Dispositivo para la soldadura de un plástico termoplástico.
Dispositivo para la soldadura de un plástico termoplástico, en particular una banda de film (14),
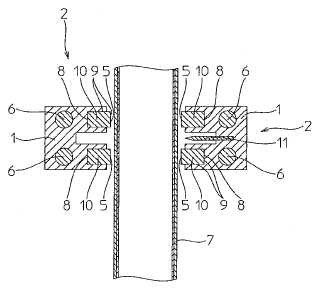
que presenta un plástico semejante, con un cuerpo de mordaza (1), al menos una superficie de sellado (5) en el cuerpo de mordaza (1), un dispositivo calefactor (6) para el calentamiento de la superficie de sellado (5) a fin de poder fundir y soldar un plástico situado en contacto térmico con la superficie de sellado (5), con un inserto (10) para la inserción en el cuerpo de mordaza (1), en el que en el inserto (10) está prevista la superficie de sellado (5) en una posición de sellado, así como en el inserto (10) está prevista al menos otra superficie de sellado (8) que se puede llevar a la posición de sellado por el volteo del inserto (10), caracterizado porque una superficie de sellado (5) está revestida o no revestida y está prevista otra superficie de sellado (8) con un revestimiento antiadherente (22) que contiene en particular politetrafluoroetileno.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E06014996.
Solicitante: Rovema GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Industriestrasse 1 35463 Fernwald-Annerod ALEMANIA.
Inventor/es: BAUR, WALTER DR., EPP,ALEXANDER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 65/00 Ensamblado de elementos preformados; Aparatos a este efecto. › por calor, con o sin presión.
- B29C65/18 B29C 65/00 […] › con una herramienta caliente.
- B29C65/74 B29C 65/00 […] › por soldadura y corte.
- B65B51/30 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › Dispositivos, p. ej. mordazas, para aplicar sucesivamente presión y calor, p. ej. para fraccionar tubos llenados.
- B65H19/18 B65 […] › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 19/00 Cambio de la bobina. › Fijación, p. ej. por encolado, de la banda de sustitución con la que se termina.
PDF original: ES-2473327_T3.pdf
Fragmento de la descripción:
Dispositivo para la soldadura de un plástico termoplástico El objeto de la solicitud se refiere a la construcción de maquinaria de envasado y allí un dispositivo para la soldadura de un plástico termoplástico, en particular una banda de film que presenta un plástico soldable semejante.
Para soldar una banda de film con la finalidad de una generación de bolsas, se conoce transformar la banda de film y soldarla mediante cuerpos de mordaza móviles uno contra otro o mediante un único cuerpo de mordaza que actúa contra una resistencia. Cuerpos de mordaza semejantes se usan en máquinas horizontales y verticales para formar, llenar y sellar bolsas para la generación de bolsas o para la soldadura de una nueva banda de film en una banda de film casi agotada (así denominada empalmadora) .
Los dispositivos conocidos presentan un cuerpo de mordaza, al menos una superficie de sellado en el cuerpo de mordaza y un dispositivo calefactor para el calentamiento de la superficie de sellado o las superficies de sellado, a fin de poder soldar el plástico situado en contacto térmico con la superficie de sellado. Además, por el documento DE 100 05 020 A1 se conoce un inserto calentable para la inserción en el cuerpo de mordaza, estando previsto en el inserto la superficie de sellado en una posición de sellado. La soldadura del plástico se realiza en este caso mediante el inserto mencionado cuando el cuerpo de mordaza se posa contra el plástico.
El documento DE 94 21 649 U1 da a conocer otra realización con una superficie de sellado cambiable. Mediante la realización de las mordazas de soldadura con una recepción para un elemento soldador se puede realizar una rápida sustitución del elemento soldador si cambiar toda la mordaza de soldadura.
Además, el documento DE 199 49 915 A1 esboza un dispositivo de soldadura en el que en una mordaza de sellado calentable están previstas partes de la superficie de sellado sustituibles. Mediante un cambio sencillo y sin complicaciones de las partes de la superficie de sellado, la superficie de sellado en contacto con la bolsa tubular durante el proceso de soldadura se puede adaptar respectivamente al material a soldar con vistas a las propiedades de soldadura óptimas.
El documento US 2003/0024208 muestra lo comparable con un dispositivo de soldadura para la manipulación manual. En este caso está previsto de nuevo que en un cuerpo base esté dispuesta una parte de sellado cambiable, por lo que mediante el cambio de la parte de sellado se puede realizar una adaptación al material a soldar.
Asimismo es evidente que con las formas de realización anteriores se puede realizar asimismo un cambio sin complicaciones en caso de desgaste de la superficie de sellado.
