CIP-2021 : B29C 43/34 : Alimentación de materiales a moldear a los moldes o a los medios de prensado.
CIP-2021 › B › B29 › B29C › B29C 43/00 › B29C 43/34[2] › Alimentación de materiales a moldear a los moldes o a los medios de prensado.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 43/00 Moldeo por compresión, es decir, aplicando una presión externa para hacer que fluya el material de moldeo; Aparatos a este efecto.
B29C 43/34 · · Alimentación de materiales a moldear a los moldes o a los medios de prensado.
CIP2021: Invenciones publicadas en esta sección.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UNA PIEZA MOLDEADA DE PLASTICO.
(01/10/1996) SE DESCRIBE UN PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA MOLDEADA DE PLASTICO, EN EL QUE UNA MASA DE PLASTICO PLASTIFICADA SE CONDUCE EN EL ESTADO PLASTIFICADO A UNA CAVIDAD DE MOLDEO ABIERTA DE UN MOLDE CONSTITUIDO POR SEMIMOLDE INFERIOR Y SEMIMOLDE SUPERIOR Y SE PRENSA DANDO FORMA MEDIANTE EL CIERRE DEL MOLDE , PRENSANDOSE LA MASA DE PLASTICO PLASTIFICADA DANDO FORMA CONTRA AL MENOS UNA TIRA DE MATERIAL DECORATIVO EMPOTRADA ENTRE LOS SEMIMOLDES . EL DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO ESTA CONFIGURADO CON UN MOLDE QUE COMPRENDE UN SEMIMOLDE INFERIOR Y UN SEMIMOLDE SUPERIOR , QUE SON MOVILES RELATIVAMENTE ENTRE SI, ASI COMO UNA CAVIDAD DE MOLDEO (CAVIDAD 4) CONFIGURADA ENTRE LOS SEMIMOLDES, CON UNA MAQUINA ELABORADA DE PLASTICO QUE PRESENTA…
METODO PARA MOLDEAR A PRESION RESINA TERMOPLASTICA.
(01/06/1996). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATSUBARA, SHIGEYOSHI.
UN ARTICULO MOLDEADO DE UNA RESINA TERMOPLASTICA CON UNA BUENA APARIENCIA SE MOLDEA CON UN PAR DE MOLDES QUE TIENEN UN CONDUCTO PARA SUMINISTRAR UNA RESINA FUNDIDA EN UNO DE LOS MOLDES CERRANDO LOS MOLDES HASTA QUE EL HUECO DE LA CAVIDAD DEL MOLDE EN LA DIRECCION DE CIERRE ALCANCE UNA DISTANCIA ESPECIFICA, ABRIENDO LOS MOLDES A UNA RAPIDEZ ESPECIFICA MIENTRAS COMIENZA EL SUMINISTRO DE RESINA FUNDIDA A LA CAVIDAD DEL MOLDE ANTES DE QUE EL HUECO ALCANCE EL ESPESOR DEL ARTICULO PRODUCIDO FINALMENTE, CONTINUANDO LA APERTURA DE LOS MOLDES MIENTRAS SE SUMINISTRA LA RESINA FUNDIDA HASTA QUE EL HUECO DE LA CAVIDAD SE HAGA MAYOR QUE EL ESPESOR DEL ARTICULO PRODUCIDO FINALMENTE, Y CERRANDO LOS MOLDES A UNA VELOCIDAD ESPECIFICA ANTES O CUANDO SE TERMINE EL SUMINISTRO DE RESINA AL MOLDE Y SE ENFRIA LA RESINA FUNDIDA SUMINISTRADA.
METODO PARA PRODUCIR UN ARTICULO MOLDEADO DE RESINA TERMOPLASTICA.
(16/02/1996). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HIEDA, KAZUO, HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATUBARA, SHIGEYOSHI.
