CIP-2021 : B21D 51/26 : de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
CIP-2021 › B › B21 › B21D › B21D 51/00 › B21D 51/26[2] › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
B21D 51/26 · · de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
CIP2021: Invenciones publicadas en esta sección.
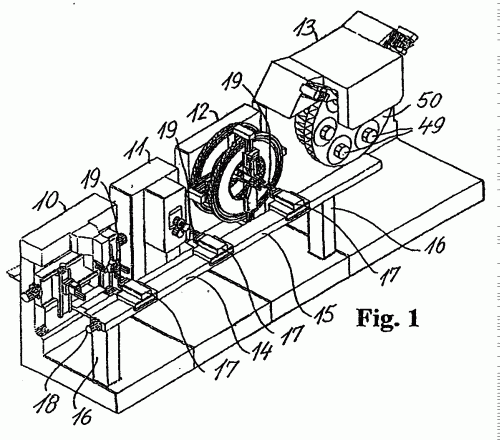
(16/07/2004) Máquina laminadora para la mecanización de un recipiente metálico con una costura longitudinal, especialmente un recipiente de chapa de acero, en la que se forma por curvado a partir de una placa metálica plana una envolvente cilíndrica , cuyos cantos de empalme mutuamente adyacentes o solapados se unen fijamente uno con otro por medio de plegado o soldadura, después de lo cual se suelda o pliega un fondo inferior de forma de disco y eventualmente un fondo superior correspondiente con el casco de forma cilíndrica para obtener un recipiente cerrado, tal como, por ejemplo, un barril con tapón o un recipiente abierto por arriba, tal como, por ejemplo, un barril con tapa, sometiéndose los cantos de empalme mutuamente adyacentes…
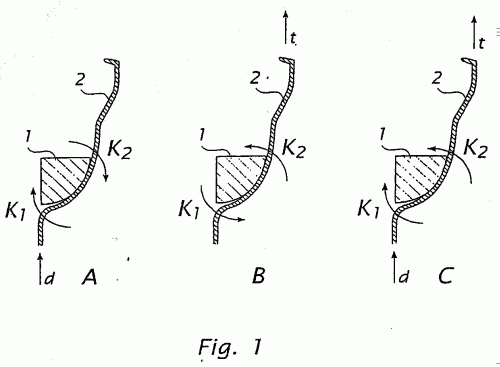
UTILIZACION DE LA TENSION DE TRACCION PARA DEFORMAR UN OBJETO METALICO EN FORMA DE UNA SUPERFICIE CIRCUNFERENCIAL.
(16/06/2004). Ver ilustración. Solicitante/s: CORUS STAAL BV. Inventor/es: VERMEIJ, JOHANNES, SCHAAPER, HANS, NICOLAAS.
Procedimiento para formación de un cuerpo constreñido en un objeto de metal que comprende una pared lateral en forma de una superficie circunferencial continua, haciendo que se mueva el objeto, con un movimiento relativo en la dirección longitudinal de la superficie circunferencial, después de una herramienta conformadora , de tal manera que la herramienta conformadora actúa sobre la pared lateral y, en el procedimiento, deforma la pared lateral, poniéndose la pared lateral en contacto con una herramienta conformadora solamente con el lado de fuera, caracterizado porque el objeto, al menos, se somete a tracción después de la herramienta conformadora.
APLICACION CONTROLADA EXTERNAMENTE DE MASAS DE ESTANQUEIDAD EN BORDES DE LATAS DE CONSERVAS.
(01/04/2004) SE EXPONE UN PROCEDIMIENTO DISPOSITIVO PARA APLICAR UNIFORMEMENTE UN MATERIAL DE SELLADO PARA FLUIDOS (COMPUESTO; C, R) EN EL CUERPO O EL GANCHO DE LA TAPA (81; 81I, 81N, 81R) DE UNA TAPA (D) A FIN DE PREPARAR UN CIERRE ESTANCO DE DOBLE COSTURA. UNA SERIE DE AGUJAS (30A, 30B, 30C, ...; 30X) O UN ANILLO QUE SE PROYECTA DE FORMA CONTINUA ENTRAN CON SUS EXTREMOS FRONTALES (35A, 35B, 35C,...; 35X, 38) A TRAVES DE UNA O VARIAS ABERTURAS INFERIORES (40; 40X)EN UN CANAL DE APLICACION CONTINUADA , CON DOS BORDES DE LIMITADORES (45B, 46B). LA POSICION AXIAL DE LAS AGUJAS (30X) O DEL ANILLO DE PROYECCION EN EL CANAL PUEDE AJUSTARSE…
PROCEDIMIENTO Y APARATO PARA FABRICAR BOTES.
(01/04/2004). Ver ilustración. Solicitante/s: GLUD & MARSTRAND A/S. Inventor/es: ZUBCEVIC, ESAD.
Un procedimiento para fabricar un cuerpo del bote tubular a partir de una pieza en bruto de un material de chapa que tiene un par de partes de borde opuestas coextendidas, comprendiendo dicho procedimiento: agarrar las partes de borde por el medio de agarre que está siendo actuado por un medio accionador de potencia controlado por un controlador en una forma que permite la redefinición del movimiento sin la reconfiguración mecánica; mover mutuamente los medios de agarre para poner las partes de borde en posiciones adyacentes, e interconectar las partes de borde de la pieza en bruto mediante una costura para formar el cuerpo del bote tubular, mientras una parte intermedia principal, extendida entre las partes de borde, permanece sin soportar, al menos internamente.
PROCESO PARA PRODUCIR UNA LATA CON UNA PIEZA DE INSERCION PARA ENVASAR, POR EJEMPLO, UN ALIMENTO, Y UNA LATA DE ESTA NATURALEZA.