Aunque no se debe sustituir la mordaza de sellado completa, en el dispositivo conocido queda la desventaja de que al menos se deben sustituir los elementos con la superficie de sellado, cuando la superficie de sellado ya no se usa más, por ejemplo, dado que se introduce una banda de film realizada diferentemente, que requiere un revestimiento especial de la superficie de sellado, o si se desgasta un revestimiento de una superficie de sellado, y de nuevo se necesita una superficie de sellado revestida.
Tiene el objetivo de perfeccionar un dispositivo según el preámbulo de la reivindicación 1, de tal manera que se pueda usar otra superficie de sellado sin una sustitución.
El objetivo se resuelve según la parte caracterizadora de la reivindicación 1. Después en el inserto está prevista al menos otra superficie de sellado que se puede llevar a la posición de sellado mediante el volteo del inserto.
El dispositivo propuesto tiene la ventaja de que se puede prever otra superficie de sellado en tanto que se voltea el inserto. En este caso otra superficie de sellado llega a la posición de sellado y se puede usar para la soldadura de una banda de plástico. No es necesaria una sustitución de todo el dispositivo. El volteo se puede realizar de modo y manera diferentes. Así un inserto sólo enganchado en el cuerpo de mordaza se puede extraer de éste, rotar en un ángulo determinado y luego insertar de nuevo. O el inserto se puede rotar alrededor de un eje y fijar en respectivamente una posición angular determinada. En todo caso están a disposición al menos dos superficies de sellado del inserto.
Según la invención está previsto en este caso que, de forma complementaria a una superficie de sellado revestida o no revestida, esté dispuesta una superficie antiadherente sobre al menos una superficie de sellado. Por consiguiente se posibilita una soldadura fiable, por ejemplo, de un film monocapa con una superficie de sellado calentada de forma duradera, sin que se produzca una adherencia del plástico fundido a la superficie de sellado.
Otras configuraciones ventajosas de la novedad propuesta se describen en las reivindicaciones 2 a 9.
Si el inserto tiene una sección transversal rectangular (reivindicación 2) , entonces se pueden usar dos, tres o cuatro superficies de sellado en el inserto. En este caso se pueden prever superficies de sellado de diferente altura para conseguir diferentes cordones de soldadura. O la sección transversal es cuadrada (reivindicación 3) , de modo que se
pueden configurar cuatro superficies de sellado iguales, que se pueden usar una tras otra después de un respectivo volteo de 90 grados del inserto. Pero también es ventajosa una sección transversal triangular o una hexagonal (reivindicación 4) . En el primer caso están a disposición tres superficies de sellado en el inserto, que llegan a la posición de sellado tras respectivamente una rotación de 120 grados del inserto. En el segundo caso, otra superficie de sellado llega a esta posición tras una rotación de 60 grados. Precisamente en esta configuración del inserto se consigue un uso sencillo y fiable, duradero y neutro del inserto volteable. La rentabilidad es mayor si todas las limitaciones de sección transversal del inserto están provistas de una respectiva superficie de sellado, es decir, si según la reivindicación 5 está prevista una superficie de sellado por cada limitación de sección transversal recta (limitación de la sección transversal del inserto) .
Sucede que tras la realización de un proceso de envasado, en el que se tuvo que soldar un film multicapa (film laminado) , se debe soldar, por ejemplo, un film monocapa, por ejemplo de polietileno. Mientras que para el film multicapa es ideal una superficie de sellado no revestida, que consigue una buena transferencia de calor a una superficie exterior del plástico, por ejemplo polipropileno, un film monocapa se debe soldar, siempre y cuando éste prevista una superficie de sellado calentada de forma duradera, con una superficie de sellado sobre la que se coloque un revestimiento antiadherente a fin de evitar una adherencia del plástico fundido a la superficie de sellado.
Por ello es especialmente ventajoso que, de forma complementaria a la realización según la invención de una superficie de sellado provista de un revestimiento antiadherente, otra superficie de sellado no este revestida. Además, es ventajoso si el revestimiento antiadherente contiene politetrafluoroetileno. Mediante esta realización ventajosa se puede llevar una superficie de sellado con o sin revestimiento antiadherente a una posición de sellado mediante el volteo sencillo del inserto, a fin de soldar un film monocapa o un film multicapa.
Si el dispositivo calefactor está integrado en el inserto (reivindicación 6) , entonces es especialmente efectiva la transmisión de calor del dispositivo calefactor hacia una de las superficies de sellado, dado que sólo está previsto un corto recorrido para la conducción de calor hacia cada superficie de sellado. Además, se evitan las transferencias de calor en capas límite de dos materiales. En este caso el dispositivo calefactor puede estar configurado como elemento calefactor por resistencia, por ejemplo, en forma de un cartucho calefactor. Una envolvente exterior del dispositivo calefactor puede configurar en este caso las superficies de sellado. En este caso las secciones transversales triangulares, rectangulares o hexagonales del dispositivo calefactor son apropiadas para la configuración de las superficies de sellado.
