Procedimiento y aparato para soldar elementos de resina sintética por calentamiento de alta frecuencia.
Procedimiento de soldadura para soldar elementos de resina sintética por una vibración de alta frecuencia,
en elque una parte vibrante suelda los elementos de resina sintética aplicando una tensión de alta frecuencia, quecomprende las etapas de:
detectar una temperatura de la parte vibrante (11, 13) por un detector de temperatura;
enfriar la parte vibrante (11, 13) por un dispositivo de refrigeración (17) cuando la temperatura detectada por eldetector de temperatura (16) durante la vibración de alta frecuencia supera un intervalo de temperaturaspreestablecido, reduciendo así la temperatura rápidamente hasta el intervalo de temperaturas preestablecido;
detener el funcionamiento del dispositivo de refrigeración (17) cuando la temperatura de la parte vibrante (11, 13)es reducida hasta el intervalo de temperaturas predeterminado; y
repetir un inicio y una detención del dispositivo de refrigeración (17).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02026333.
Solicitante: YKK CORPORATION.
Nacionalidad solicitante: Japón.
Dirección: NO. 1, KANDA IZUMI-CHO CHIYODA-KU TOKYO JAPON.
Inventor/es: IGARASHI, OSAMU, ITO,MICHIO, Nakata,Yoshifumi.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A44B19/36 NECESIDADES CORRIENTES DE LA VIDA. › A44 MERCERIA; JOYERIA. › A44B BOTONES, ALFILERES, HEBILLAS, CIERRES DE CORREDERA O DE CURSOR O SIMILARES (cierres adaptados especialmente al calzado A43C). › A44B 19/00 Cierres de cremallera. › Sistemas de fijación permanente de las bandas a su extremo; Sistema de detención de la corredera en su punto límite.
- A44B19/42 A44B 19/00 […] › Fabricación por procedimientos no completamente previstos en otras clases, p. ej. B21D 53/50, B21F 45/18, B22D 17/16, B29D 5/00.
- A44B19/60 A44B 19/00 […] › Colocación de sistemas de parada en las cintas de banda.
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B29C65/04 B29C […] › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › Calentamiento dieléctrico, p. ej. soldadura por alta frecuencia.
- B29C65/08 B29C 65/00 […] › utilizando vibraciones ultrasonoras.
- B29C65/18 B29C 65/00 […] › con una herramienta caliente.
- B29L5/00 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › Elementos de cierres de cursor.
PDF original: ES-2430266_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para soldar elementos de resina sintética por calentamiento de alta frecuencia.
Antecedentes de la invención Campo de la invención La presente invención se refiere a un procedimiento y un aparato para soldar elementos de resina sintética por una vibración de alta frecuencia. Más particularmente, la presente invención se refiere a un procedimiento y un aparato para soldar elementos de resina sintética por una vibración de alta frecuencia que puede llevar a cabo una soldadura eficiente, independientemente de las condiciones de temperatura periféricas en una operación de soldadura para un elemento de resina sintética en la que la soldadura se repite en un corto período de tiempo.
Descripción de la técnica relacionada De acuerdo con el estado de la técnica, la soldadura se ha realizado mediante la utilización de una onda de alta frecuencia u onda ultrasónica a fin de pegar una película o cinta formada de una resina sintética a un objeto o para pegar hojas formadas de una resina sintética. Por ejemplo, el documento JP-B-51-7424 ha divulgado que una pieza de resina sintética se somete a presión y se suelda a una cadena de cierre de cremallera por una onda ultrasónica o una onda de alta frecuencia, con lo cual se forma una parte de tope terminal.
La soldadura a presión utilizando la onda de alta frecuencia o la onda ultrasónica para formar la parte de tope se ha de realizar repetidamente en un ciclo corto con el fin de producir de manera eficiente un cierre de cremallera en grandes cantidades, y además, se ha de realizar en condiciones de temperatura adecuadas con el fin de soldar firmemente una pieza de resina sintética a la cadena de cierre de cremallera. A este respecto, un tiempo de soldadura es inferior a dos segundos y un tiempo de espera es de un segundo de manera que un ciclo se termina en aproximadamente tres segundos en total.