(01/05/2003) Procedimiento para producir una lata, que comprende un cuerpo cilíndrico , una base y una tapa, del tipo en el cual la base tiene un entrante cilíndrico que penetra en el interior de la lata, procedimiento en el cual a) un cuerpo y una base son producidos a partir de plancha de metal o de metal revestido con plástico que es adecuada para latas; b) una pieza de inserción, que es de forma tubular para corresponder al entrante cilíndrico y está cerrada en un lado, es producida a partir de la chapa metálica correspondiente; c) un agujero que es más estrecho que el lado abierto de la pieza de inserción es hecho en la base de la combinación cuerpo-base; d) al borde del agujero se la hace una pestaña hasta que adquiere una superficie de soporte que es capaz de ajustar junto con el…
PROCEDIMIENTO Y PUNZONADORA PARA LA FORMACION DE CUELLOS EN LATAS.
(01/03/2003) SE DESCRIBE UN PROCEDIMIENTO PARA REDUCIR EL DIAMETRO DEL EXTREMO ABIERTO DE UNA LATA , TAL COMO UNA LATA DE BEBIDA, EN UNA ESTACION PARA LA FORMACION DE CUELLOS MIENTRAS QUE SE EVITA BASICAMENTE LA FORMACION DE PLIEGUES EN LA LATA. LA ESTACION PARA FORMACION DEL CUELLO INCLUYE UN TROQUEL DE SOPORTE DEFORMABLE QUE SE SITUA DENTRO DEL EXTREMO ABIERTO DE LA LATA. EL TROQUEL INCLUYE UN MANGUITO ELASTOMERICO Y MEDIOS PARA SUMINISTRAR UNA DEFORMACION LATERAL DEL MANGUITO, TAL COMO UN DISPOSITIVO DE ACCIONAMIENTO QUE EFECTUA UN ACOPLAMIENTO DE INTERFERENCIA CON EL MANGUITO. EN LA ESTACION PARA LA FORMACION DEL CUELLO, LA LATA SE INSERTA DENTRO DE UN TROQUEL QUE TIENE UNA ZONA…
COMPONENTES DE LATAS DE CONSERVA CON ESTRUCTURA METAL-PLASTICO-METAL.
(01/01/2003). Solicitante/s: MCHENRY, ROBERT J. Inventor/es: PETIT, DOMINIQUE, MCHENRY, ROBERT J.
LA INVENCION SE REFIERE A COMPONENTES DE LATAS DE PRODUCTO ALIMENTARIO , CUERPOS DE LATA , Y EXTREMOS QUE EMPIEZAN CON UNA CONSTRUCCION ESTRATIFICADA QUE COMPRENDE UNA HOJA DE MATERIAL PLASTICO QUE TIENE ADHERIDO A CADA UNO CAPAS DE HOJA DE METAL DE CARA Y EL PROCEDIMIENTO DE FABRICACION DE TALES COMPONENTES DE LATA. LOS COMPONENTES ESTAN CARACTERIZADOS POR LA NATURALEZA DEL MATERIAL CONSTRUCCION DE METAL-POLIMERO-METAL , Y POR EL HECHO DE QUE LA RELACION DEL ESPESOR DE PLASTICO RESPECTO DE LA SUMA DEL ESPESOR TOTAL DE METAL ES MAYOR DE 0,5. EL PROCEDIMIENTO DE FABRICACION SE REALIZA EN UNO O VARIAS PASADAS CARACTERIZADO POR QUE PREFERENTEMENTE LA FORMA PARTICULAR DEL TROQUEL Y DE LAS ESTAMPAS . LA INVENCION SE APLICA TAMBIEN A LA FABRICACION DE LATA DE PRODUCTOS ALIMENTARIOS ASI COMO A FINES PARA LATAS DE PRODUCTOS ALIMENTARIOS O PARA LATAS DE BEBIDAS.
APARATO PARA FABRICAR CUERPOS DE LATAS DE CONSERVA DE METAL.
(16/12/2002). Solicitante/s: CROWN CORK & SEAL TECHNOLOGIES CORPORATION. Inventor/es: SCHOLEY, IAN KENNETH, JOWITT, FREDERICK, WILLIAM, SMITH, DAVID, WILLIAM.
La invención se refiere a un aparato para fabricar cuerpos de latas de conserva de metal. Este aparato comprende un punzón que tiene un movimiento alterno y una tortea giratoria fijada para su rotación alrededor de un eje horizontal paralelo al eje del punzón. Varios conjuntos de dedos flexibles espaciados de manera circunferencial alrededor de la tortea, y que se extienden de manera generalmente radial a partir de esta última, se adaptan para agarrar, soportar y transportar los cuerpos de las latas separados del punzón durante la rotación de la tortea. La tortea es arrastrada en rotación según una velocidad angular que puede variar de manera angular de manera que la velocidad angular de un conjunto de dedos , en el momento en que este conjunto se engrana con un cuerpo de lata separado del punzón, es inferior a las velocidades que presenta en otros momentos.
PROCEDIMIENTO DE FABRICACION DE UN ENVASE METALICO CON FORMA Y ENVASE METALICO DEL TIPO LATA DE BEBIDAS, OBTENIDO POR ESTE PROCEDIMIENTO.
(16/11/2002). Ver ilustración. Solicitante/s: SOLLAC. Inventor/es: D\'AMORE, MICHEL, ERHARD, PATRICK, MUIA, FRANCOIS, DAMIANI, PIERRE, LEPLOMB, ANDRE.
