PRENSA.
Prensa para iniciar el curvado de cantos de chapas, especialmente de cantos longitudinales de chapas (1) en el transcurso de la fabricación de tubos o similares,
que comprende al menos
- un armazón de prensa (3) constituido por uno o varios bastidores de prensa cerrados (2),
- una bancada de prensa superior (4) y una bancada de prensa inferior (5), trabajando en las bancadas de prensa superior y/o inferior (4, 5) una o varias disposiciones de cilindro-pistón de conformación (6) que están apoyadas en los bastidores (2) de la prensa,
- uno o varios portaútiles superiores (7a, 7b) para uno o varios útiles superiores (17) y uno o varios portaútiles inferiores (8a, 8b) para uno o varios útiles inferiores (18),
en donde la posición del o de los portaútiles superiores/inferiores es ajustable y eventualmente inmovilizable en sentido transversal a la dirección longitudinal (L) de la prensa
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08002237.
Solicitante: SIEMPELKAMP MASCHINEN- UND ANLAGENBAU GMBH & CO.KG.
Nacionalidad solicitante: Alemania.
Dirección: SIEMPELKAMPSTRASSE 75,47803 KREFELD.
Inventor/es: SCHURMANN,KLAUS,DIPL.-ING, SEBASTIAN,LOTHAR,DIPL.-ING, WOLLNY,KLAUS,DIPL.-ING.
Fecha de Publicación: .
Fecha Solicitud PCT: 7 de Febrero de 2008.
Fecha Concesión Europea: 26 de Mayo de 2010.
Clasificación Internacional de Patentes:
- B21D5/01 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 5/00 Curvado de chapas a lo largo de líneas rectas, p. ej. para formar un pliegue simple (B21D 11/06 - B21D 11/18 tiene prioridad). › entre martillos y yunques o topes.
- B21D5/04 B21D 5/00 […] › sobre prensas particulares con fijación de un lado de la pieza.
Clasificación PCT:
- B21D5/01 B21D 5/00 […] › entre martillos y yunques o topes.
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Fragmento de la descripción:
Prensa.
La invención concierne a una prensa (hidráulica) para iniciar el curvado de cantos de chapas, especialmente cantos longitudinales de chapas o similares en el transcurso de la fabricación de tubos o perfiles huecos similares. El término tubos significa especialmente tubos de costura longitudinal o tubos soldados con costura longitudinal que se conforman a partir de chapas (metálicas) en varias etapas y a continuación se sueldan a lo largo de una costura longitudinal para obtener el tubo. Para fabricar tales tubos a partir de chapas de momento planas se curva previa o inicialmente la chapa en la zona de los (dos) cantos longitudinales en una primera etapa de conformación. El radio de curvado corresponde aquí, por ejemplo, aproximadamente al diámetro del tubo que se debe fabricar. El término prensa significa en el marco de la invención especialmente una prensa hidráulica para iniciar el curvado de chapas en tal (primera) etapa de conformación. Las chapas preparadas de esta manera se curvan después generalmente, en una segunda etapa, en una llamada prensa en U para obtener una forma en U. En la tercera etapa de conformación se conforma en otra operación el perfil en U dentro de una llamada prensa en O para obtener un tubo redondo o un tubo hendido redondo. A continuación, puede seguir, después de otros pasos de procesamiento, la soldadura de la costura longitudinal desde dentro y/o desde fuera.
La iniciación del curvado de los cantos longitudinales de chapas en la primera etapa de conformación representa un paso importante del procedimiento en el transcurso de la fabricación de tubos, de modo que la optimización de este paso conduce a una optimización de la fabricación de tubos. En una prensa destinada a la iniciación del curvado los dos cantos longitudinales de la chapa llevan asociados cada uno de ellos un útil superior y un útil inferior, pudiendo presentar el útil superior una forma convexa y el útil inferior una forma cóncava, o viceversa. Para fabricar tubos con diámetro diferente se procesan usualmente chapas de anchura diferente. Para poder adaptar una prensa a anchuras de chapas diferentes es conocido el recurso de asociar a cada uno de los dos cantos de la chapa una prensa propia que está configurada como una prensa de armazón en C. Para la adaptación se trasladan usualmente las prensas completas de armazón en C (véanse, por ejemplo, los documentos DE 23 52 573 y DE 24 55 596). Las instalaciones conocidas en este aspecto son susceptibles de mejora, por ejemplo en lo que respecta a la estabilidad. Es aquí donde interviene la invención.
La invención se basa en el problema de crear una prensa para iniciar el curvado de cantos de chapas de la clase descrita al principio, que, junto con una construcción estable y compacta, se pueda adaptar de manera sencilla y funcionalmente correcta a circunstancias diferentes.
