CIP-2021 : B21D 5/01 : entre martillos y yunques o topes.
CIP-2021 › B › B21 › B21D › B21D 5/00 › B21D 5/01[1] › entre martillos y yunques o topes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 1/00 hasta B21D 21/00: Enderezado; Restaurado de forma; Curvado; Ondulado; Conformación de los bordes
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad).
B21D 5/01 · entre martillos y yunques o topes.
CIP2021: Invenciones publicadas en esta sección.
Método de diseño de material para un procedimiento de conformación de cilindro.
(15/01/2020). Solicitante/s: JFE STEEL CORPORATION. Inventor/es: NAKAGAWA,YUSUKE, TADA,MASAKI, KOJIMA,KATSUMI, SUTO,MIKITO, TOBIYAMA,YOICHI.
Método de conformación de cilindro que se realiza bajo condiciones de un radio de curvatura de flexión r de 5 mm o más y un ángulo de flexión θ de 90 grados o más y 180 grados o menos y un valor especificado del ángulo de retorno elástico Δθ, que utiliza un material metálico que tiene un límite elástico, un módulo de Young y un grosor, caracterizándose el método por una etapa de selección del material metálico sobre la base de la ecuación a continuación
**(Ver fórmula)**
en la que Δθ: ángulo de retorno elástico (grados), θ: ángulo de flexión (grados), YP: límite elástico (MPa), E: módulo de Young (MPa), t: grosor (mm), r: radio de curvatura de flexión (mm).
PDF original: ES-2771482_T3.pdf
Método de producción para refuerzo de pilar central.
(25/09/2019) Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo de pilar central comprende un cuerpo que es largo y parcialmente curvado sustancialmente en forma de arco y dos secciones con forma sustancial de T formadas en ambas porciones de extremo en la dirección longitudinal del cuerpo , y de ese modo se forma un panel que tiene una forma sustancial de I en una vista en planta, teniendo el cuerpo una sección transversal sustancialmente en forma de sombrero formada por una lámina superior curvada y larga, dos paredes verticales que se conectan con ambas…
Método de fabricación de componente prensado, componente prensado, molde y aparato de prensado.
(21/08/2019) Un método de fabricación para un componente prensado configurado que incluye una placa superior alargada , porciones de línea de arista (3a, 3b) en ambos extremos de la dirección corta de la placa superior y paredes verticales (4a, 4b) que están orientadas una a la otra en un estado que se extiende desde las porciones de línea de arista (3a, 3b), comprendiendo el método de fabricación :
emplear una matriz y un punzón para
curvar una pieza de partida (BL) en un perfil convexo que se arquea desde el lado del punzón hacia el lado de la matriz en un estado en el que se hace que un punzón entre en contacto con una primera porción de la pieza de partida (BL) en la que se van a formar los dos extremos de la línea de arista extrema (3a, 3b), e
intercalar una segunda porción de la pieza de partida (BL) en la que se va a formar la…
Método para fabricar un artículo conformado por prensado.
(26/06/2019) Un método para producir un producto conformado por prensado que incluye dos aristas , una sección de chapa superior ubicada entre las dos aristas y dos secciones de pared vertical que se extienden desde la sección de chapa superior a través de las aristas ,
teniendo cada una de las aristas una arista cóncava (6a) curvada convexamente hacia el lado interno de la sección de pared vertical correspondiente y una arista convexa (6b) curvada convexamente hacia el lado externo de la sección de pared vertical correspondiente,
siendo la distancia lineal entre el centro de cada una de las aristas cóncavas (6a) y el centro de la correspondiente arista convexa (6b) igual a 15 veces el espacio entre las dos aristas o menos,
teniendo la sección de chapa superior un área…
(16/01/2019) Un método para formar un doblez en una placa de material metálico, de tal manera que dicho método comprende: doblar en aire una placa de material metálico en una primera etapa de doblamiento en aire, al aplicar una primera fuerza de doblamiento utilizando un primer punzón de doblamiento y una primera matriz que tiene una primera anchura W1 de matriz; a continuación
doblar en aire la placa de material metálico en una segunda etapa de doblamiento en aire, al aplicar una segunda fuerza de doblamiento utilizando un segundo punzón de doblamiento y una segunda matriz que tiene una segunda anchura W2 de matriz, de tal manera que las primera y segunda fuerzas de doblamiento se aplican en…
Método de fabricación y aparato de fabricación de carrocería moldeada a presión.