LA INVENCION TIENE POR OBJETO UN PROCEDIMIENTO DE FABRICACION DE UNA CAJA METALICA DE FORMA QUE COMPRENDE UN FONDO Y UNA PARED LATERAL QUE ES CONTINUACION DE DICHO FONDO ; LA CITADA PARED LATERAL COMPRENDE AL MENOS UNA ZONA DE CONFORMACION . EL PROCEDIMIENTO CONSISTE EN REALIZAR, POR EMBUTICION, UN CASQUETE CON UN FONDO Y UN BORDE, FORMAR UN ESBOZO CONSTITUIDO POR UN FONDO Y UNA FALDA PERIFERICA REALIZADA POR ESTIRADO DEL BORDE EL CASQUETE, CALIBRAR EL ESBOZO EN TODA LA ALTURA DE SU FALDA PERIFERICA PARA DARLE UN PERIMETRO NOMINAL DETERMINADO Y DAR FORMA A LA FALDA PERIFERICA DEL ESBOZO PARA OBTENER LA PARED LATERAL DE LA CAJA . LA INVENCION TIENE TAMBIEN POR OBJETO UNA CAJA METALICA TIPO LATA DE BEBIDA OBTENIDA POR ESTE PROCEDIMIENTO.
PROCEDIMIENTO DE FABRICACION DE UNA LATA DE FORMA, Y LATA ALIMENTARIA OBTENIDA POR ESTE PROCEDIMIENTO.
(16/10/2002). Ver ilustración. Solicitante/s: SOLLAC. Inventor/es: D\'AMORE, MICHEL, ERHARD, PATRICK, MUIA, FRANCOIS, DAMIANI, PIERRE, LEPLOMB, ANDRE.
LA INVENCION TIENE POR OBJETO UN PROCEDIMIENTO DE FABRICACION DE UNA CAJA METALICA DE FORMA QUE COMPRENDE UN FONDO Y UNA PARED LATERAL QUE ES CONTINUACION DE DICHO FONDO ; LA CITADA PARED LATERAL COMPRENDE AL MENOS UNA ZONA DE CONFORMACION . EL PROCEDIMIENTO CONSISTE EN REALIZAR, PARTIENDO DE UNA PIEZA METALICA EN BRUTO, UN ESBOZO FORMADO POR UN FONDO Y UNA FALDA PERIFERICA, REALIZAR, AL MENOS EN UNA ZONA DE LA FALDA PERIFERICA DESTINADA A REALIZAR LA ZONA DE CONFORMACION DE LA PARED LATERAL , UNA OPERACION DE DEFORMACION POR RETRACCION O POR EXTENSION, Y EN DAR FORMA A LA FALDA PERIFERICA DEL ESBOZO PARA OBTENER LA PARED LATERAL DE LA CAJA . LA INVENCION TIENE TAMBIEN POR OBJETO UNA CAJA METALICA ALIMENTARIA OBTENIDA POR ESTE PROCEDIMIENTO.
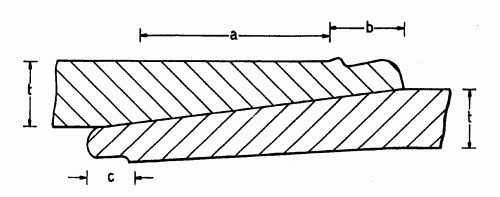
(16/08/2002). Ver ilustración. Solicitante/s: CARNAUDMETALBOX SA. Inventor/es: OSBORNE, MICHAEL ROBERT, NEWCOMB, PETER MICHAEL, WINFIELD, RICHARD JOHN.
SE DESCRIBE LA SOLDADURA DE METALES LAMINADOS Y LACADOS PARA PRODUCIR CUERPOS TUBULARES DE ENVASES EN FORMA DE LATAS DE TRES PIEZAS. EL PROCEDIMIENTO DESCRIBE COMO SE PRODUCE UN MARGEN LIBRE DE REVESTIMIENTO EN EL MATERIAL PARA LA FABRICACION DE LATAS PARA PODER PRODUCIR SOLDADURAS SATISFACTORIAS. SE UTILIZA UN LASER PULSANTE QUE TIENE UNA CORTA DURACION DE IMPULSOS MENOR DE 10 MI S Y UNA SALIDA DE POTENCIA PICO DE AL MENOS 0,1 MEGAVATIOS, PARA LIMPIAR LOS MARGENES DEL MATERIAL PARA LA FABRICACION DE LAS LATAS FORMADOS POR LAMINADOS DE POLIMERO/LAMINAS DE ESTAÑO LOS CUALES SERAN SOLDADOS. CON UNA LATITUD DE SOLDADURA DE AL MENOS 200 A ES POSIBLE FORMAR CUERPOS DE LATAS CON SOLDADURAS COMPLETAMENTE ACEPTABLES A PARTIR DE LAMINADOS DE LAMINA DE ESTAÑO Y LIMPIAR O BLANQUEADOR EL POLIPROPILENO O EL PET BLANCO, POR EJEMPLO.
APARATO Y PROCEDIMIENTO PARA LA EXPULSION DE PIEZAS DE MAQUINAS DE CONFORMAR.
(01/08/2002) SE PRESENTA UN APARATO Y METODO PARA EXPULSAR PIEZAS DE TRABAJO DE MAQUINAS, ESPECIALMENTE ENVASES TAPADOS DE DISPOSITIVOS PARA SELLAR LAS TAPAS, QUE TIENEN UNA ESTACION DE FORMACION QUE INCLUYE UN ELEMENTO DE MANDRIL Y UN RODILLO DE FORMACION Y QUE TIENEN UN MECANISMO DE POSICIONAMIENTO QUE AVANZA PARA MOVER LA PIEZA DE TRABAJO Y AJUSTARLA CON LA ESTACION DE FORMACION. EL APARATO Y EL METODO UTILIZAN UN ELEMENTO ELASTICO PARA EJERCER UNA FUERZA DE EXPULSION. EL ELEMENTO ELASTICO SE DISPONE SOBRE EL ELEMENTO DE MANDRIL DE FORMA QUE EL AJUSTE DE LA PIEZA DE TRABAJO FUNCIONE PARA COMPRIMIR TANTO POR COMPRESION COMO POR DEFLEXION EL ELEMENTO ELASTICO DE MANERA QUE EJERZA UNA FUERZA DE RESTAURACION QUE EXPULSE LA PIEZA DE TRABAJO. CUANDO SE UTILIZA UNA MAQUINA SELLADORA DE TAPAS CON UNA TAPA CON DISPOSITIVO…
SOPORTE DE FORMATO REGULABLE, PARA MAQUINAS CERRADORAS DE LATAS DE CONSERVAS.
