Método de producción para refuerzo de pilar central.
Un método para producir un refuerzo (10) de pilar central por medio de la conformación por presión de una preforma (30) metálica,
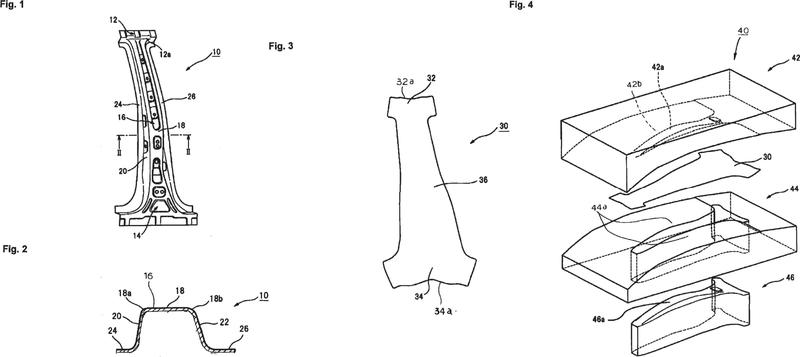
el refuerzo (10) de pilar central comprende un cuerpo (16) que es largo y parcialmente curvado sustancialmente en forma de arco y dos secciones (12, 14) con forma sustancial de T formadas en ambas porciones de extremo en la dirección longitudinal del cuerpo (16), y de ese modo se forma un panel que tiene una forma sustancial de I en una vista en planta, teniendo el cuerpo (16) una sección transversal sustancialmente en forma de sombrero formada por una lámina superior (18) curvada y larga, dos paredes verticales (20, 22) que se conectan con ambas porciones de borde (18a, 18b) en la dirección de la anchura de la lámina superior (18), y dos pestañas exteriores (24, 26) que se conectan con las dos paredes verticales (20, 22) respectivas, teniendo cada una de las dos secciones (12, 14) con forma sustancial de T una lámina superior (18) y dos paredes verticales (20, 22) curvadas que se conectan con la lámina superior (18), y teniendo cada una de las dos paredes verticales (20, 22) curvadas de al menos una de las dos secciones (12, 14) con forma sustancial de T una altura que disminuye gradualmente hacia una dirección dirigida desde el cuerpo hacia la sección (12, 14) con forma sustancial de T, caracterizado por que el refuerzo (10) de pilar central se produce realizando
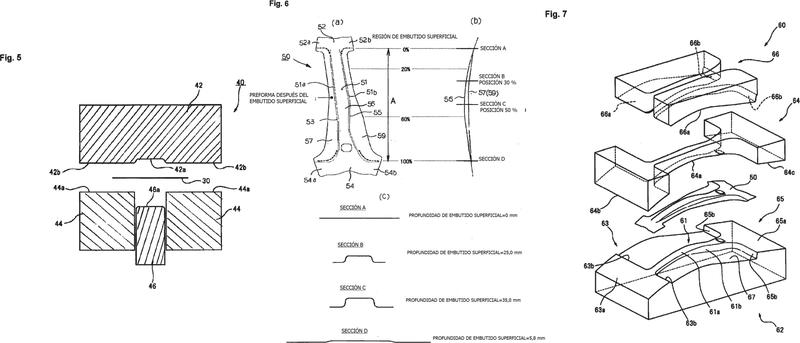
una primera etapa para producir un primer producto intermedio formado mediante la conformación por presión de la preforma (30) utilizando un primer dispositivo (40) de conformación por presión para el embutido, comprendiendo el dispositivo una matriz (42), un soporte (44) de preforma para sujetar la preforma (30) junto con la matriz (42) y un punzón (46) para presionar la preforma (30) en la matriz (42), teniendo el primer producto intermedio formado (50) una sección (56) de cuerpo y porciones que se forman en las dos secciones (52, 54) con forma sustancial de T, estando formada la sección (56) de cuerpo por algunas partes de la lámina superior y por cada una de las dos paredes verticales en el cuerpo, y una parte de la lámina superior y cada una de las dos paredes verticales en una sección con forma sustancial de T de las dos secciones (52, 54) con forma sustancial de T, y excluyendo las porciones que se forman en las dos secciones (52, 54) con forma sustancial de T las algunas partes de la lámina superior y cada una de las dos paredes verticales en la una sección con forma sustancial de T, y una segunda etapa para el doblado, utilizando un segundo dispositivo (60) de conformación por presión,
comprendiendo el dispositivo un punzón (62), una almohadilla (64) que tiene una superficie de tope (64a) enfrentada a la protuberancia (61) del punzón (62) y una matriz (66) para presionar el primer producto intermedio formado (50) sobre el punzón (62), que presiona el primer producto intermedio formado (50) en un estado en el que al menos parte de cada una de las porciones formadas en las dos secciones con forma sustancial de T del producto intermedio formado (50) se sujeta mediante la almohadilla (64) y el punzón (62), en donde, en el caso de que la posición más alta en una región en la dirección longitudinal en la que se forma la sección (56) de cuerpo se define como una posición de dirección longitudinal del 0 %, el valor de % de la dirección longitudinal se define para aumentar con la disminución de la dirección longitudinal, y la posición más baja en la región en la dirección longitudinal se define como una posición de dirección longitudinal del 100 %, la altura de las paredes verticales en la sección (56) de cuerpo formada en el primer producto intermedio formado (50) mediante la primera etapa es como máximo el 20 % de la altura de las paredes verticales (20, 22) del refuerzo (10) de pilar central en la posición de dirección longitudinal del 0 %; al menos el 60 % de la altura de las paredes verticales (20, 22) del refuerzo (10) de pilar central en las posiciones de dirección longitudinal del 20 al 60 %, y como máximo el 20 % de la altura de las paredes verticales (20, 22) del refuerzo (10) de pilar central en la posición de dirección longitudinal del 100 %.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2013/076076.
