Método para sujetar partes durante un procesamiento de fabricación.
Un método (100) para el procesamiento de una parte (316, 708, 802, 1004), el método que comprende:
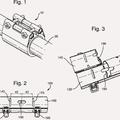
fijar de forma rígida (1400) un conjunto de tacos (312, 702-704, 1000, 1002, 1214) a la parte (316, 708, 802, 1004) para formar un conjunto de tacos fijos, en donde las etapas de fijación comprenden soldar (1406) el conjunto de tacos (312, 702-704, 1000, 1002, 1214) a la parte (316, 708, 802, 1004) utilizando una herramienta (604) de soldadura de descarga de condensador;
fijar (1402) un conjunto de lengüetas (314, 502-524, 1006, 1200) al conjunto de tacos (316, 708, 802, 1004) fijados, en donde cada taco (312, 702-704, 1000, 1002, 1214) en el conjunto de tacos (312, 702-704, 1000, 1002, 1214) tiene una sección (1012, 1014) roscada, cada lengüeta tiene un canal (1008, 1010, 1202, 1212) y un canal (1020) adicional, y en donde la etapa de fijación además comprende colocar la sección (1012, 1014) roscada a través del canal (1008, 1010, 1202, 1212), y fijar una sujeción a la sección (1012, 1014) roscada, en donde la lengüeta es fijada al taco (312, 702-704, 1000, 1002, 1214) y el método además comprende:
fijar (1404) el conjunto de lengüetas (314, 502-524, 1006, 1200) a una herramienta (308) de fabricación, en donde el canal (1020) adicional es utilizado con una sujeción para fijar cada lengüeta a la herramienta (308) de fabricación, en donde la parte (316, 708, 802, 1004) está colocada en una mesa (1100) de herramienta de máquina, que es parte de la herramienta (308) de fabricación, en donde la sujeción está colocada a través del canal (1020) adicional para sujetar cada lengüeta a la mesa (1100) de herramienta de máquina; y
procesar la parte (316, 708, 802, 1004) tal que cualquier zona afectada de calor resultante de la fijación de forma rígida del conjunto de tacos (316, 708, 802, 1004) a la parte (316, 708, 802, 1004) para formar el conjunto de tacos (312, 702-704, 1000, 1002, 1214) fijados es retirada antes de poner la parte (316, 708, 802, 1004) en servicio, en donde el conjunto de tacos (312, 702-704, 1000, 1002, 1214) están compuestos del mismo material que la parte (316, 708, 802, 1004).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US2008/077325.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 NORTH RIVERSIDE PLAZA CHICAGO, IL 60606-1596 ESTADOS UNIDOS DE AMERICA.
Inventor/es: WATTS,MICHAEL L, WALKER,MARK M.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K37/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 37/00 Dispositivos o procedimientos auxiliares no especialmente adaptados a un procedimiento cubierto en uno solo de los grupos principales de esta subclase (pantallas de protección para los ojos de los operarios, llevadas por el operario o sujetadas manualmente A61F 9/00; aplicables a las máquinas de trabajar metales no destinados a la soldadura sin fusión, o a la soldadura o al corte por soplete B23Q; otras pantallas protectoras F16P 1/06). › para sujetar o colocar las piezas.
- B23Q3/18 B23 […] › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › para posicionarla solamente.
PDF original: ES-2651662_T3.pdf
Patentes similares o relacionadas:
Dispositivo de mandril y método, del 18 de Marzo de 2020, de In-Situ Oilfield Services Limited: Un dispositivo de mandril que tiene al menos dos mandíbulas para agarrar un objeto (T), y un mecanismo de ajuste configurado para ajustar el centro rotacional […]
Módulo de mecanización, conjunto de accesorio para módulo de mecanización, y procedimiento de puesta en marcha de un módulo de mecanización, del 9 de Octubre de 2019, de Watch Out SA: Conjunto de accesorios para módulo de mecanización por arrancado de virutas, que comprende: por lo menos un portaherramientas provisto de una […]
Máquina amoladora para elementos en forma de placa, particularmente baldosas y placas de cerámica, piedras naturales, vidrio o similares, del 4 de Septiembre de 2019, de ANCORA S.P.A: Máquina para amolar elementos en forma de lámina, particularmente baldosas y losas hechas de material cerámico, piedras naturales, vidrio o similares, […]
Dispositivo de fijación con un mandril de fijación y con un soporte de trabajo que se puede fijar en él de manera amovible, del 6 de Marzo de 2019, de EROWA AG: Dispositivo de fijación con un mandril de fijación y con un soporte de la pieza de trabajo que se puede fijar en él de manera desprendible, en donde el mandril […]
Dispositivo de centrado giratorio para la transferencia guiada de barras de un alimentador a un torno, del 27 de Febrero de 2019, de Bucci Automations S.p.A: Dispositivo de centrado giratorio para su uso durante la transferencia de una barra desde el canal de guiado de un alimentador hasta un torno, comprendiendo el dispositivo […]
 Dispositivo de alineación, y método de alineación que utiliza un dispositivo de alineación, del 20 de Febrero de 2019, de BAE SYSTEMS PLC: Un dispositivo de alineación configurado para recibir, en una configuración generalmente alineada, piezas de trabajo que han de ser unidas […]
Dispositivo de alineación, y método de alineación que utiliza un dispositivo de alineación, del 20 de Febrero de 2019, de BAE SYSTEMS PLC: Un dispositivo de alineación configurado para recibir, en una configuración generalmente alineada, piezas de trabajo que han de ser unidas […]
DISPOSITIVO DE SUJECIÓN DE PIEZAS, del 7 de Febrero de 2019, de FRESMAK, SA: La invención se refiere a un dispositivo de sujeción de piezas, que comprende un cuerpo principal , dos mordazas enfrentadas para sujetar las piezas, […]
Dispositivo de sujeción de piezas, del 5 de Febrero de 2019, de FRESMAK S.A.: La invención se refiere a un dispositivo de sujeción de piezas, que comprende un cuerpo principal , dos mordazas enfrentadas para […]