UN ARTICULO MOLDEADO DE UNA RESINA TERMOPLASTICA CON BUENA APARIENCIA QUE PUEDE TENER UN MATERIAL SUPERFICIAL ES PRODUCIDO PROPORCIONANDO MOLDES SUPERIOR E INFERIOR CON UNA SECCION DE MOLDEO DE PIEZA DEL PRODUCTO Y UNA SECCION DE MOLDEO DE PIEZA SIN PRODUCTO , SUMINISTRANDO UNA FUSION DE UNA RESINA TERMOPLASTICA EN UNA CAVIDAD DE LOS MOLDES O UN ESPACIO ENTRE EL MATERIAL SUPERFICIAL Y CUALQUIERA DE LOS MOLDES SUPERIOR E INFERIOR A TRAVES DE UN CANAL DE FUSION DE RESINA QUE ESTA FORMADO EN UNA PARED DE UNO DE LOS MOLDES Y TIENE UNA ABERTURA PARA SUMINISTRAR LA FUSION EN LA SECCION DE MOLDEO DE PIEZA SIN PRODUCTO CUANDO UN HUECO DE LA CAVIDAD ES MAYOR DE UN ESPESOR DE UN ARTICULO PRODUCIDO FINALMENTE, CERRANDO LOS MOLDES PARA EFECTUAR EL MOLDEO A PRESION, ENFRIANDO LOS MOLDES.
METODO PARA PRODUCIR UN ARTICULO MOLDEADO DE RESINA TERMOPLASTICA REFORZADA CON FIBRA.
(01/12/1995). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATSUBARA, SHIGEYOSHI.
ESTA INVENCION TRATA DEL METODO DE FABRICACION DE UN PRODUCTO MOLDEADO DE RESINA TERMOPLASTICA REFORZADA CON FIBRA RELATIVAMENTE PEQUEÑO EN DEFORMACION, RESULTADO DE LA ORIENTACION DE LA FIBRA Y DE LAS EXCELENTES PROPIEDADES MECANICAS, DE APARIENCIA, BRILLO Y DE ESTABILIDAD DIMENSIONAL. SE TRATA DE RESINA FUNDIDA TERMOPLASTICA REFORZADA CON FIBRA, ES DECIR, RESINA TERMOPLASTICA FUNDIDA (A) DENTRO DE LA CUAL SE ENCUENTRAN DISPERSAS , COMO MATERIAL DE REFUERZO, FIBRAS DE LONGITUDES QUE OSCILAN ENTRE 1 Y 50 MM DE MEDIA. ESTA RESINA SE VACIA EN UN MOLDE METALICO ABIERTO EN EL QUE HAY UNA HOJA O PELICULA CON RESINA TERMOPLASTICA (A) Y SEGUIDAMENTE SE COLOCA DE MANERA CONVENIENTE OTRA RESINA TERMOPLASTICA ADHESIVA (B) Y CON EL MOLDE METALICO CERRADO, SE SOMETE A PRESION Y SE ENFRIA EN UN MOLDE METALICO CERRADO PARA DAR LUGAR A UN PRODUCTO MOLDEADO.
PROCESO Y MAQUINA AUTOMATICA DE FABRICACION DE ANILLOS CALIBRADOS A PARTIR DE UN MATERIAL EXTRUIDO ESTIRADO O PERFILADO.
(01/05/1995) SEGUN LA INVENCION, SE OBTIENEN ANILLOS CALIBRADOS VULCANIZANDO SUPERFICIALMENTE EL MATERIAL EXTRUIDO ESTIRADO O PERFILADO EN LA SALIDA DE UNA CABEZA DE EXTRUSION (T), Y A CONTINUACION CORTANDO ESTE MATERIAL EXTRUIDO EN TROZOS MEDIANTE UN DISPOSITIVO DE CORTE CONICO (C), Y DESPUES EMPALMANDO EN CALIENTE Y BAJO UNA PRESION CONTROLADA LOS DOS EXTREMOS, RESPECTIVAMENTE EN PUNTA CONICA Y EN EMBUDO, DE CADA TROZO (T) PARA OBTENER UN DESBASTE DE ANILLO, EL CUAL ESTA INTRODUCIDO ENTRE LAS SEMIHUELLAS DE UN MOLDE (MO) DONDE SE CONFORMA Y SE VULCANIZA POR CALENTAMIENTO DE ESTE ULTIMO Y A CONTINUACION SE REALIZA UN DESBORDADO TRAS UNA ACCION DE CIZALLAMIENTO PRODUCIDA POR UN DISPOSITIVO DE EMPUJE (D) QUE PROVOCA EL DESLIZAMIENTO DE LAS SEMIHUELLAS EN POSICION CERRADA EN EL CHASIS DEL MOLDE, ANTES DE PROVOCAR LA…
DISPOSITIVO PARA LA FABRICACION DE TUBOS.