Con el fin de soldar firmemente una pieza de resina sintética a una cadena de cierre de cremallera en un tiempo tan corto, se ha de entregar una gran energía térmica rápidamente por una onda ultrasónica o una onda de alta frecuencia a una pieza de resina sintética, un elemento de acoplamiento, una cinta de soporte y así sucesivamente. Al proporcionar una energía térmica excesiva, la pieza de resina sintética, el elemento de acoplamiento y la cinta de soporte se sobrecalientan. Por esta razón, devienen frágiles y la parte de tope se rompe cuando se aplica una fuerza externa como de flexión o de empuje después de la soldadura o se provoca el corte de hilos en la cinta de soporte. Por otra parte, si se aplica una energía térmica reducida, la soldadura se realiza de forma insuficiente. Por consiguiente, la parte de tope se separa de la cadena de cierre de cremallera después de la soldadura. En consecuencia, se requiere una gestión estricta de las temperaturas para la soldadura que utiliza la onda ultrasónica o la onda de alta frecuencia.
Con el fin de llevar a cabo la gestión de las temperaturas, según el documento JP-Y-63-33531, por ejemplo, un calefactor y un detector de temperatura están dispuestos en un troquel de corte para guiar una película termoplástica y una película se suelda por medio de un sonotrodo para formar una parte de tope en un estado tal que la temperatura de la película se mantiene en una temperatura predeterminada por medio de un controlador de temperatura. De acuerdo con la misma publicación, la temperatura del troquel de corte se controla de manera que la película se precalienta y se acorta un tiempo requerido para aplicar una energía ultrasónica. Por consiguiente, una etapa de formación de parte de tope se termina en un corto período de tiempo por lo que se puede mejorar la productividad de un cierre de cremallera, y además, se puede soldar la película sin aplicar una energía térmica excesiva por medio del sonotrodo. Por consiguiente, se puede evitar que la película y la cinta de soporte resulten frágiles.
Como se describe anteriormente, sin embargo, este tipo de soldadura se lleva a cabo repetitivamente durante un largo tiempo en ciclos cortos. Por lo tanto, el calentamiento se lleva a cabo por el calor de la película y la cinta de soporte que se genera en el momento de la soldadura, y la temperatura del sonotrodo o un electrodo de alta frecuencia se eleva gradualmente. Incluso si el calor correspondiente a un aumento de la temperatura se descarga de forma natural en la atmósfera, el sonotrodo y el electrodo se enfrían de forma insuficiente. En consecuencia, una energía térmica excesiva se aplica gradualmente a la pieza de resina sintética, el elemento de acoplamiento y la cinta de soporte por lo que se provoca su fragilidad.
Como se describe en el documento JP-Y-63-33531, en particular, en el caso en el que se proporciona el calefactor en el troquel de corte, la temperatura del sonotrodo se eleva en gran medida y no se realiza una refrigeración especial. Por lo tanto, se produce una situación en la que el valor fijado de la temperatura controlada del troquel de corte por el controlador de temperatura se ha de cambiar durante una operación.
El documento US 2 354 714 A da a conocer un procedimiento de soldadura para soldar elementos de resina sintética mediante vibración de alta frecuencia, que comprende enfriar la parte vibrante por un dispositivo de refrigeración, con lo cual la parte vibrante suelda los elementos de resina sintética aplicando una tensión de alta frecuencia. Además, el documento US 2 354 714 A da a conocer un aparato de soldadura para soldar elementos de resina sintética mediante vibración de alta frecuencia que comprende un vibrador que oscila la vibración de alta frecuencia; y una parte vibrante conectada al vibrador, comprendiendo además dicho aparato un dispositivo de refrigeración que enfría la parte vibrante, con lo cual la parte vibrante está provista de un electrodo inferior y un electrodo superior.