(13/11/2018) Un método de fabricación de una carrocería moldeada a presión a partir de una hoja de acero de alta resistencia a la tensión de 390 MPa o más, que tiene aproximadamente una sección transversal en forma de ranura que incluye una pieza inferior ranurada (15a), piezas de reborde (15b) continuas a la pieza inferior ranurada (15a) y piezas de pared lateral (15c) continuas a las piezas de reborde (15b), donde se forma una brida exterior en un intervalo a través de la pieza de reborde (15b), al menos una porción de cada pieza inferior ranurada (15a) y la pieza de pared lateral (15c) en ambos lados de la pieza de reborde desde un extremo en dirección longitudinal al realizar un moldeo a presión de un material de moldeo a presión mediante un aparto de moldeo a presión que incluye un punzón , una matriz y una almohadilla…
Método de producción para elemento moldeado por prensado y dispositivo de moldeo por prensado.
(02/10/2018) Un método de fabricación de un miembro moldeado por prensado , que comprende
una etapa de moldeo por prensado para obtener, a partir de una pieza bruta de lámina de acero resistente a la tracción de 390 MPa o más, un producto moldeado por prensado con una forma de la sección transversal que tiene al menos una parte inferior de muesca , una parte de la línea del borde continuada hasta una porción extrema en una dirección de la anchura de la parte inferior de muesca , y una parte de la pared vertical continuada hasta la parte de la línea del borde , y en el que una pestaña exterior que incluye una parte (106a) a lo largo de la línea de borde de pestaña está formada en una parte extrema en una dirección longitudinal, utilizando un aparato de moldeo por prensado que incluye un punzón y un troquel , en el que
la etapa…
Órgano de accionamiento en V auto-lubricante.
(07/06/2017) Un sistema de accionamiento en v para miembros de moldeo de prensas mecánicas utilizado para la conformación de piezas de chapa metálica utilizadas en bastidores de vehículos en el sector del automóvil, que comprende:
un bloque macho de sistema de accionamiento en v,
un bloque hembra de sistema de accionamiento en v,
dos placas de detención de leva,
estando incluidas las piezas lubricantes en las placas de detención de leva, y agujeros ubicados en el centro del bloque macho ,
caracterizado por que:
las placas de detención de leva están montadas en el bloque macho ,
las piezas lubricantes…
Herramienta de estampación y método para fabricar un producto estampado.
(11/05/2016) Una herramienta de estampación que comprende:
un punzón que incluye una porción de punzón y una porción de placa que están configuradas para transferir una forma a un material en bruto ;
un troquel que está emparejado con el punzón y que se opone a la porción de punzón ;
un molde de supresión de arrugas (25a, 25b; 25b, 25e; 25c, 25d) que incluye una primera superficie (31a, 31b; 31c, 31d) que se opone a la porción de placa y que entra en contacto con la porción de placa en un punto final de la estampación,
una segunda superficie (32a, 32b; 32c, 32d) que se opone al troquel y que sujeta el material en bruto junto con el troquel , y
una tercera superficie (33a, 33b) que es continua entre la primera…
Dispositivo para fabricar al menos un rebaje en un perfil de chapa ranurado o cerrado.
(27/04/2016) Dispositivo para fabricar al menos un rebaje en un perfil de chapa (B, B') ranurado o cerrado, que comprende un núcleo que se inserta en el perfil de chapa o que sirve como núcleo de soporte para un producto de chapa semiacabado, a partir del cual se produce el perfil de chapa (B, B'), teniendo el núcleo al menos dos partes de núcleo externas , de las que al menos una tiene al menos una depresión o al menos un saliente para conformar un rebaje en el perfil de chapa (B, B'), y porque entre las al menos dos partes de núcleo externas está dispuesta una parte de núcleo interna que puede moverse en relación con las partes de núcleo externas y tiene al menos una cara activa que está configurada en una dirección de movimiento predefinida de la parte de núcleo interna de manera inclinada o en forma…
Dispositivo y procedimiento para la producción de perfiles al menos parcialmente cerrados o componentes tubulares a partir de chapa metálica.