(01/09/1994) LA INVENCION DESCRIBE UN DISPOSITIVO PARA LA FABRICACION DE TUBOS DESDE CUERPOS DE TUBERIAS PREFABRICADOS AL PRESIONAR UN MODELO DE PLASTICO CALENTADO PARA FORMAR UNA CABEZA DE TUBO QUE AL MISMO TIEMPO SE CONECTA A LA TUBERIA DE TUBO . EL DISPOSITIVO TIENE UN MEDIO DE TRANSPORTE PASO A PASO QUE ES PARADO EN ESTACIONES DE TRABAJO EQUIDISTANTES (II-VIII). EL MEDIO DE TRANSPORTE TIENE MANDRILES RETENIDOS PARA RECIBIR EL CUERPO DE TUBERIA Y MATRICES RETENIDAS , QUE PUEDEN TENER TROQUELES PERFORADORES (21"), COLOCADOS EN EL MISMO EJE QUE LOS MANDRILES . LOS MANDRILES SE PUEDEN MOVER AXIALMENTE Y COOPERAR CON UNA PRENSA DE TAL FORMA QUE SE PUEDEN INTRODUCIR EN LAS MATRICES PARA PRENSAR LA CABEZA DE TUBO. EL DISPOSITIVO TIENE TAMBIEN UNA ESTACION DE CARGA Y DESCARGA (I,…
INSTALACION PARA FABRICACION DE DEPOSITOS DE EMPAQUETADO.
(16/07/1992) UNA INSTALACION PARA FABRICACION DE DEPOSITOS EMPAQUETADO, ESPECIALMENTE TUBOS DE CUERPOS TUBULARES PREFABRICADOS Y PIEZAS DINALES DE PLASTICO TERMOPLASTICO QUE SE CONECTAN POR PRESION CON LOS CUERPOS TUBULARES, CON UNA CANTIDAD DE FORMAS MOVILES EN UNA VIA DE CIRCULACION QUE COMPRENDE UNA MATRIZ DIRIGIDA HACIA ARRIBA Y UN PUNZON, QUE EN UN EJE HORIZONTAL SE MUEVE ENTRE UNA POSICION DE TRABAJO DIRIGIDA HACIA ABAJO Y UNA POSICION DE CARGA, ASI COMO UNA ESTACION DE CARGA DE CUERPO TUBULAR, UNA ESTACION TRANSMISORA DE MATERIAL QUE MUESTRA UNA TOBERA Y UNA ESTACION DINAL DE DEPOSITO QUE ESTAN COLOCADAS DISTANCIADAS UNAS DE OTRAS A LO LARGO DE LA VIA DE RECORRIDO Y CON MEDIOS DE ACCIONAMIENTO…
PROCEDIMIENTO Y DISPOSITIVO PARA FABRICAR CUERPOS PRENSADOS DE MATERIAL TERMOPLASTICO.
(01/08/1991) EL INVENTO SE REFIERE A UN PROCEDIMIENTO PARA FABRICAR CUERPOS PRENSADOS DE MATERIAL TERMOPLASTICO MEDIANTE EL CALENTAMIENTO DEL MATERIAL, FORMANDO UNA PIEZA CRUDA MEDIANTE UNA TOBERA ANULAR Y LA SEPARACION MEDIANTE UNA TOBERA CON UNA CORRIENTE DE AIRE CALENTADA, DIRIGIDA SOBRE EL PUNTO DE SEPARACION. LA INTRODUCCION DE LA PIEZA CRUDA EN UNA FORMA DE PRENSADO, EL CERRADO DE LA FORMA DE PRENSADO, EL FORMADO DEL CUERPO DE PRENSADO SE CONSIGUE CON UNA PRESION DE PRENSADO Y LA REFRIGERACION DEL CUERPO DE PRENSADO POR LO MENOS EN PARTE CON PRESION. SEGUN EL INVENTO LA TOTALIDAD DE MATERIAL TERMOPLASTICO NECESARIO PARA UNA PIEZA CRUDA SE COLOCA EN…
PERFECCIONAMIENTOS EN LAS MAQUINAS PARA LA ELABORACION POR PRENSADO DE PIEZAS PREFABRICADAS PARA LA CONSTRUCCION.