El documento JP 11 254 541 A da a conocer un aparato de soldadura para soldar mediante vibración de alta frecuencia, que incluye adicionalmente un dispositivo de refrigeración para enfriar una parte vibrante.
Los documentos DE 42 06 584 A1, US-A-4 529 115, US-A-3 438 428 y EP-A-1 110 700 dan a conocer procedimientos de soldadura y dispositivos soldadores para soldar mediante vibración ultrasónica, en los que se controla la temperatura de un sonotrodo.
Sumario de la invención Es un objetivo de la invención proporcionar un procedimiento y un aparato para soldar un elemento de resina sintética con calentamiento por alta frecuencia que pueda soldar siempre el elemento de resina sintética a una temperatura de soldadura apropiada sin elevar la temperatura de un electrodo de alta frecuencia a una temperatura fijada o superior.
El objetivo se puede lograr con eficacia por la invención relacionada con un procedimiento de soldadura de acuerdo con los primer a cuarto aspectos y la invención relacionada con un aparato de soldadura de acuerdo con los quinto a noveno aspectos. Como se describe en el primer aspecto, la invención relacionada con el procedimiento para soldar elementos de resina sintética por calentamiento con alta frecuencia se caracteriza principalmente por las etapas siguientes.
Un procedimiento para soldar elementos de resina sintética por calentamiento con alta frecuencia, incluye las etapas de detectar una temperatura de una parte vibrante de alta frecuencia por un detector de temperatura, enfriar uno de los electrodos de alta frecuencia por medios de refrigeración cuando la temperatura detectada por el detector de temperatura durante una vibración de alta frecuencia supera un intervalo de temperaturas predeterminado, con lo cual se reduce la temperatura rápidamente hasta el intervalo de temperaturas, detener el funcionamiento de los medios de refrigeración cuando la temperatura de la parte vibrante de alta frecuencia se reduce al intervalo de temperaturas, y repetir el arranque y la parada de los medios de refrigeración.
El procedimiento de soldadura se puede llevar a cabo de manera adecuada por la invención en relación con el aparato de soldadura de acuerdo con los aspectos quinto a noveno. Como se describe en el quinto aspecto, la invención relacionada con el aparato de soldadura se caracteriza principalmente por la siguiente estructura.
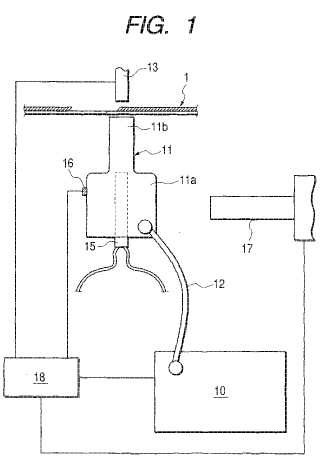
Un aparato para soldar elementos de resina sintética por calentamiento con alta frecuencia comprende un vibrador de alta frecuencia, una parte vibrante de alta frecuencia que está conectada al vibrador, unos medios de detección de temperatura proporcionados, adicionalmente, en la parte vibrante de alta frecuencia, unos medios de refrigeración para enfriar el electrodo de alta frecuencia, y unos medios de control para comparar una temperatura detectada... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de soldadura para soldar elementos de resina sintética por una vibración de alta frecuencia, en el
que una parte vibrante suelda los elementos de resina sintética aplicando una tensión de alta frecuencia, que 5 comprende las etapas de:
detectar una temperatura de la parte vibrante (11, 13) por un detector de temperatura;
enfriar la parte vibrante (11, 13) por un dispositivo de refrigeración (17) cuando la temperatura detectada por el 10 detector de temperatura (16) durante la vibración de alta frecuencia supera un intervalo de temperaturas preestablecido, reduciendo así la temperatura rápidamente hasta el intervalo de temperaturas preestablecido;
detener el funcionamiento del dispositivo de refrigeración (17) cuando la temperatura de la parte vibrante (11, 13) es reducida hasta el intervalo de temperaturas predeterminado; y 15 repetir un inicio y una detención del dispositivo de refrigeración (17) .
