener al menos una porción del depósito de combustible (T) caliente que define al menos parcialmente la abertura (O) mayor con un dispositivo de agarre (116) ; y avanzar un dispositivo expansor (118) dentro de la abertura (O) mayor del depósito de combustible (T) caliente y
expandir este dispositivo (118) para hacer contacto con el depósito de combustible (T) caliente; en el que se controla al menos un parámetro de la abertura (O) mientras el depósito de combustible (T) caliente se enfría.
15. El método de la reivindicación 14 en el que el dispositivo de agarre (116) incluye un collar (130) que incluye un 5 anillo de montaje (131) y una pluralidad de hojas (136) acopladas de forma giratoria al anillo de montaje (131) .
16. El método de la reivindicación 15 en el que las hojas (136) del collar (130) incluyen unas ranuras (142) para acoplar un reborde (B) anular alrededor de la abertura del depósito de combustible (T) .
17. El método de la reivindicación 15 en el que las hojas (236) del collar (230) incluye unos segmentos roscados (242) para acoplar los correspondientes hilos roscados alrededor de la abertura (O) del depósito de combustible (T) .
18. Este método de la reivindicación 2 en el que el dispositivo de calibración de abertura (110) incluye una vejiga plegable inflable (118) . 15
Patentes similares o relacionadas:
Recipiente con bolsa interior, del 1 de Julio de 2020, de GAPLAST GMBH: Recipiente, que consiste en un recipiente exterior sustancialmente rígido y una bolsa interior ligeramente deformable, en el que el recipiente exterior y la bolsa interior consisten […]
Recipiente multi volumen y procedimiento para el moldeo por soplado del recipiente, del 1 de Julio de 2020, de Corpack GmbH: Un recipiente multi volumen compuesto de un primer elemento y por lo menos un segundo elemento , en el que el primer elemento […]
Procedimiento para producir artículos huecos mediante un procedimiento de soplado con tiempo de ciclo reducido, del 27 de Mayo de 2020, de Plastron S.à.r.l: Procedimiento para producir artículos huecos mediante un procedimiento de soplado con tiempo de ciclo reducido y utilizando un agente de nucleación que mezcla […]
Cabezal de tubo de extrusión para el espumado continuo, del 13 de Mayo de 2020, de W. MULLER GMBH: Cabezal de extrusión para la fabricación de preformas tubulares a partir de plástico extruíble, las cuales están construidas a partir de al menos una primera […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Procedimiento y dispositivo para la limpieza de un cabezal de extrusión, del 22 de Abril de 2020, de MAUSER-WERKE GMBH: Procedimiento para la limpieza de cabezales de extrusión en la extrusión de materiales termoplásticos, que se expulsan o extrusionan como preforma tubular de una […]
Sistema y proceso de envasado por soplado, llenado y sellado en frío, del 15 de Abril de 2020, de R.P. SCHERER TECHNOLOGIES, LLC: Un método para el envasado por soplado, llenado y sellado de un producto sensible al calor que está sujeto a la desnaturalización y/o precipitación en el caso de que el […]
Decoración en molde de un artículo y retirada de la decoración, del 1 de Abril de 2020, de ALPLA WERKE ALWIN LEHNER GMBH & CO. KG: Un proceso de decoración en molde para la fabricación de un artículo decorado que comprende las etapas de: - introducir un soporte con una decoración (3, 4, […]