(01/12/1986). Solicitante/s: PRENSOLAND, S.A..
PERFECCIONAMIENTOS EN LAS MAQUINAS PARA LA ELABORACION POR PRENSADO DE PIEZAS PREFABRICADAS PARA LA CONSTRUCCION. CONSTA DE UNA BANDEJA DEBAJO DE UN MOLDE EL CUAL ES LLENADO DE HORMIGON MEDIANTE UN CARRO-CAJON AL QUE LE ES SUMINISTRADO EL HORMIGON DESDE UNA TOLVA , SOBRE CUYO MOLDE ACTUA ULTERIORMENTE EL CONTRAMOLDE . CONSTA, ADEMAS, DE UN MOTORREDUCTOR QUE MEDIANTE UNA BIELA IMPULSADA POR UNA LEVA (7K) DESPLAZA A LA BANDEJA DESDE EL ALMACEN , PRIMERO A VELOCIDAD ACELERADA Y LUEGO DESACELERADA, HASTA LA MESA VIBRADORA CUYO DESPLAZAMIENTO SE REALIZA MEDIANTE UN SOPORTE RODANTE.
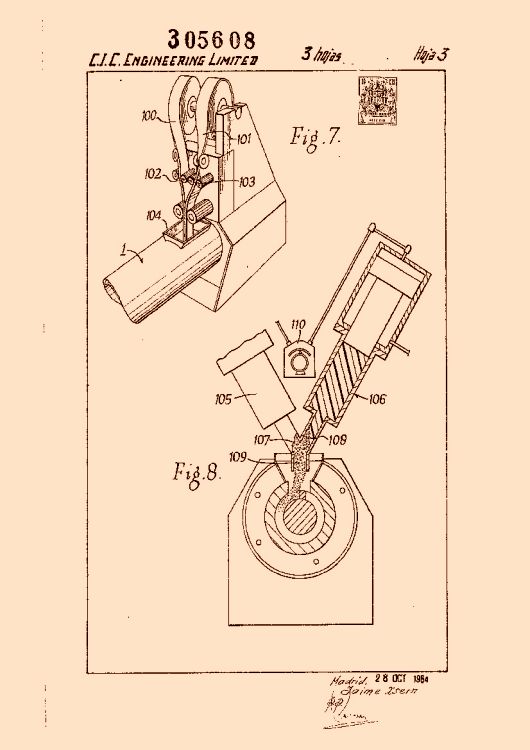
UN METODO Y DISPOSITIVO PARA MOLDEAR ARTICULOS DE SUSTANCIAS ELASTOMERAS O ELASTOPLASTICAS.
(01/05/1965). Ver ilustración. Solicitante/s: C.I.C.ENGINEERING,LIMITED.
Resumen no disponible.
UNA INSTALACIÓN PARA LA FABRICACIÓN DE OBJETOS DE MATERIAL SINTÉTICO TERMOPLÁSTICO.
(01/12/1962). Ver ilustración. Solicitante/s: MAGERLE,KARL.
Resumen no disponible.
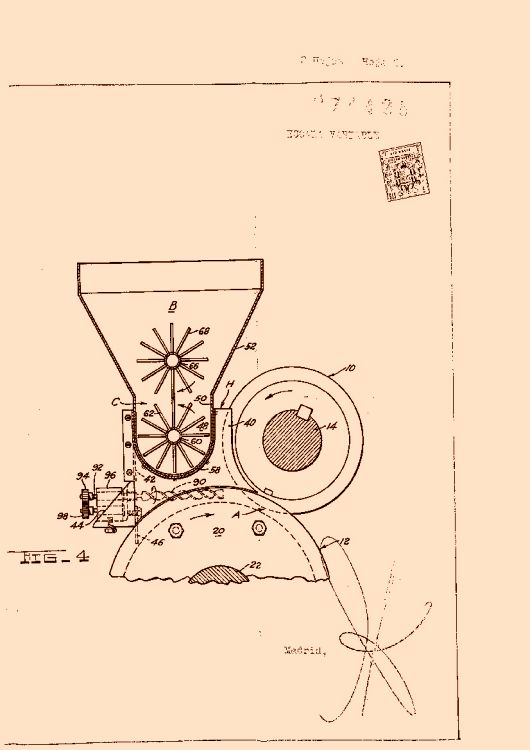
MÁQUINA PARA CONSOLIDAR UN MATERIAL FIBROSO EN TIRAS.