(02/03/2016) Dispositivo para la producción de perfiles al menos parcialmente cerrados o componentes tubulares a partir de chapa metálica, con una primera parte de herramienta que presenta una matriz , una segunda parte de herramienta que presenta mordazas de plegado y al menos un núcleo de soporte que puede insertarse entre las mordazas de plegado en contacto con una sección de chapa metálica (2') cortada a medida conformada en forma de U, caracterizado porque el movimiento de inserción del núcleo de soporte entre las mordazas de plegado está limitado por un tope y el núcleo de soporte , en su posición de inserción limitada por el tope , sobresale respecto a las mordazas de plegado en la dirección de la matriz , estando…
Procedimiento para la fabricación de perfiles huecos ranurados.
(01/10/2014) Procedimiento para la fabricación de perfiles huecos ranurados a partir de una chapa recortada , en el que el perfil hueco se fabrica a partir de la chapa sustancialmente plana mediante el uso de la técnica de arrollamiento o mediante el uso de una conformación U-O, de tal manera que el perfil hueco presenta una ranura que se extiende en la dirección axial a lo largo de los bordes de contacto a tope de la chapa conformada, en donde el recorte de chapa en las superficies de sección transversal localmente previstas proporciona una mayor longitud circunferencial que la longitud de conformación requerida, de tal manera que durante la conformación…
Dispositivo y procedimiento para la fabricación de perfiles huecos al menos parcialmente cerrados con tiempo de ciclo corto.
(07/07/2014) Dispositivo para la fabricación de perfiles huecos al menos parcialmente cerrados a partir de una pletina mediante una conformación en U-O con un juego de herramientas que comprende un punzón en U en una primera mitad de herramienta 5 para producir una pletina al menos parcialmente en U y una matriz superior en una segunda mitad de herramienta para conformar una pletina al menos parcialmente en U en un perfil hueco al menos parcialmente cerrado, caracterizado porque el juego de herramientas discurre en paralelo entre sí en dirección axial del perfil hueco al menos parcialmente cerrado, que se va a fabricar, y está superpuesto en dirección de cierre de las…
Dispositivo y procedimiento para la fabricación de perfiles huecos al menos parcialmente cerrados con mitades de estampa giratorias y tiempo de ciclo reducido.
(12/03/2014) Dispositivo para la fabricación de perfiles huecos al menos parcialmente cerrados a partir de una plancha mediante una conformación en U-O con una herramienta que comprende al menos un punzón en U y al menos una estampa superior en una primera mitad de herramienta, caracterizado porque al menos dos matrices al menos parcialmente en forma de U idénticas están previstas en una segunda mitad de herramienta, el punzón en U y la estampa superior de la primera mitad de herramienta se acoplan, al cerrarse la herramienta , al mismo tiempo con en cada caso una estampa al menos parcialmente en forma de U, el al menos un punzón en U y la al menos una estampa superior de la primera mitad de herramienta y las al menos dos estampas al menos…
Dispositivo de mecanizado del borde longitudinal para chapas.
(20/11/2013) Dispositivo de mecanizado del borde longitudinal para chapas (B), en particular en la fabricación de tubos, con undispositivo de sujeción y un dispositivo de curvado con disposiciones de herramienta de conformación inferior ysuperior que están realizadas para el precurvado del borde longitudinal, en el que las disposiciones de herramientade conformación inferior y superior se extienden a través de toda la longitud del borde longitudinal de la chapa (B) yde las que al menos la disposición de herramienta de conformación superior o inferior es ajustable en la direcciónvertical respecto a la placa de chapa (B) para la ejecución del proceso de precurvado y puede ser sometida a unafuerza…
Procedimiento y dispositivo para la fabricación de perfiles con sección transversal variable en la dirección longitudinal.
(06/11/2013) Procedimiento para la fabricación de perfiles con sección transversal variable en la dirección longitudinal, a partir de la preparación de una pletina, caracterizado por las etapas: transformación de la pletina a través de embutición profunda, de tal manera que a través de la embutición profunda se obtiene un perfil abierto en un lado con sección transversal variable en la dirección longitudinal y con dos pestañas que se distancian desde el perfil abierto en un lado; corte de las pestañas que se distancian desde el perfil abierto en un lado.
Perfil con sección transversal variable en la dirección longitudinal.
(03/07/2013) Perfil fabricado a partir de una pletina a través de embutición profunda, corte de pestañas y operaciones deflexión, con sección transversal cerrada y variable sobre la longitud con espesor de pared variable, en el que el perfilpresenta al menos una sección con un diámetro mayor, una cono de transición y una sección con undiámetro menor, en el que el perfil presenta una línea de costura de soldadura recta a lo largo de la al menos unasección con diámetro mayor, con cono de transición y con la sección con diámetro menor.