(16/04/2002) 1. Soporte de formato regulable, para máquinas cerradoras de latas de conservas, caracterizado porque: a) consta de un troquel o mandril de cierre, en el que se dispone la lata a cerrar; un soporte intermedio, en el que se fija dicho troquel o mandril; y un disco copiador cuyo perfil es una leva de copiado que controla la posición de una palanca de cierre, portadora de la rulina que hace a operación de solape de las pestañas del cuerpo y tapa de la lata generando el cierre hermético de la misma; yendo dispuesto el conjunto en el cabezal de la máquina cerradora con posibilidad de bascular angularmente respecto a él; b)…
PROCEDIMIENTO PARA LA FORMACION DE UNA SECCION ESTRECHADA Y REBORDEADA EN UN CUERPO HUECO CILINDRICO Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
(01/04/2002) SE PROPONE UN DISPOSITIVO PARA LA FORMACION DE UN RECORTE REBORDEADO Y CON DISPOSICION DE CUELLO EN UN EXTREMO DE UN CUERPO HUECO CILINDRICO, POR EJEMPLO EN CUERPO DE UNA LATA, QUE SE ABRE EN AMBOS EXTREMO, TENIENDO EL DISPOSITIVO HERRAMIENTAS MOVILES LONGITUDINALMENTE PERO FIJADAS INTERIORMENTE DE FORMA RADIAL Y UNA HERRAMIENTA FIJADA LONGITUDINALMENTE, PERO CON APLICACION EN LAS HERRAMIENTAS INTERIORES FIJAS DE FORMA RADIAL Y CON DISPOSICION LONGITUDINALMENTE FIJA PERO MOVIL RADIALMENTE EN EL CONFORMADO EXTERIOR. CUANDO SE EJECUTA LA CONFORMACION DE CUELLO O DE REBORDEADO DE BRIDA, LA HERRAMIENTA EXTERIOR DISPONE DE UN MOVIMIENTO DE ALIMENTACION RADIAL HACIA LAS HERRAMIENTAS INTERIORES, AVANZANDO AL MISMO TIEMPO ENTRE DOS SECCIONES CURVADAS DE LAS HERRAMIENTAS INTERIORES QUE PERFILAN…
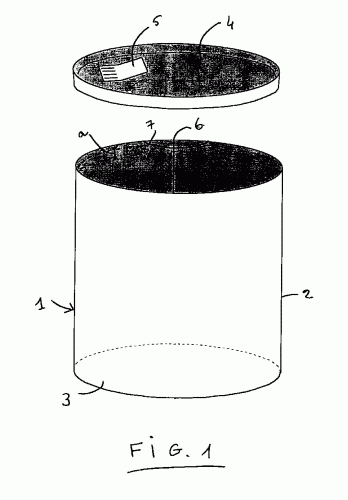
BOTE DE LATA CON OPERCULO TERMOSELLADO Y SU PROCEDIMIENTO DE FABRICACION.
(01/03/2002). Ver ilustración. Solicitante/s: SOCIETE DES PRODUITS NESTLE S.A.. Inventor/es: JEANNIN, BERNARD.
LA INVENCION SE REFIERE A UN EMBALAJE QUE CONTIENE UN PRODUCTO. CONSTA DE UN CUERPO CILINDRICO DE HIERRO BLANCO CON UNA SOLDADURA A LO LARGO DE UNA GENERATRIZ DEL CILINDRO; UN FONDO DE HIERRO BLANCO MONTADO SOBRE EL MENCIONADO CUERPO CILINDRICO; Y UN OPERCULO DE ALUMINIO TERMOSOLDADO AL INTERIOR DEL MENCIONADO CUERPO CILINDRICO PARA CERRARLO; EN EL INTERIOR DE ESTE CUERPO CILINDRICO HAY UN DEPOSITO DE ADHESIVO EN LA ZONA DE SOLDADURA SITUADA A LA ALTURA DEL OPERCULO.
SISTEMAS Y METODOS PARA FABRICAR BOTES METALICOS CONFORMADOS, DECORATIVOS.
(01/02/2002) UN METODO PARA FABRICAR UN CUERPO DE BOTE METALICO QUE ESTA CONFORMADO DISTINTIVAMENTE CON OBJETO DE POTENCIAR SU APARIENCIA VISUAL A LOS CONSUMIDORES, QUE INCLUYE EN UNA FORMA DE REALIZACION LAS ETAPAS DE SUMINISTRAR UN PARISON DEL CUERPO DE BOTE QUE TIENE UNA PARED LATERAL DE UN DIAMETRO SUSTANCIALMENTE CONSTANTE, SUMINISTRAR UNA UNIDAD QUE TIENE AL MENOS UNA PARED DE MOLDE QUE DEFINE UNA CAVIDAD DE MOLDEO QUE CONFORMA LA FORMA FINAL DESEADA DEL CUERPO DEL BOTE; COLOCAR EL PARISON DEL CUERPO DE BOTE DENTRO DE LA CAVIDAD DE MOLDEO ; Y SUMINISTRAR UN FLUIDO PRESURIZADO DENTRO DE LA CAVIDAD DE MOLDEO, DE FORMA QUE EL PARISON DEL CUERPO DE BOTE SEA FORZADO A PRESION CONTRA LA PARED DEL MOLDE,…
SISTEMAS Y METODOS PARA FABRICAR BOTES METALICOS CONFORMADOS DECORATIVOS.
