Procedimiento para el sellado con eficacia energética de un tubo flexible de lámina.
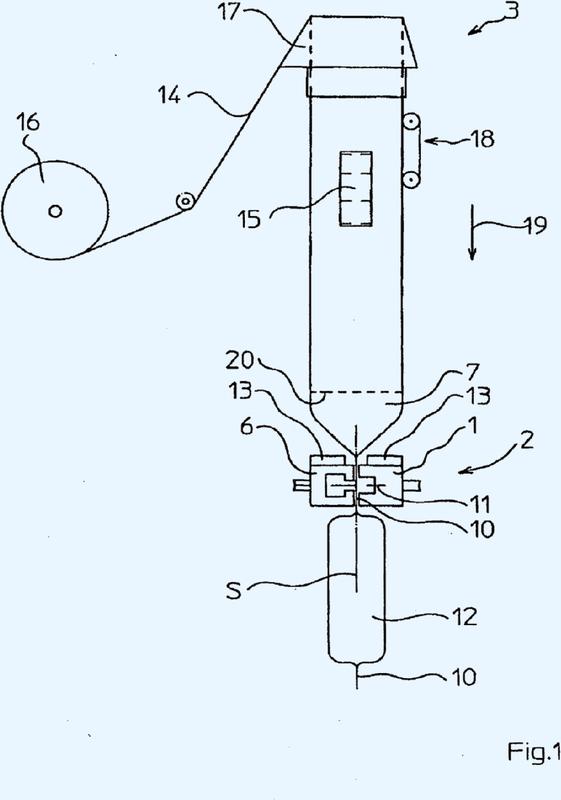
Procedimiento para la generación de una fuerza de soldadura o una presión de soldadura para una mordaza de soldadura (1,
6), moviéndose la mordaza de soldadura (1, 6) a lo largo de una trayectoria cerrada (4) con recorrido perimetral o a lo largo de una trayectoria en forma de línea (29) de un lado a otro para chocar contra una resistencia, comprimiéndose un tubo flexible de lámina (7) entre la resistencia y al menos una superficie especular (30) de la mordaza de soldadura (1, 6) para soldar el tubo flexible de lámina (7) mediante calor aplicado a través de la superficie de sellado (30) en el tubo flexible de lámina (7) con una presión ejercida en un plano de sellado (S) con una fuerza de sellado (Fs) dentro de un tiempo de sellado (ts) y estando previsto al menos un accionamiento (8, 9) para mover la mordaza de soldadura (1, 6) en una dirección normal a una superficie de la resistencia para llevar a cabo así el procedimiento de soldadura de forma estacionaria o a lo largo de un camino de sellado eficaz (Zsef) dentro del tiempo de sellado (ts) y predefiniéndose la fuerza de sellado (Fs) o un parámetro de sellado que se correlaciona con la fuerza de sellado (Fs) por un equipo de control (27) durante el tiempo de sellado (ts) de tal manera que la fuerza de sellado (Fs) dentro del tiempo de sellado (ts) tiene su recorrido a lo largo de una curva de fuerza de sellado (32), presentando la curva de fuerza de sellado (32) un primer máximo relativo de fuerza de sellado (33) con una fuerza de sellado (Fs1) y al menos un segundo máximo relativo de fuerza de sellado (34) con una fuerza de sellado (Fs2), siendo la fuerza de sellado (Fs2) en el segundo máximo de fuerza de sellado (34) mayor que la fuerza de sellado (Fs1) en el primer máximo de fuerza de sellado (33), caracterizado porque la fuerza de sellado (Fs2) del segundo máximo de fuerza de sellado (34) se genera por un pico de fuerza breve mediante un funcionamiento de sobrecarga breve del accionamiento (8, 9) de la mordaza de soldadura (1, 6).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11185659.
Solicitante: Rovema GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Industriestrasse 1 35463 Fernwald-Annerod ALEMANIA.
Inventor/es: BRAUN, HARALD, LUTZ, ERHARD, LACHENMAIER,SEPP DR.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › con una herramienta caliente.
- B65B51/30 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
- B65B9/207 B65B […] › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › la banda avanza de forma continua (B65B 9/22 tiene prioridad).
- B65B9/213 B65B 9/00 […] › la banda tiene movimientos intermitentes (B65B 9/22 tiene prioridad).
PDF original: ES-2563296_T3.pdf
Patentes similares o relacionadas:
Barra de sellado y procedimiento para usar la misma, del 22 de Julio de 2020, de Dow Global Technologies LLC: Una barra de sellado que comprende: un miembro de base que tiene una superficie frontal plana y una superficie plana rebajada una distancia (d) […]
Aparato creador de bolsas, del 1 de Julio de 2020, de KHS GMBH: Un aparato creador de bolsas que comprende: - un par de barras de sellado opuestas dispuestas en lados opuestos de un plano de formación; - un par de brazos […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]
Método de fijación de un elemento hueco a un componente que comprende un material compuesto, del 1 de Abril de 2020, de PROFIL VERBINDUNGSTECHNIK GMBH & CO. KG: Procedimiento para fijar un elemento hueco , tal como un remache hueco o un elemento de tuerca para su fijación a un componente que consiste en un material […]
Aparatos y procedimientos de sellado, del 25 de Marzo de 2020, de Bosch Packaging Technology, Inc: Un aparato de sellado para sellar una película de embalaje en movimiento, que comprende: un primer servo y un segundo servo ; una primera barra […]
Procedimiento para la producción de un laminado elástico, del 12 de Febrero de 2020, de PANTEX INTERNATIONAL S.P.A: Procedimiento para la producción de un laminado elástico, que comprende las etapas siguientes en una misma línea de producción: - coextruir una primera […]
Dispositivo para soldadura longitudinal de láminas de plástico, del 15 de Enero de 2020, de LEMO MASCHINENBAU GMBH: Dispositivo para soldadura longitudinal de láminas de plástico termoplásticos, con - un elemento calefactor calefactable, a través de cuya superficie de contacto […]