Si el inserto está configurado en una pieza, y presenta dos superficies de sellado orientadas en paralelo una respecto a otra en la posición de sellado (reivindicación 7) , entonces es apropiado para mordazas de sellado transversales de una máquina vertical para formar, llenar y sellar bolsas. Mediante el volteo del inserto se pueden llevar otras dos superficies de sellado a la posición de sellado.
El dispositivo también es apropiado como mordaza de sellado... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la soldadura de un plástico termoplástico, en particular una banda de film (14) , que presenta un plástico semejante, con un cuerpo de mordaza (1) , al menos una superficie de sellado (5) en el cuerpo de mordaza (1) , un dispositivo calefactor (6) para el calentamiento de la superficie de sellado (5) a fin de poder fundir y soldar un plástico 5 situado en contacto térmico con la superficie de sellado (5) , con un inserto (10) para la inserción en el cuerpo de mordaza (1) , en el que en el inserto (10) está prevista la superficie de sellado (5) en una posición de sellado, así como en el inserto (10) está prevista al menos otra superficie de sellado (8) que se puede llevar a la posición de sellado por el volteo del inserto (10) , caracterizado porque una superficie de sellado (5) está revestida o no revestida y está prevista otra superficie de sellado (8) con un revestimiento antiadherente (22) que contiene en particular politetrafluoroetileno.
2. Dispositivo según la reivindicación 1, caracterizado porque el inserto (10) presenta una sección transversal rectangular.
3. Dispositivo según la reivindicación 2, caracterizado porque la sección transversal es cuadrada.
4. Dispositivo según la reivindicación 1, caracterizado porque el inserto presenta una sección transversal triangular o una hexagonal.
5. Dispositivo según una de las reivindicaciones 3 a 4, caracterizado porque está prevista una superficie de sellado (5, 8) por cada limitación de sección transversal (9) recta.
6. Dispositivo según una de las reivindicaciones 1 a 5, caracterizado porque el dispositivo calefactor (6) está integrado en el inserto (10) .
7. Dispositivo según una de las reivindicaciones 1 a 6, caracterizado porque el inserto (10) está realizado en una pieza, 20 y en este caso presenta dos superficies de sellado (5) orientadas en paralelo una respecto a otra en la posición de sellado.
8. Dispositivo de sellado según una de las reivindicaciones 1 a 6, caracterizado porque el dispositivo está realizado como mordaza de sellado longitudinal (18) de una máquina vertical para formar, llenar y sellar bolsas (3) o como empalmadora (21) .
9. Dispositivo según una de las reivindicaciones 1 a 7, caracterizado porque el dispositivo está realizado como mordaza de sellado transversal (2) de una máquina vertical para formar, llenar y sellar bolsas (3) , estando previsto un dispositivo de separación (11) desviable para el corte de una banda de film (14) entre dos superficies de sellado (5) orientadas en paralelo una respecto a otra, situadas en la posición de sellado.
Patentes similares o relacionadas:
Inserción hidrosoluble para unir tuberías, método de fabricación de una inserción hidrosoluble y método para unir tuberías, del 29 de Julio de 2020, de Imi Tami Institute For Research And Development Ltd: Inserción hidrosoluble para uso para unir tuberías hechas de un material que comprende una sal seleccionada del grupo que consiste en KCl, NaCl, y sus mezclas […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de fabricación de paneles reforzados de material compuesto mediante curado conjunto, del 10 de Junio de 2020, de Leonardo S.p.A: Procedimiento de fabricación de paneles reforzados , que comprende las siguientes etapas: - formar un primer y un segundo revestimientos húmedos (51, […]
Asociación híbrida de materiales entre una superficie metálica y una superficie polimérica del material, así como procedimiento para producir la asociación híbrida de materiales, del 13 de Mayo de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Asociación híbrida de materiales entre un primer participante en la unión con una superficie metálica y un segundo participante en la unión con una superficie de […]
Bolsa de filtro para aspiradora con costura de soldadura altamente resistente, procedimiento para su producción, así como herramienta e instalación de soldadura por ultrasonidos para la producción de una costura de soldadura ultrarresistente, del 13 de Mayo de 2020, de EUROFILTERS N.V.: Bolsa de filtro para aspiradora a partir de un material de filtro que puede ser soldado térmicamente, definiéndose mediante el material de filtro un espacio interior cerrado […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Un conjunto de soldadura transversal para una máquina de envasado de tipo flow - pack, del 6 de Mayo de 2020, de CAVANNA S.P.A.: Un dispositivo de soldadura transversal para una máquina de envasado de tipo flow - pack, que comprende: - una estructura de soporte estacionaria […]
Procedimiento para el llenado de gas de un compartimento de un recipiente flexible, del 22 de Abril de 2020, de ECOLEAN AB: Procedimiento de manipulación de recipientes de tipo plegable en una máquina de llenado que comprende estaciones dispuestas consecutivamente (S1, S2, […]