Pieza moldeada y procedimiento para la fabricación de este tipo de pieza moldeada.
(07/05/2012) Pieza moldeada que está fabricada a partir de una chapa plana , está configurada al menos por secciones de manera hueca y comprende en su zona hueca una pared que rodea al menos parcialmente la cavidad de la pieza moldeada y presenta en al menos una zona parcial un elemento moldeado , caracterizada por que en dirección de una línea de doblado de la pieza moldeada, a una distancia del elemento moldeado , está configurado al menos un punto de debilitamiento local y/o canto de retención en la superficie exterior de la pared , que se extiende en ángulo recto respecto a la línea de doblado al menos en una…
(23/09/2010) Prensa para iniciar el curvado de cantos de chapas, especialmente de cantos longitudinales de chapas en el transcurso de la fabricación de tubos o similares, que comprende al menos
- un armazón de prensa constituido por uno o varios bastidores de prensa cerrados ,
- una bancada de prensa superior y una bancada de prensa inferior , trabajando en las bancadas de prensa superior y/o inferior una o varias disposiciones de cilindro-pistón de conformación que están apoyadas en los bastidores de la prensa,
- uno o varios portaútiles superiores (7a, 7b) para uno o varios útiles superiores y uno o varios portaútiles inferiores (8a, 8b) para uno o varios útiles inferiores ,
en donde la posición del o de los portaútiles superiores/inferiores…
METODO Y EQUIPO PARA FABRICAR UN TABLERO CONSTRUCTIVO.
(16/06/2004) ESTA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN EQUIPO DESTINADOS PARA FABRICAR UN TABLERO DE CONSTRUCCION , QUE COMPRENDE UN TABLERO (S) FIJADO A UN DISPOSITIVO DE FIJACION EN FORMA DE UNA TIRA QUE SE EXTIENDE DEL CUERPO (S) CON UNA SUPERFICIE DE FIJACION FORMADA PARA UNIR MECANICAMENTE EL TABLERO A TABLEROS SIMILARES, LA TIRA Y LA SUPERFICIE DE FIJACION SON FORMADAS EN UNA PIEZA A PARTIR DE UNA PIEZA EN BRUTO . LA INVENCION SE CARACTERIZA POR REALIZAR LAS SIGUIENTES OPERACIONES A Y B EN UN ORDEN OPTIMO: A. FORMAR LA SUPERFICIE DE FIJACION CONTRA UNA SUPERFICIE DE FORMACION Y POSTERIORMENTE MANTENER LA SUPERFICIE DE FIJACION ASI FORMADA FIJADA EN RELACION CON LA SUPERFICIE FORMADORA HASTA QUE SE HAN REALIZADO TANTO LA OPERACION…
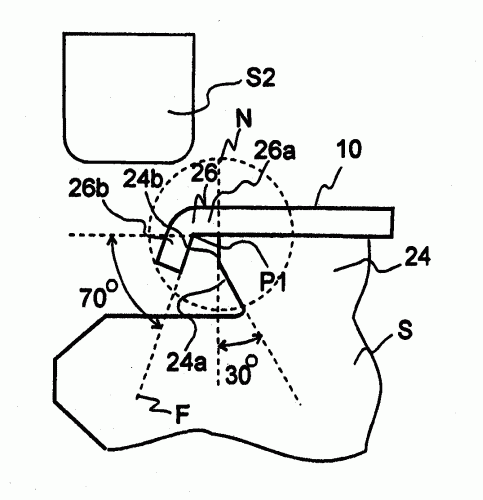
METODO DE FABRICACION DE UN TABLERO DE CONSTRUCCION.
(01/02/2004). Ver ilustración. Solicitante/s: VALINGE ALUMINIUM AB. Inventor/es: PERVAN, DARKO.