(01/02/2002) UN METODO PARA FABRICAR UN CUERPO DE BOTE METALICO QUE ESTA CONFORMADO DISTINTIVAMENTE CON OBJETO DE POTENCIAR SU APARIENCIA VISUAL A LOS CONSUMIDORES, QUE INCLUYE EN UNA FORMA DE REALIZACION LAS ETAPAS DE SUMINISTRAR UN PARISON DEL CUERPO DE BOTE QUE TIENE UNA PARED LATERAL DE UN DIAMETRO SUSTANCIALMENTE CONSTANTE, SUMINISTRAR UNA UNIDAD QUE TIENE AL MENOS UNA PARED DE MOLDE QUE DEFINE UNA CAVIDAD DE MOLDEO QUE CONFORMA LA FORMA FINAL DESEADA DEL CUERPO DEL BOTE; COLOCAR EL PARISON DEL CUERPO DE BOTE DENTRO DE LA CAVIDAD DE MOLDEO ; Y SUMINISTRAR UN FLUIDO PRESURIZADO DENTRO DE LA CAVIDAD DE MOLDEO, DE FORMA QUE EL PARISON DEL CUERPO DE BOTE SEA FORZADO A PRESION CONTRA LA PARED DEL MOLDE,…
METODO Y APARATO PARA CONFORMAR CARACTERISTICAS EN LATAS.
(01/12/2001). Solicitante/s: CROWN CORK & SEAL TECHNOLOGIES CORPORATION. Inventor/es: KNIGHT, PHILIP JOHN, MONRO, STUART ALEXANDER.
Un aparato para formar características en la pared lateral de cuerpos de latas metálicas cilíndricas, cuyo aparato comprende: una primera y una segunda herramientas fabricadas de material duro y con perfiles complementarios, estando una de las herramientas destinada a montar el cuerpo de una lata;medios para hacer rodar la primera herramienta con relación a la segunda para deformar la pared lateral del cuerpo de la lata entre las herramientas; y caracterizado por: un montaje elástico de la segunda herramienta para cargar la segunda herramienta hacia la primera.
SISTEMAS Y METODOS PARA FABRICAR BOTES METALICOS DECORATIVOS CONFORMADOS.
(16/11/2001) UN METODO PARA FABRICAR UN CUERPO DE BOTE METALICO QUE ESTA CONFORMADO DISTINTIVAMENTE CON OBJETO DE POTENCIAR SU APARIENCIA VISUAL A LOS CONSUMIDORES, QUE INCLUYE EN UNA FORMA DE REALIZACION LAS ETAPAS DE SUMINISTRAR UN PARISON DEL CUERPO DE BOTE QUE TIENE UNA PARED LATERAL DE UN DIAMETRO SUSTANCIALMENTE CONSTANTE, SUMINISTRAR UNA UNIDAD QUE TIENE AL MENOS UNA PARED DE MOLDE QUE DEFINE UNA CAVIDAD DE MOLDEO QUE CONFORMA LA FORMA FINAL DESEADA DEL CUERPO DEL BOTE; COLOCAR EL PARISON DEL CUERPO DE BOTE DENTRO DE LA CAVIDAD DE MOLDEO ; Y SUMINISTRAR UN FLUIDO PRESURIZADO DENTRO DE LA CAVIDAD DE MOLDEO, DE FORMA QUE EL PARISON DEL CUERPO DE BOTE SEA FORZADO A PRESION CONTRA LA PARED DEL MOLDE, ORIGINANDO QUE EL PARISON DEL CUERPO DE BOTE ASUMA LA FORMA FINAL DESEADA DEL CUERPO DE BOTE. PREFERENTEMENTE, SE…
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE LATAS DE HOJA METALICA, PARA LA PRODUCCION DE LATAS.
(16/11/2001). Solicitante/s: RASSELSTEIN HOESCH GMBH. Inventor/es: SAUER, REINER, DR., KERN, KARL-HEINZ.
Un procedimiento para fabricar recipientes metálicos. El procedimiento para fabricar recipientes metálicos laminados incluye el empleo del mismo láser para cortar y soldar las costuras de los recipientes. El láser presenta un haz interno de alta energía, para cortar, y un haz externo de energía inferior, para soldar entre sí las láminas superpuestas.
BOTES EMBUTIDOS Y ESTIRADOS DE UNA CONSTRUCCION DE METAL-PLASTICO Y PROCEDIMIENTO PARA SU FABRICACION.
(01/09/2001). Solicitante/s: MCHENRY, ROBERT J. Inventor/es: PETIT, DOMINIQUE, MCHENRY, ROBERT J.
LA INVENCION SE REFIERE A LATAS PLANCHADAS Y ESTIRADAS Y SU PROCEDIMIENTO DE FABRICACION QUE EMPIEZA A PARTIR DE UNA CONSTRUCCION DE METAL Y PLASTICO LAMINADA O ESTRATIFICADA QUE COMPRENDE UNA HOJA DE MATERIAL PLASTICO SOBRE LA QUE SE ADHIEREN DOS HOJAS DE METAL EXTERIORES Y DE MANERA QUE LA RELACION DEL ESPESOR DEL MATERIAL PLASTICO RESPECTO DEL ESPESOR TOTAL DE METAL ES MAYOR DE 0,5. LA FORMACION DE ESTE LAMINADO DENTRO DE UN CUERPO DE BOTE COMPRENDE PRIMERAMENTE EL ESTIRADO EN UNO O VARIOS PASOS, A CONTINUACION EL PLANCHADO PREFERENTEMENTE EN CUATRO PASADAS SUCESIVAS. LOS BOTES SE DESTINAN PARTICULARMENTE A CONTENER BEBIDAS. LA VENTAJA DEL PROCEDIMIENTO CONSISTE EN UN MENOR COSTE DE MATERIAS PRIMAS PARA CARACTERISTICAS DE USO TAN BUENAS COMO LAS DE LOS BOTES ENTERAMENTE DE METAL.