2. Procedimiento de soldadura según la reivindicación 1, que comprende además la etapa de precalentar la parte vibrante (11, 13) a una temperatura predeterminada que es igual o inferior a una temperatura de soldadura del 20 elemento de resina sintética.
3. Procedimiento de soldadura según la reivindicación 2, en el que la temperatura de precalentamiento es de 65 a 90°C.
4. Procedimiento de soldadura según la reivindicación 1, en el que uno de los elementos de resina sintética es una cadena de cierre de cremallera (1) y el otro es uno de entre una pieza de película y una pieza de resina sintética para un tope.
5. Procedimiento de soldadura según la reivindicación 1, en el que el intervalo de temperaturas predeterminado incluye una temperatura más alta y una temperatura más baja, y el dispositivo de refrigeración (17) comienza a funcionar cuando la temperatura supera la temperatura más alta, y el dispositivo de refrigeración (17) se detiene cuando la temperatura alcanza la temperatura más baja.
6. Aparato de soldadura para soldar elementos de resina sintética por una vibración de alta frecuencia, que comprende un vibrador (10) que oscila la vibración de alta frecuencia; una parte vibrante (11, 13) conectada al vibrador (10) , presentando la parte vibrante un electrodo inferior y un electrodo superior,
y un dispositivo de refrigeración (17) que enfría la parte vibrante (11, 13) caracterizado por que dicho aparato comprende además: 40 un detector de temperatura (16) que detecta una temperatura de la parte vibrante (11, 13) ; y
un controlador (18) que compara una temperatura detectada por el detector de temperatura (16) con una temperatura predeterminada, haciendo funcionar o deteniendo el dispositivo de refrigeración (17) . 45
7. Aparato de soldadura según la reivindicación 6, en el que el dispositivo de refrigeración (17) incluye una boquilla de pulverización para el aire de refrigeración.
8. Aparato de soldadura según la reivindicación 6, en el que el dispositivo de refrigeración (17) es una camisa de 50 refrigeración prevista en la parte vibrante.
9. Aparato de soldadura según la reivindicación 6, en el que la parte vibrante incluye un dispositivo de precalentamiento (15) .
10. Aparato de soldadura según la reivindicación 9, en el que el dispositivo de precalentamiento (15) es un calefactor eléctrico insertado en la parte vibrante.
11. Aparato de soldadura según la reivindicación 6, en el que una pluralidad de pasos de radiación (11d) está
prevista sobre una superficie de la parte vibrante (11, 13) , y los pasos de radiación están formados como al menos 60 uno de entre aletas, orificios y partes cóncavo-convexas.
Patentes similares o relacionadas:
Barra de sellado y procedimiento para usar la misma, del 22 de Julio de 2020, de Dow Global Technologies LLC: Una barra de sellado que comprende: un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Método de fabricación de sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, del 27 de Mayo de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para producir sistemas de cierre para artículos de higiene, en particular sistemas de cierre de pañales, en donde se aplica un elemento de fijación […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Máquina rotatoria y procedimiento para el sellado de bolsas de láminas, del 6 de Mayo de 2020, de Pouch Partners GmbH: Máquina rotatoria (M), en particular máquina llenadora rotatoria (F), al menos para el sellado continuo de bolsas de láminas (B) individuales a través de […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Estación de soldadura para la soldadura de bolsas de láminas y procedimiento asociado, del 22 de Abril de 2020, de Pouch Partners GmbH: Estación de soldadura en un dispositivo de llenado de bolsas de láminas para la soldadura de bolsas de láminas después de un proceso de llenado, […]
Procedimiento de fabricación de cápsula, del 22 de Abril de 2020, de Melchior Material and Life Science: Procedimiento de fabricación de cápsula, caracterizado por que comprende las etapas siguientes: a) una etapa de preparación que comprende la preparación de un primer […]