ESTA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA FABRICAR UN TABLERO DE CONSTRUCCION QUE PRESENTA UN CUERPO DE TABLERO (S) FORMADO CON UN ESPARRAGO DE AGARRE Y UNA TIRA METALICA QUE SE EXTIENDE DEL CUERPO (S) Y DEL CUAL SE FORMAN ELEMENTOS DE AGARRE , LOS CUALES ESTAN CURVADOS ALREDEDOR DEL ESPARRAGO DE AGARRE PARA FIJAR MECANICAMENTE LA TIRA AL CUERPO (S), ASI COMO UN ELEMENTO DE FIJACION PARA PERMITIR LA UNION MECANICA DEL TABLERO A TABLEROS SIMILARES. EL PROCEDIMIENTO SE CARACTERIZA POR PREFORMAR LOS ELEMENTOS DE AGARRE DE LA TIRA ANTES DE CURVARLOS ALREDEDOR DEL ESPARRAGO DE AGARRE , Y POSTERIORMENTE CURVAR LOS ELEMENTOS DE AGARRE PREFORMADOS ALREDEDOR DEL ESPARRAGO DE AGARRE , SIENDO LA OPERACION DE PREFORMADO TAL QUE, COMO RESULTADO DE LA CURVATURA, LOS ELEMENTOS DE AGARRE PREFORMADOS INCIDEN CONTRA EL ESPARRAGO DE AGARRE Y EXPERIMENTAN UNA DEFORMACION EN DIRECCION OPUESTA A LA PREFORMACION DURANTE UNA FASE FINAL DE LA CURVATURA.
CENTRO DE TRABAJO DE CHAPAS METALICAS.
(01/01/2003). Ver ilustración. Solicitante/s: LILLBACKA JETAIR OY. Inventor/es: TAIJONLAHTI, JORMA, OLLIKAINEN, MIKAEL.
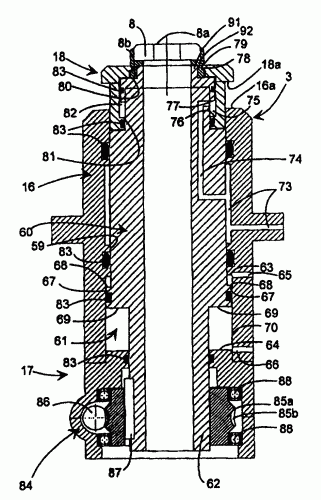
LA INVENCION SE REFIERE A UN CENTRO DE TRABAJO DE CHAPAS METALICAS, CUYA HERRAMIENTA INFERIOR ESTA MONTADA EN EL DISPOSITIVO DE TRANSFERENCIA QUE ES DESPLAZABLE EN DIRECCION VERTICAL CON RESPECTO AL CUERPO DE MODO QUE DICHA HERRAMIENTA INFERIOR SE PUEDA MOVER OPCIONALMENTE MEDIANTE DICHO DISPOSITIVO DE TRANSFERENCIA AL MENOS HASTA LAS SIGUIENTES POSICIONES RESPECTO AL CUERPO DE LIBRE ELECCION: A) POSICION INFERIOR, EN LA QUE LA HERRAMIENTA INFERIOR ESTA BASICAMENTE ACCESIBLE POR DEBAJO DEL NIVEL DE TRABAJO , EN PARTICULAR, PARA OPERACIONES DE INTERCAMBIO Y/O MANTENIMIENTO; B) POSICION INTERMEDIA, EN LA QUE LA HERRAMIENTA INFERIOR ALCANZA BASICAMENTE EL NIVEL DE TRABAJO PARA USARLA COMO TOPE EN EL TRABAJO CON LA CHAPA CON LA HERRAMIENTA SUPERIOR ; Y C) POSICION SUPERIOR, EN LA QUE LA HERRAMIENTA INFERIOR SE ENCUENTRA BASICAMENTE POR DEBAJO DEL NIVEL DE TRABAJO , PARA DIRIGIR EL TRABAJO DE LA CHAPA O SIMILAR EN EL LADO DE LA SUPERFICIE INFERIOR DE LA MISMA O SIMILAR.
METODO PARA TRABAJAR CHAPA DE METAL EN UN CENTRO DE TRABAJO PARA CHAPA METALICA Y UN CENTRO DE TRABAJO DE CHAPA METALICA.