PROCEDIMIENTO PARA LA FABRICACION DE CUERPOS DE BOTE A PARTIR DE CHAPA.
(01/09/2001) EL PROCEDIMIENTO PARA FABRICAR CUERPOS DE LATA DE CHAPA PARA LA FABRICACION DE LATAS ABARCA LAS ETAPAS DE PROCESO SIGUIENTES: A) APROXIMACION Y SUPERPOSICION DE DOS FLEJES DE CHAPA CUYA ANCHURA ES UN MULTIPLO DE LA MITAD DE LA CIRCUNFERENCIA DEL CUERPO DE UNA LATA, B) UNION DE LOS FLEJES DE CHAPA SUPERPUESTOS MEDIANTE VARIOS CORDONES DE SOLDADURA CONTINUOS EN DIRECCION LONGITUDINAL DEL FLEJE, CUYA SEPARACION EN DIRECCION TRANSVERAL AL FLEJE CORRESPONDE A LA MITAD DE LA CIRCUNFERENCIA DE LA LATA, MEDIANTE EL PASO CONTINUO DE LOS FLEJES DE CHAPA SUPERPUESTOS POR UN DISPOSITIVO DE SOLDADURA CON VARIOS CABEZALES DE SOLDADO OPUESTOS SEPARADOS CONVENIENTEMENTE, C) CORTE LONGITUDINAL…
MOLDE PARA USO EN LA FORMACION POR MOLDEO DEL CUELLO DE UN CUERPO DE LATA METALICA Y METODO DE USO DE DICHO MOLDE.
(01/08/2001). Solicitante/s: HOOGOVENS STAAL B.V.. Inventor/es: SCHAAPER, HANS, NICOLAAS, HOOGENDOORN, AUKE, LOUWERSE, GERARD MARIE.
UNA BOQUILLA PARA USAR EN LA ETAPA DE UN PROCESO DE ESTRECHAMIENTO SECUENCIAL DE UN CUERPO DE METAL COMO PUEDE SER UNA LATA PARA BEBER, TIENE UNA SUPERFICIE ALREDEDOR DE UN EJE. LA SUPERFICIE DEL TROQUEL, VISTO EN SECCION LONGITUDINAL A TRAVES DEL EJE, TIENE UN PERFIL QUE EN SUCESION DIRECTA CONSTA DE UNA ZONA DE ALIMENTACION, UNA ZONA INTERMEDIA Y UNA ZONA DE ESTRECHAMIENTO. LA ZONA INTERMEDIA TIENE UNA PARTE DE CONTACTO ASI COMO UNA PARTE RELATIVAMENTE EN PENDIENTE EN EL CUAL TANGENTES A LA SUPERFICIE DEL TROQUEL INCLUYE UN ANGULO {AL} CON RESPECTO AL EJE MAYOR QUE {AL}{SUB,N}, DONDE {AL}{SUB,N} ES EL ANGULO DE ESTRECHAMIENTO ENTRE LA PARTE ESTRECHADA SIGUIENDO EL ESTRECHAMIENTO DEL TROQUEL Y EL EJE DE LA ESTRUCTURA. LA PRESENCIA DE ESTA PARTE DE PENDIENTE SIN CONTACTO REDUCE LA FUERZA AXIAL NECESARIA EN EL ESTRECHAMIENTO.
DISPOSITIVO PARA EL REBORDEADO DE CUERPOS DE LATA.
(01/04/2000) EL DISPOSITIVO PARA EL REBORDEADO DE AL MENOS UN CANTO DE UN CUERPO DE LATA (C) MUESTRA COMO MINIMO UNA HERRAMIENTA REBORDEADORA QUE ESTA COMPUESTA POR UNA PIEZA INTERIOR DE HERRAMIENTA (HERRAMIENTA INTERIOR REBORDEADORA 20) CON UN CONTORNO REBORDEADO Y UNA PIEZA EXTERIOR DE HERRAMIENTA (CASQUILLO REBORDEADOR 14) CON UN CONTORNO LIMITADOR INTERIOR PARA EL CANTO A REBORDEAR. LA PIEZA INTERIOR DE HERRAMIENTA ESTA APOYADA EN EL INTERIOR DE LA PIEZA EXTERIOR DE HERRAMIENTA DE MANERA QUE PUEDE GIRAR SOBRE UN VASTAGO DEL EJE. EL VASTAGO DEL EJE ESTA DISPUESTO EN UN ARBOL QUE PUEDE GIRAR ALREDEDOR DE UN EJE . EL EJE CENTRAL DEL VASTAGO DEL EJE SE INCLINA CON RESPECTO AL EJE DEL ARBOL EN UN ANGULO ({AL}) Y CORTA EL EJE DEL…
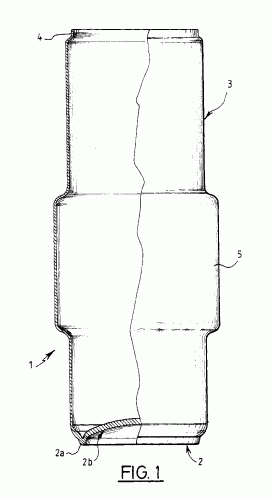
PROCEDIMIENTO DE FABRICACION DE UNA LATA METALICA CONFORMADA.