Para resolver este problema, la invención revela una prensa para iniciar el curvado de cantos de chapas, especialmente de cantos longitudinales de chapas en el transcurso de la fabricación de tubos o similares, que comprende al menos
- un armazón de prensa constituido por uno o varios bastidores de prensa cerrados,
- una bancada de prensa superior y una bancada de prensa inferior, trabajando en la bancada de prensa superior y/o en la bancada de prensa inferior una o varias disposiciones de cilindro-pistón de conformación que están apoyadas en los bastidores de la prensa,
- uno o varios portaútiles superiores para uno o varios útiles superiores y uno o varios portaútiles inferiores para uno o varios útiles inferiores,
en donde la posición del o de los portaútiles superiores y/o inferiores es ajustable y eventualmente inmovilizable en sentido transversal a la dirección longitudinal de la prensa y, en consecuencia, en la dirección transversal de la prensa dentro de los bastidores de la prensa o con relación a los bastidores de la prensa, preferiblemente por medio de uno o varios servoaccionamientos. El término de dirección longitudinal de la prensa significa la dirección a lo largo de la cual se alimentan las chapas a la prensa o se evacuan éstas desde la prensa. Se trata regularmente de la dirección que es perpendicular al plano del bastidor de la prensa. Los servoaccionamientos para los útiles están concebidos aquí preferiblemente como disposiciones de cilindro-pistón hidráulicas. Sin embargo, pueden estar concebidos también como accionamientos de husillo. Los bastidores de la prensa consisten en bastidores de prensa cerrados. El término de bastidores de prensa cerrados significa especialmente bastidores de prensa fabricados a partir de chapas de bastidor cerradas, presentando entonces tales chapas de bastidor un larguero superior, un larguero inferior y unos largueros de unión dispuestos en ambos lados. Tales chapas de bastidor pueden estar fabricadas en una sola pieza o bien a base de varios tramos de chapa que, por ejemplo, pueden estar soldados uno con otro. Sin embargo, los bastidores de prensa cerrados pueden estar formados también en el sentido de una prensa de columnas por un respectivo larguero superior, un respectivo larguero inferior y unas columnas de prensa que unen el larguero superior y el larguero inferior uno con otro.
La invención parte, en primer lugar, del conocimiento de que las fuerzas de prensado que se presentan en el transcurso de la conformación pueden ser absorbidas especialmente bien cuando se trabaja con bastidores de prensa cerrados, de modo que, en consecuencia, un bastidor absorbe al mismo tiempo las fuerzas de prensado que se originan en la zona de ambos cantos longitudinales. Esto es ventajoso especialmente cuando se conforman chapas de espesor relativamente grande para fabricar tubos de espesor grande. A pesar del modo de construcción con bastidores se logra de manera sencilla una adaptación de la prensa a circunstancias diferentes y especialmente a anchuras de chapas diferentes y radios de curvado diferentes. En efecto, los portaútiles y, por tanto, también los útiles fijados a los portaútiles son regulables dentro de los bastidores de la prensa y, en consecuencia, pueden ser posicionados libremente. Este posicionamiento se logra en el sentido de una regulación a distancia, de modo que no son necesarias costosas adaptaciones manuales. Por el contrario, el portaútiles o los portaútiles pueden ser posicionados de la manera deseada por medio de un sistema de activación externo. A este fin, los servoaccionamientos pueden estar unidos con uno o varios equipos de control y/o regulación adecuados. Es de importancia especial el hecho de que en el marco de la invención no solo se logra un posicionamiento con los servoaccionamientos asociados a los portaútiles, sino que, además, se logra también una inmovilización. En consecuencia, no es necesario inmovilizar mecánicamente los portaútiles posicionados, por ejemplo enclavándolos firmemente. Por el contrario, se tiene que, por ejemplo, en disposiciones de cilindro-pistón hidráulicas actuantes como servoaccionamiento, se pueden efectuar un posicionamiento y una inmovilización hidráulica a través de las propias disposiciones de cilindro-pistón. En consecuencia, las disposiciones de cilindro-pistón se enclavan hidráulicamente. Se trata aquí preferiblemente de disposiciones de cilindro-pistón hidráulicas dotadas de control NC. El posicionamiento de los útiles se puede mantener aquí constante incluso durante la introducción de las fuerzas de prensado a través de los cilindros de prensado en un orden de magnitud de, por ejemplo, 1/10 mm, sin que sea necesario un enclavamiento mecánico. Sin embargo, con ayuda de los servoaccionamientos, por ejemplo disposiciones de cilindro-pistón hidráulicas, no solo se logran un posicionamiento y a continuación una inmovilización de los portaútiles, sino que existe también en el marco de la invención la posibilidad de desplazar uno o varios portaútiles en dirección transversal durante el proceso de prensado. Se logra así una perfecta adaptación del proceso de prensado a circunstancias sumamente diferentes. Las disposiciones de cilindro-pistón de ajuste pueden estar concebidas también como disposiciones de cilindro-pistón (diferenciales) de doble efecto.