(16/11/2002) LA INVENCION SE REFIERE A UN METODO PARA UN CENTRO DE TRABAJO DE CHAPAS METALICAS ASI COMO A UN CENTRO DE TRABAJO EN SI MISMO. EN DICHO CENTRO SE COLOCA UN DISPOSITIVO DE CIERRE ENTRE LA HERRAMIENTA SUPERIOR Y EL DESCONECTOR , Y EL DISPOSITIVO DE TRANSFERENCIA SE CONSTRUYE EN DOS PARTES (12A, 12B). CUANDO SE UTILIZA EL CENTRO DE TRABAJO DE CHAPAS METALICAS PARA TRABAJAR EN LOS DENOMINADOS MODO ACTIVO O MODO PASIVO, EN DONDE EL DESCONECTOR SE ENCUENTRA A UNA CIERTA DISTANCIA DE LA SUPERFICIE DE LA CHAPA , AL MENOS LOS MOVIMIENTOS DE APROXIMACION DE LA HERRAMIENTA SUPERIOR Y DEL DESCONECTOR SE REALIZAN CON EL DISPOSITIVO…
METODO PARA USAR UN CENTRO DE TRABAJO DE LAMINAS DE METAL Y UN CENTRO DE TRABAJO DE LAMINAS DE METAL.
(01/07/2002). Ver ilustración. Solicitante/s: LILLBACKA JETAIR OY. Inventor/es: TAIJONLAHTI, JORMA, OLLIKAINEN, MIKAEL.
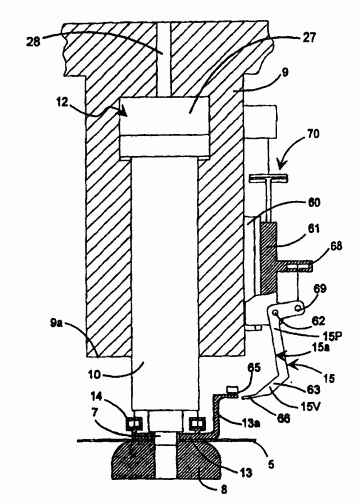
LA INVENCION SE REFIERE A UN CENTRO DE TRABAJO DE CHAPAS METALICAS EN DONDE UN DISPOSITIVO DE CIERRE SE COLOCA ENTRE LA PARTE FIJA DE LA ESTRUCTURA DE TOPE Y EL DESCONECTOR , EN DONDE AL MENOS ALGUNOS DE LOS MOVIMIENTOS VERTICALES DE LA HERRAMIENTA SUPERIOR Y DEL DESCONECTOR SE PUEDEN LLEVAR A CABO USANDO EL DISPOSITIVO DE TRANSFERENCIA . LA PARTE FIJA DE LA ESTRUCTURA DE TOPE Y EL DESCONECTOR ESTAN CONECTADOS AL DISPOSITIVO DE CIERRE.
PROCEDIMIENTO PARA LA FABRICACION DE UN TUBO CON SEGMENTOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL.
(16/05/2001). Solicitante/s: BENTELER AG. Inventor/es: STREUBEL, WOLFGANG, KLASFAUSEWEH, UDO DR..
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA ELABORACION CON TRAMOS DE DIFERENTE CONFIGURACION DE SECCION TRANSVERSAL. PARTIENDO DE ESTA DISPOSICION SE ASOCIA UNA MAQUINA CON UNA ZONA (11') BASICA RECTANGULAR, EN EL QUE SE DISPONE DE UN TRAMO DE CONFORMADO TRAPEZOIDAL Y UN TRAMO DE CONFORMADO RECTANGULAR. EN EL PASO SIGUIENTE SE ENROLLA LA PLETINA PARA LA FORMACION DE UN CUERPO CILINDRICO HUECO. CON ELLO RESULTA UNA CONFORMACION DE FORMA TUBULAR DE LA ZONA (11') BASICA Y UN CONFORMADO EN FORMA DE ESPIRAL DE LOS TRAMOS DE CONFORMACION. EN LA CONFORMACION FINAL SE ACTUA A TRAVES DE MEDIOS DE ACCION APROPIADOS SOBRE LOS TRAMOS DE CONFORMADO Y SE OBTIENE UNA GEOMETRIA DEFINITIVA DEL TUBO . EN LOS PROCESOS DE UNION QUE SIGUEN A CONTINUACION SE UNEN MEDIANTE TECNICA DE SOLDADURA LAS SECCIONES (17,17', 18,18', 19,19').
TROQUELES CONFORMADORES DE LAMINA DELGADA.