(16/02/2000). Solicitante/s: SOLLAC S.A.. Inventor/es: D\'AMORE, MICHEL, ERHARD, PATRICK, MUIA, FRANCOIS.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION DE UN BOTE METALICO DE FORMA QUE COMPRENDE, POR UNA PARTE, UN FONDO Y UNA FALDA PERIFERICA QUE LLEVA UNA SUCESION DE ZONAS DE DIFERENTES DIAMETROS Y, POR OTRA PARTE, UNA TAPA ENSARTADA SOBRE LA FALDA PERIFERICA . EL PROCESO CONSISTE EN REALIZAR, A PARTIR DE UNA LAMINA METALICA, UNA PIEZA CILINDRICA CONSTITUIDA POR UN FONDO Y POR UNA FALDA PERIFERICA DE DIAMETRO IGUAL AL DIAMETRO D DE LA ZONA (2A) DE LA FALDA PERIFERICA DEL BOTE, EN EFECTUAR UNA OPERACION DE ESTRECHAMIENTO DE LA PARTE DE LA FALDA PERIFERICA DE LA PIEZA SITUADA POR ENCIMA DE LA ZONA, (2A) DE DIAMETRO D DE LA FALDA PERIFERICA DEL BOTE FORMADO PARA LLEVARLO A UN DIAMETRO D Y EN EFECTUAR AL MENOS UNA OPERACION DE EXPANSION DE LA PARTE DE LA FALDA PERIFERICA SITUADA POR ENCIMA DE LA ZONA (2A) DE DIAMETRO D.
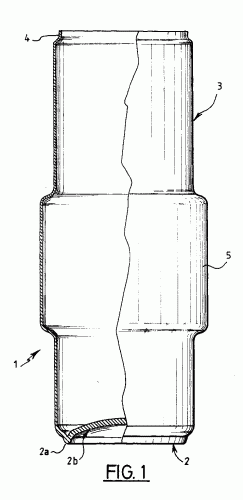
PROCEDIMIENTO PARA LA FABRICACION DE UNA LATA METALICA CON FORMA.
(01/01/2000). Solicitante/s: SOLLAC S.A.. Inventor/es: ERHARD, PATRICK.
LA INVENCION SE REFIERE A UN PROCESO DE FABRICACION DE UN BOTE METALICO DE FORMA QUE COMPRENDE, POR UNA PARTE, UN FONDO Y UNA FALDA PERIFERICA CILINDRICA DE IGUAL MATERIA QUE DICHO FONDO Y QUE COMPRENDE AL MENOS UNA ZONA (2B) EXPANDIDA Y POR OTRA PARTE, UNA TAPA ENSARTADA SOBRE DICHA FALDA PERIFERICA . EL PROCESO CONSISTE EN REALIZAR AL MENOS DICHA ZONA (2B) EFECTUANDO AL MENOS UNA ETAPA QUE CONSISTE EN EXPANDIR LOCAL Y SUCESIVAMENTE ZONAS ELEMENTALES DE LA FALDA PERIFERICA EMPEZANDO POR UNA PRIMERA ZONA ELEMENTAL SITUADA LO MAS CERCA DEL FONDO HASTA UNA ULTIMA ZONA ELEMENTAL MAS ALEJADA DE DICHO FONDO . LAS ZONAS ELEMENTALES SE IMBRINCAN PARCIALMENTE PARA OBTENER AL MENOS DICHA ZONA (2B) EXPANDIDA.
INSTALACION PARA EL TRATAMIENTO DE ENVASES, DISPOSITIVO DE TRANSPORTE PARA EL TRANSPORTE DE ENVASES Y PALETAS PARA LOS MISMOS.
(16/12/1999) PARA SIMPLIFICAR LA PRODUCCION DE BOTES , ESPECIALMENTE DE BOTES DE AEROSOL, LOS EQUIPOS DE PRODUCCION DE BOTES COMPRENDEN UNOS TRANSPORTADORES MAGNETICOS ASOCIADOS A UNAS PALETAS MAGNETIZABLES EN LUGAR DE TRANSPORTADORES DE CADENA CON PASADORES. LOS BOTES SE ASEGURAN SOBRE LAS PALETAS MAGNETIZABLES Y SON LLEVADOS A TRAVES DE UNOS TRANSPORTADORES DE CORREA MAGNETICA A O A TRAVES DE LAS ESTACIONES DE ELABORACION. LAS PALETAS SE ASEGURAN A TRAVES DE UN PROCESO DE RIBETEADO A UNA PIEZA DE CONEXION QUE SOBRESALE DE LA BASE DEL BOTE Y SE PUEDE GUIAR A TRAVES DE UNA ABERTURA DE CONEXION QUE HAY FORMADA EN LA PALETA . A LOS BOTES SE LES PUEDE DAR CUALQUIER DIRECCION SOBRE LAS PALETAS ASEGURADAS MAGNETICAMENTE MEDIANTE UNA DISPOSICION ADECUADA DE LAS SUPERFICIES TRANSPORTADORAS…
PROCEDIMIENTO PARA LA FABRICACION DE UN ENVASE A PRESION DE DOBLE CAMARA.
(01/07/1999). Solicitante/s: STOFFEL, GERD. Inventor/es: STOFFEL, GERD.
EN UN PROCEDIMIENTO PARA LA ELABORACION DE UN EMPAQUETADO (R) DE PRESION DE DOS CAMARAS SE UNEN CON UNA ENVUELTA EXTERIOR EN LA ZONA DE LA CAPA DE DISTRIBUCION DE ADHERENCIA CON UN CUERPO INTERIOR A BASE DE MATERIAL APLASTABLE O CON FORMACION DE PLIEGES. DESPUES LA CUBIERTA EXTERIOR, LA CAPA DE DISTRIBUIDOR DE ADHERENCIA Y EL CUERPO INTERIOR SON DESVIADOS DE FORMA CONJUNTA ALREDEDOR DE UNA ABERTURA HACIA UN BORDE REBORDEADO. A PARTIR DE LA CUBIERTA EXTERIOR SE ALEJA POR MEDIO DEL DESVIO UN ANILLO HACIA EL BORDE REBORDEADO.