Solicitante: NIPPON STEEL CORPORATION.
Inventor/es: YOSHIDA, HIROSHI, HONDA,KAZUHIKO, MIYAGI,Takashi, TANAKA,YASUHARU, OGAWA,MISAO, ASO,TOSHIMITSU, MISAWA KEI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/22 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › dotados de dispositivos para mantener los bordes de las piezas (B21D 22/24 - B21D 22/30 tienen prioridad).
- B21D22/30 B21D 22/00 […] › para acabar los objetos ya formados por embutición.
- B21D47/01 B21D […] › B21D 47/00 Fabricación de elementos o de conjuntos estructurales rígidos, p. ej. de estructuras en nido de abeja. › fabricación de viguetas o postes.
- B21D5/01 B21D […] › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › entre martillos y yunques o topes.
- B21D53/88 B21D […] › B21D 53/00 Fabricación de otros objetos especiales (fabricación de cadenas o de partes de cadenas B21L). › de otras partes de vehículos, p. ej. capós guardabarros.
- B62D25/04 B […] › B62 VEHICULOS TERRESTRES QUE SE DESPLAZAN DE OTRO MODO QUE POR RAILES. › B62D VEHICULOS DE MOTOR; REMOLQUES (dirección o guiado de máquinas o instrumentos agrícolas según un recorrido determinado A01B 69/00; ruedas, ruedecillas pivotantes, mejora de la adherencia de ruedas B60B; neumáticos para vehículos, inflado de neumáticos, cambio o reparación de neumáticos B60C; conexiones entre vehículos de un mismo tren o de un conjunto similar B60D; vehículos raíl-carretera, vehículos anfibios o transformables B60F; disposiciones de suspensión B60G; calefacción, refrigeración, ventilación u otros dispositivos de tratamiento del aire B60H; ventanas, parabrisas, techos descapotables, puertas o dispositivos similares, cubiertas de protección para vehículos fuera de servicio B60J; disposiciones de conjuntos de propulsión, accionamientos auxiliares, transmisiones, disposición de instrumentos o tableros de a bordo B60K; equipo eléctrico o propulsión de vehículos de tracción eléctrica B60L; alimentación de energía eléctrica para vehículos de tracción eléctrica B60M; disposiciones para pasajeros no previstas en otro lugar B60N; vehículos adaptados al transporte de cargas o para llevar cargas u objetos especiales B60P; adaptación de los dispositivos de señalización o de iluminación, su montaje o soporte, circuitos a este efecto, para vehículos en general B60Q; vehículos, equipos o partes de vehículos, no previstos en otro lugar B60R; servicio,limpieza, reparación, elevación o maniobra, no previstos en otro lugar B60S; frenos, sistemas de control de frenos o partes de estos sistemas B60T; vehículos de colchón de aire B60V; ciclos de motor, sus accesorios B62J, B62K; ensayo de vehículos G01M). › B62D 25/00 Subconjuntos de carrocería; Elementos o detalles de ellos no previstos en otro lugar. › Montantes de puertas.
PDF original: ES-2757874_T3.pdf
Patentes similares o relacionadas:
Método para producir un producto moldeado a presión, producto moldeado a presión y dispositivo de prensado, del 22 de Julio de 2020, de NIPPON STEEL CORPORATION: Un método de fabricación de un componente prensado que incluye una chapa superior alargada, una pared (4a, 4b) que tiene un extremo conectado a una parte final en la dirección […]
Miembro de automóvil, del 29 de Abril de 2020, de NIPPON STEEL CORPORATION: Un miembro de automóvil de una sección transversal cerrada que incluye un panel interior que tiene una placa superior y dos paredes laterales (6a, 6b) conectadas […]
Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior y un pilar delantero inferior, del 5 de Febrero de 2020, de Arcelormittal: Procedimiento para producir una pieza estructural de automóvil que comprende un larguero inferior que se extiende entre un extremo trasero y un extremo […]
Chasis de vehículo eléctrico y vehículo eléctrico que usa el mismo, del 13 de Noviembre de 2019, de Guangdong Hua'chan Research Institute of Intelligent Transportation System Co., Ltd: Un chasis de vehículo eléctrico que comprende un sistema de bastidor , un sistema de amortiguación de motor de dirección montado en el sistema de bastidor […]
Viga central de pilar B y procedimiento de fabricación, del 6 de Noviembre de 2019, de AUTOTECH ENGINEERING, S.L: Una viga central de pilar B hecha de acero, que comprende: zonas duras y zonas blandas, en la que las zonas blandas tienen un límite […]
Método y dispositivo para fabricar un componente en forma de L, del 28 de Octubre de 2019, de NIPPON STEEL CORPORATION: Método de fabricación para un componente prensado en donde se lleva a cabo una operación de prensado sobre una lámina inicial de metal para moldear un componente […]
Viga estructural con placa de cubierta y procedimiento de fabricación, del 2 de Octubre de 2019, de AUTOTECH ENGINEERING, A.I.E.: Una viga estructural, que comprende: una primera viga y una placa de cubierta (220, 230, 320, 420, 521, […]
COMPONENTE CON DIFERENTES PROPIEDADES DE RESISTENCIA, del 27 de Febrero de 2012, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un componente, especialmente de un componente para un automóvil, estando constituido el componente por una primera pletina y al menos una […]