(16/10/2000) EL OBJETIVO DE ESTA INVENCION ES EL USO DE UNA SOLA MATRIZ PARA LA FORMACION DE UNA PORCION FORMADORA DE ANGULOS NEGATIVOS EXCESIVAMENTE CURVADOS CUANDO LA FORMACION DEL ANGULO NEGATIVO SE LLEVA A CABO EN HOJAS DELGADAS YA FORMADAS (W) UTILIZANDO LEVAS ROTATORIAS . SE PRESENTA UNA MATRIZ DE FORMACION CON UNA PORCION DE FORMACION PARA FORMAR UN ANGULO NEGATIVO CUANDO LA SEGUNDA MATRIZ SE MUEVE EN LINEA RECTA PARA DAR CONTRA LA PRIMERA MATRIZ PARA FORMAR HOJAS DELGADAS Y LAS MATRICES FORMADORAS DE HOJAS DELGADAS EN LAS QUE HAY UNA LEVA ROTATORIA CILINDRICA CON UNA RANURA FORMADA EN LA DIRECCION AXIAL MONTADA DE FORMA ROTATORIA EN LA PRIMERA MATRIZ, UNA PORCION FORMADORA DE ANGULOS NEGATIVOS FORMADA EN LA PORCION DEL BORDE DE LA RANURA DE LA LEVA ROTATORIA, UNA LEVA MOVIL CON LA PORCION FORMADORA DE ANGULOS NEGATIVOS MONTADA…
UNIDAD DE PLEGADO DE UNA MAQUINA PLEGADORA DE LAMINAS DE METAL.
(16/01/1995). Solicitante/s: SALVAGNINI S.P.A.. Inventor/es: SALVAGNINI, GUIDO.
LA UNIDAD DE PLEGADO COMPRENDE UNA CONTRAPLACA FIJA , UN RETENEDOR DE LA LAMINA DE METAL QUE, AL PRESIONARLA SOBRE LA CONTRAPLACA , RETIENE UNO DE LOS BORDES DE LA LAMINA DE METAL Y UNA PLACA POSICIONADA EN EL MISMO LADO DEL RETENEDOR DE LA LAMINA DE METAL , COMO LA LAMINA MISMA QUE, SE MUEVE CON RESPECTO A LA CONTRAPLACA Y AL RETENEDOR DE LA LAMINA DE METAL, PRODUCE EL DESPLAZAMIENTO FUERA DEL PLANO DEL BORDE DE LA LAMINA DE METAL QUE NO ESTA RETENIDA POR LA CONTRAPLACA Y EL RETENEDOR . LA CONTRAPLACA Y LA PLACA , ESTAN HECHAS DE UNA SERIE DE SEGMENTOS PARALELOS, UNO AL LADO DEL OTRO EN LA DIRECCION ORTOGONAL AL PLANO DE LA LAMINA DE METAL , Y EL RETENEDOR DE LA LAMINA DE METAL ES TAN FLEXIBLE QUE SIGUE A LA CONTRAPLACA EN SUS DEFLEXIONES.
DISPOSITIVO PARA ACHAFLANADO DE PLACAS DE IMPRESION.
(16/12/1993). Solicitante/s: KOENIG & BAUER AKTIENGESELLSCHAFT. Inventor/es: BARROIS, CLAUS DIETER, DIETERICH, PHILIPP ANDREAS, ZIEGLER, ANNA BARBARA.
EN UN DISPOSITIVO PARA ACHAFLANADO DE LOS EXTREMOS DE PLACAS FLEXIBLES DE IMPRESION PARA MAQUINAS ROTATIVAS, LA SUPERFICIE DE ASIENTO DE UNA MESA DE MAQUINA PRESENTA PARA LA PLACA DE PRESION UNA FORMA ABOMBADA HACIA DENTRO. LAS SUPERFICIES DE ASIENTO DE CADA UNA DE LAS DOS SILLAS EN LA MESA DE LA MAQUINA PRESENTAN UNA FORMA ABOMBADA HACIA AFUERA.
SISTEMA PARA CONECTAR UNA PALA COMBADA A SU CORRESPONDIENTE SOPORTE EN UNA MAQUINA CURVADORA DE PANELES DE METAL.
(01/03/1993). Solicitante/s: SALVAGNINI S.P.A.. Inventor/es: PIACENTINI, DARIO.