APARATO Y METODO PARA REFORZAR EL FONDO DE UN ENVASE.
(16/06/1999) EL APARATO (110, 180, 270, 330 O 360) BIEN REFORMA UNA PARTE CIRCUNFERENCIAL DEL CUERPO DE UN CONTENEDOR RADIALMENTE HACIA FUERA PARA FORMAR UN CUERPO DE CONTENEDOR , O REFORMA UNA PLURALIDAD DE PARTES SEPARADAS CIRCUNFERENCIALMENTE DE LA PARTE DE ENTRANTE DEL FONDO DEL CUERPO DE UN CONTENEDOR RADIALMENTE HACIA FUERA PARA FORMAR UN CUERPO DE CONTENEDOR . EL APARATO (110, 180, 270, 330 O 360) INCLUYE UN CUERPO (158, 230, 288, 332, O 365) Y TIENE UN ELEMENTO DE HERRAMIENTA UNIDO A EL QUE PUEDE SER UN RODILLO (172, 246, 302 O 350) O UN ELEMENTO ESTAMPADOR . SE INCLUYEN MEDIOS PARA PROPORCIONAR UN MOVIMIENTO TRANSVERSAL RELATIVO ENTRE EL CUERPO DEL CONTENEDOR Y EL ELEMENTO DE HERRAMIENTA…
DISPOSITIVO PARA EL PESTAÑEADO DE RODADURA DE CUERPOS CILINDRICOS.
(01/03/1999). Solicitante/s: KRUPP KUNSTSTOFFTECHNIK GMBH. Inventor/es: SCHMIDT, HARALD, LENTZ, NORBERT, MUNO, DIETER.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA EL PESTAÑEADO DE RODADURA DE CUERPO CILINDRICO, CON MULTIPLES RODILLOS DE PESTAÑEADO, QUE ESTAN APOYADOS DE FORMA GIRATORIA EN UNA COLOCACION Y DESARROLLAN UNA CUBIERTA CILINDRICA A SER CONFIGURADA DEL CUERPO Y FORMAN UNA GEOMETRIA DE PESTAÑA A TRAVES DE SU CONTORNO. PARA EVITAR LA PENETRACION DE REBABAS DE CORTE O MATERIAL DEL CUERPO ENTRE UN ANILLO DE LIMITACION Y LOS RODILLOS DE PESTAÑEADO Y PARA ASEGURAR UN DIAMETRO DE PESTAÑEADO REGULAR, SE PROPONE, QUE SE HAYA PREVISTO AL MENOS DE UN CUERPO DE LIMITACION, QUE DESTACA LA SUPERFICIE DE CUBIERTA FORMADA CILINDRICA A TRAVES DE LA PARTE QUE FORMA LA GEOMETRIA DE PESTAÑA EN LOS RODILLOS ALREDEDOR DE UN EJE LONGITUDINAL DEL DISPOSITIVO HACIA EL INTERIOR.
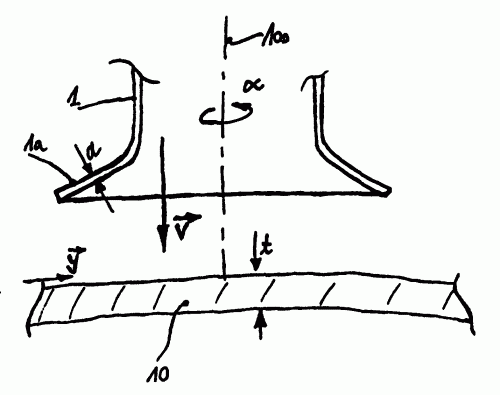
PROCEDIMIENTO DE INMERSION EN UN BAÑO DE UN MATERIAL COMPUESTO DE HERMETIZACION PARA ENVASES METALICOS.
(16/01/1999). Ver ilustración. Solicitante/s: SCHMALBACH-LUBECA AG. Inventor/es: KUTSCHAN, REINHARD, BUNSCH, HELLMUT.
EL CAMPO TECNICO DE LA INVENCION ES LA APLICACION DE UN SELLANTE SOBRE O DENTRO DEL CIERRE (D) DE COSTURA PLEGADA DE UNA LATA METALICA. TALES SELLANTES SE INTRODUCIAN PREVIAMENTE EN LA BRIDA DE TAPA CON PERFIL EN U Y SE SECABAN. POR CONTRASTE, LA INVENCION PROPONE QUE EL COMPUESTO -SELLANTE - SE APLIQUE (10A) A LA BRIDA BASE (1A), PUDIENDO SUMERGIRSE LA BASE DE LA LATA METALICA DENTRO DE UNA CORRIENTE DE SELLANTE FLUIDO O AL MENOS APLICARSE EN CONTACTO CON EL EN LA SUPERFICIE. ESTO MEJORA SUSTANCIALMENTE LA PRECISION DE LA DOSIFICACION Y LA CANTIDAD EXACTA DE SELLANTE APLICADO.
PROCESO PARA CONFORMAR UN CUERPO DE CAJA METALICA E INSTALACION DE CONFORMACION DE TAL CUERPO DE CAJA.
(01/07/1997). Solicitante/s: CARNAUDMETALBOX. Inventor/es: RIVIERE, MAURICE.
PROCESO DE CONFORMACION HIDRAULICA DE UN CUERPO DE CAJA METALICA. SEGUN LA INVENCION, SE LLENA EL CUERPO DE CAJA DE UN LIQUIDO , SE COLOCA ESTE CUERPO DE CAJA EN UNA MATRIZ Y SE APLICA UNA PRESION EN DICHO CUERPO HASTA QUE ADAPTE LA FORMA DE DICHA MATRIZ.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}