(01/06/1962). Ver ilustración. Solicitante/s: THE BENDIX CORPORATION.
Resumen no disponible.
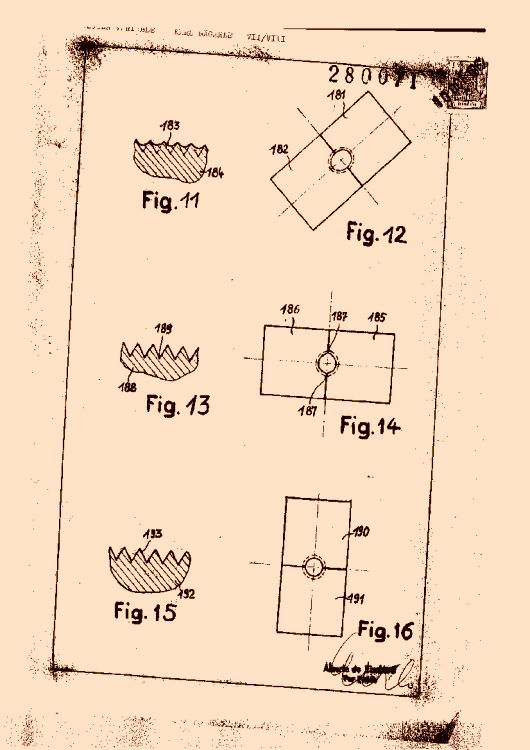
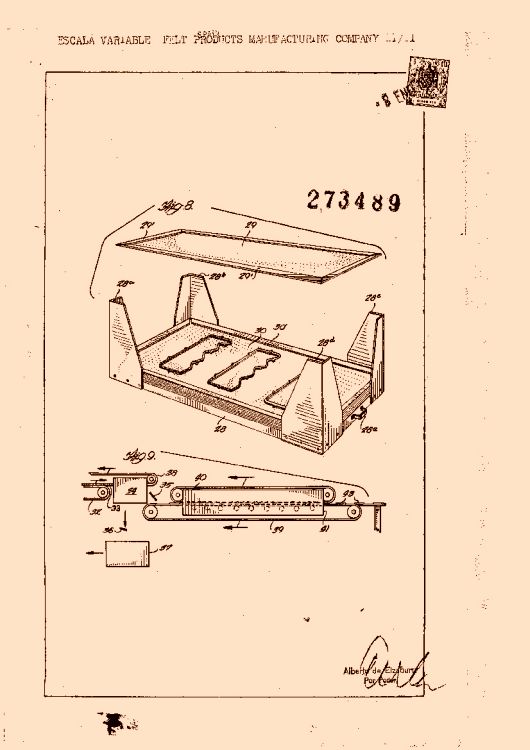
UN PROCEDIMIENTO DE MANUFACTURAR UNA CONFIGURACIÓN IRREGULAR DE HULE SIN CURAR.
(01/06/1962). Ver ilustración. Solicitante/s: FELT PRODUCTS MANUFACTURING COMPANY.
Resumen no disponible.
PROCEDIMIENTO CON SU DISPOSITIVO CORRESPONDIENTE PARA LA FABRICACIÓN DE RECIPIENTES CILÍNDRICOS.
(01/05/1960). Ver ilustración. Solicitante/s: GUIGNARD, BORIS.
Procedimiento con su dispositivo correspondiente para la fabricación de recipientes cilíndricosde material plásticopor inyección de este material en un molde constituido momentáneamente y alrededor de un macho que se desplaza axialmente a medida de la inyección del material plásticocaracterizado por el hecho de efectuarse una distribución helicoidal del material plástico sobre el macho.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}