EL SISTEMA DE CONEXION INCLUYE MEDIOS DE CONEXION DEBILES (3 Y 4) ENTRE LA PALA Y EL SOPORTE Y MEDIOS ELASTICOS PARA LEVANTAR LA CONEXION DEBIL ENTRE DICHA PALA Y DICHO SOPORTE EN LA DIRECCION DE LA APLICACION DE LAS FUERZAS DE FUNCIONAMIENTO. LA CARA DEL SOPORTE QUE RESPONDE A LA COMPONENTE DE LA FUERZA DE CURVADURA EN UNA DIRECCION PARALELA AL PLANO DE LA HOJA DE METAL Y PERPENDICULAR A LA LINEA DE CURVADURA SE DEFINE POR UN PAR DE VASTAGOS SUPERPUESTOS QUE SE DESLIZAN A LA DIRECCION DE LA LINEA DE CURVADURA EN SUS ASIENTOS RESPECTIVOS (8 Y 9) CON SECCIONES DIFERENTES.
UN METODO PARA REDUCIR EL COMBADO U ONDULACION DE PANELES DE MATERIAL LAMINADO, SUJETOS A UN DOBLADO OPUESTO PROGRESIVO.
(16/04/1983). Solicitante/s: FORD MOTOR COMPANY.
METODO PARA REDUCIR EL COMBADO U ONDULACION DE PANELES DE MATERIAL LAMINADO SUJETOS A UN DOBLADO OPUESTO PROGRESIVO. SE PRENSA EL PANEL PARA FORMAR SUCESIVAMENTE UNOS CENTROS DE DOBLADO OPUESTOS Y SEPARADOS, QUEDANDO LA SECCION SEPARADA DEL PANEL ENTRE LOS CENTROS DE DOBLADO SUJETA A UNAS FUERZAS PROGRESIVAS DE DOBLADO Y DESDOBLADO ALREDEDOR DE UN FULCRO QUE SE DESLIZA A LO LARGO DE UN LADO DE LA MISMA, PARA IMPARTIR UNA PRIMERA TENSION. DESPUES SE FRICCIONA LA SECCION SEPARADA, POR EL LADO OPUESTO DEL PANEL, PARA IMPARTIR UNA TENSION OPUESTA A LA ANTERIOR, CON LO QUE EL PANEL PRENSADO ADOPTARA LA CONFIGURACION DE LA PRENSA, CON UNA TENDENCIA REDUCIDA A ADOPTAR FORMA CURVILINEA EN LA SECCION SEPARADA.
METODO PARA DOBLAR MATERIAL DE CHAPA.
(01/03/1983). Solicitante/s: FORD MOTOR COMPANY.
METODO PARA DOBLAR MATERIAL DE CHAPA. CONSISTE EN SITUAR EL MATERIAL DE CHAPA (A) ENTRE UN ELEMENTO DE PUNZON MACHO Y UN ELEMENTO DE MOLDES HEMBRA QUE TIENE UN CONTRAPUNZON MOVIL SITUADO EN EL, PARA OPONERSE DE MANERA CONTROLABLE A LA FUERZA DEL PUNZON . AL PRENSAR UN ELEMENTO CONTRA OTRO, EL MATERIAL (A) SE VA DOBLANDO EN DIFERENTES ETAPAS CON EL FIN DE PERMITIR RECUPERACIONES ELASTICAS SUCESIVAS. COMO ALTERNATIVA, ESTA INVENCION ADMITE LA REALIZACION DEL DOBLADO EN UNA ETAPA UNICA.
UN METODO PARA DEFORMAR MECANICAMENTE MATERIAL LAMINADO.
(01/03/1983). Solicitante/s: FORD MOTOR COMPANY.
METODO PARA DEFORMAR MECANICAMENTE MATERIAL LAMINADO. CONSISTE EN PRESIONAR CON UN PRIMER INCREMENTO EL MATERIAL LAMINADO PARA DOBLARLO CON UN PRIMER PUNTO (A), SIENDO DESPUES PRESIONADO CON UN SEGUNDO INCREMENTO (B ) PARA DOBLARLO POR UN SEGUNDO PUNTO (B), SEPARADO UNA PEQUEÑA DISTANCIA PREDETERMINADA DEL PRIMER PUNTO, DE MODO QUE SE LOGRE UN ANGULO RESULTANTE REDUCIDO DE TENDENCIA AL DESDOBLAMIENTO. LA PRESENTE INVENCION ADMITE VARIACIONES EN CUANTO AL NUMERO DE MIEMBROS PRESIONADORES Y FORMA DE LOS MISMOS.
{kind=link}
{kind=link}
{kind=link}