Según una forma de realización preferida, los servoaccionamientos (al menos con un extremo) están apoyados en la bancada de prensa superior o inferior. Siempre que los servoaccionamientos estén concebidos como disposiciones de cilindro-pistón, existe en el marco de la invención la posibilidad de conectar el pistón o el vástago de pistón de las disposiciones de cilindro-pistón de manera fija o estacionaria a las bancadas de prensa superior o inferior y unir...
Reivindicaciones:
1. Prensa para iniciar el curvado de cantos de chapas, especialmente de cantos longitudinales de chapas (1) en el transcurso de la fabricación de tubos o similares, que comprende al menos
- un armazón de prensa (3) constituido por uno o varios bastidores de prensa cerrados (2),
- una bancada de prensa superior (4) y una bancada de prensa inferior (5), trabajando en las bancadas de prensa superior y/o inferior (4, 5) una o varias disposiciones de cilindro-pistón de conformación (6) que están apoyadas en los bastidores (2) de la prensa,
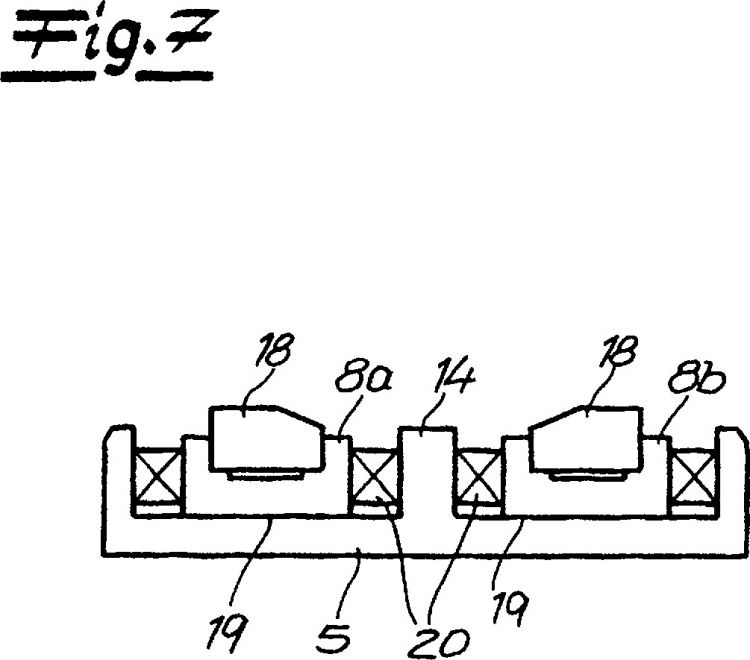
- uno o varios portaútiles superiores (7a, 7b) para uno o varios útiles superiores (17) y uno o varios portaútiles inferiores (8a, 8b) para uno o varios útiles inferiores (18),
en donde la posición del o de los portaútiles superiores/inferiores es ajustable y eventualmente inmovilizable en sentido transversal a la dirección longitudinal (L) de la prensa.
2. Prensa según la reivindicación 1, en la que la posición de los portaútiles superiores/inferiores (17, 18) es ajustable y eventuablemente inmovilizable en sentido transversal a la dirección longitudinal (L) de la prensa por medio de uno o varios servoaccionamientos (90a, 9b, 10a, 10b).
3. Prensa según la reivindicación 2, en la que los servoaccionamientos (9a, 9b, 10a, 10b) para los portaútiles o los útiles (17, 18) están concebidos como, por ejemplo, disposiciones de cilindro-pistón hidráulicas y/o accionamientos de husillo.
4. Prensa según la reivindicación 2 ó 3, en la que los servoaccionamientos (9a, 9b, 10a, 10b) están apoyados en las bancadas de prensa superior e inferior (4, 5).
5. Prensa según la reivindicación 3 ó 4, en la que los servoaccionamientos (9a, 9b, 10a, 10b) concebidos como disposiciones de cilindro-pistón están conectados con sus pistones (11) o sus vástagos de pistón (11a), en forma fija o estacionaria, a las bancadas de prensa superior e inferior (4, 5) y en la que el portaútiles (7a, 7b, 8a, 8b) asociado al respectivo servoaccionamiento es trasladable con la carcasa de cilindro (12) en el transcurso del posicionamiento.
6. Prensa según cualquiera de la reivindicaciones 3 a 5, en la que el husillo (13) de los servoaccionamientos (9a, 9b, 10a, 10b) concebidos como accionamientos de husillo está conectada mediante al menos un extremo, en forma fija o giratoria, a las bancadas de prensa superior e inferior (4, 5) y el portaútiles es trasladable en el transcurso del posicionamiento sobre el husillo asociado o con el husillo asociado.
7. Prensa según cualquiera de la reivindicaciones 1 a 6, en la que las bancadas de prensa superior y/o inferior (4, 5) presentan al menos un caballete de apoyo (central) (14) en el que están apoyados o sujetos el o los servoaccionamientos (9a, 9b, 10a, 10b).
8. Prensa según cualquiera de la reivindicaciones 1 a 7, en la que la bancada de prensa superior (4) presenta dos portaútiles (7a, 7b) asociados a los dos cantos de la chapa y/o la bancada de prensa inferior (5) presenta dos portaútiles (8a, 8b) asociados a los dos cantos de la chapa, estando dispuestos los dos portaútiles (7a, 7b u 8a, 8b) a ambos lados del caballete de apoyo central (14) de las bancadas de prensa superior e inferior (4, 5) de modo que las fuerzas introducidas en los portaútiles en el transcurso de la conformación sean introducidas en el caballete de apoyo (14) desde dos lados opuestos.
9. Prensa según cualquiera de la reivindicaciones 1 a 8, en la que los vástagos de pistón (11a) están configurados como vástagos de pistón tubulares o huecos (al menos a tramos) que son atravesados por al menos un tirante (11b).
10. Prensa según cualquiera de la reivindicaciones 1 a 9, en la que los dos vástagos de pistón (11a) y los dos pistones (11) dispuestos a ambos lados de un caballete de apoyo (14) están afianzados uno contra otro y contra el caballete de apoyo (14) mediante al menos un tirante (11b) que atraviesa el caballete de apoyo (14), preferiblemente un tirante (11b) que atraviesa los vástagos de pistón (11a).
11. Prensa según cualquiera de la reivindicaciones 1 a 10, en la que están conectados a las bancadas de prensa superior y/o inferior (4, 5) uno o varios soportes de chapa (15) con los que se sujeta la chapa antes y/o durante y/o después de la conformación de la misma.
Patentes similares o relacionadas:
Máquina para doblar lámina de metal, del 8 de Mayo de 2019, de COSMA S.R.L: Máquina para doblar lámina (L) de metal que comprende al menos una herramienta de apoyo de lámina de metal, al menos una herramienta (36A-D) de prensado […]
Prensa dobladora con unidad dobladora y procedimiento de conformación, del 11 de Abril de 2018, de Trumpf Maschinen Austria GmbH & CO. KG: Prensa dobladora para conformar, en particular plegar, una chapa para formar una pieza de trabajo , que comprende un bastidor de máquina estacionario […]
Procedimiento para doblar una chapa compuesta, del 29 de Noviembre de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para doblar al menos un canto de una chapa compuesta , que presenta al menos dos capas de metal exteriores y una capa de […]
Máquina de doblado de láminas metálicas, del 16 de Noviembre de 2016, de SALVAGNINI ITALIA S.P.A.: Máquina de doblado de láminas metálicas que comprende medios de herramienta de doblado principales que se extienden a lo largo de una dirección […]
 Matriz de doblado con unidad de leva radial, del 9 de Marzo de 2016, de Norgren Automation Solutions, LLC: Una matriz de doblado que comprende una primera superficie de doblado y una segunda superficie de doblado que puede girar con respecto a la […]
Matriz de doblado con unidad de leva radial, del 9 de Marzo de 2016, de Norgren Automation Solutions, LLC: Una matriz de doblado que comprende una primera superficie de doblado y una segunda superficie de doblado que puede girar con respecto a la […]
 Aparato de conformado por rodillos con caja de combadura de ajuste rápido y procedimiento que utiliza dicho aparato, del 9 de Marzo de 2016, de Shape Corp: Un aparato que comprende:
un aparato de conformado por rodillos adaptado para conformar por rodillos una lámina de material en una barra continua que tiene […]
Aparato de conformado por rodillos con caja de combadura de ajuste rápido y procedimiento que utiliza dicho aparato, del 9 de Marzo de 2016, de Shape Corp: Un aparato que comprende:
un aparato de conformado por rodillos adaptado para conformar por rodillos una lámina de material en una barra continua que tiene […]
Plegadora de paneles con cuchilla giratoria, del 8 de Abril de 2015, de SALVAGNINI ITALIA S.P.A.: Plegadora de paneles que comprende una contracuchilla y un portapiezas conformados para sujetar un panel de chapa metálica para ser plegado en […]
Mecanismo para mover el portaláminas de un flexionador de paneles para flexionar hojas de metal, del 3 de Diciembre de 2014, de Finn-Power Italia S.r.l: Un mecanismo de desplazamiento para la estructura del portaláminas de un flexionador de paneles diseñado para hacer flexiones […]