Dispositivo para transferir un material metalúrgico.
Un dispositivo de tratamiento térmico (10) que tiene un fondo (12),
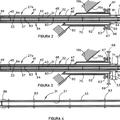
paredes laterales (14) y un techo (16), que definen conjuntamente un canal (18), así como medios de transporte (24), que se extienden en una dirección axial de dicho canal (18) desde un orificio de entrada (20) del canal (18) hasta un orificio de salida (22) de dicho canal (18), para transferir un material metalúrgico (S) desde dicho orificio de entrada (20) hasta dicho orificio de salida (22), caracterizado porque los medios de transporte (24) tienen una mayor anchura cerca del orificio de entrada (20) que cerca del orificio de salida (22).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11173675.
Solicitante: SMS Concast Italia S.p.A.
Nacionalidad solicitante: Italia.
Dirección: Via Cividina, 101/103 33100 Udine ITALIA.
Inventor/es: MIANI,STEFANO, GOTTARDI,RICCARDO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C21C5/52 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21C PROCESOS DEL HIERRO FUNDIDO, p. ej. AFINADO, FABRICACION DE HIERRO O ACERO DULCE; TRATAMIENTO DE LAS ALEACIONES FERROSAS EN ESTADO LIQUIDO. › C21C 5/00 Fabricación de acero al carbono, p. ej. acero suave, acero medio o acero moldeado. › Fabricación del acero en horno eléctrico.
- C21C5/56 C21C 5/00 […] › Fabricación del acero por otros métodos (fabricación de acero líquido por procesos directos C21B 13/00).
- F27B3/18 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 3/00 Hornos de solera, p. ej. hornos de reverbero (F27B 9/00 - F27B 15/00, F27B 21/00 tienen prioridad ); Hornos de arco eléctrico. › Disposición de los dispositivos de carga.
- F27D13/00 F27 […] › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › Aparatos para el precalentamiento de las cargas; Dispositivos para el precalentamiento de las cargas.
- F27D3/00 F27D […] › Carga; Descarga; Manipulación de las cargas (sistemas transportadores caracterizados por su aplicación a fines particulares no previstos en otras partes B65G 49/00; desplazamiento de las cargas en un horno F27B 9/14).
- F27D3/14 F27D […] › F27D 3/00 Carga; Descarga; Manipulación de las cargas (sistemas transportadores caracterizados por su aplicación a fines particulares no previstos en otras partes B65G 49/00; desplazamiento de las cargas en un horno F27B 9/14). › Carga o descarga de un material líquido o fundido.
PDF original: ES-2538980_T3.pdf
Fragmento de la descripción:
Dispositivo para transferir un material metalúrgico.
La invención se refiere a un dispositivo de tratamiento térmico que tiene un fondo, paredes laterales y un techo, que juntos definen un canal, así como medios de transporte, que se extienden en una dirección axial de dicho canal desde un orificio de entrada del canal hasta un orificio de salida de dicho canal, para transferir un material metalúrgico desde dicho orificio de entrada hasta dicho orificio de salida.
Dicho dispositivo de tratamiento térmico es conocido del documento US5.400.358A y se usa para el precalentamiento de una carga principalmente metálica en una cámara de precalentamiento similar a un canal (similar a un túnel) correspondiente. El canal tiene un orificio de entrada, también llamado una región de transición, seguido en la dirección de transporte de la carga metálica por una llamada zona de calentamiento y una sección de descarga, que define un orificio de salida de dicho canal, desde donde la carga metálica precalentada es alimentada directamente o mediante instalaciones intermedias a un caldero de fusión metalúrgico, como un horno de arco eléctrico.
La expresión carga metálica caracteriza un material metalúrgico como arrabio, material portador de hierro, HBI (hierro briqueteado en caliente) , DRI (hierro de reducción directa) , material de chatarra, denominado en lo sucesivo comúnmente chatarra.
La expresión "similar a un canal o un túnel" describe el diseño general de dicho dispositivo pero no está limitado a ninguna elongación, dimensión, construcción específica, etc.
La dirección axial de dicho dispositivo de tratamiento térmico corresponde a la dirección de transporte general de la chatarra, manipulada dentro de dicho dispositivo, dado que el material de chatarra es típicamente alimentado de forma continua a través de dicho dispositivo de tratamiento térmico y a continuación directa o indirectamente (por ejemplo mediante una tolva colectora intermedia) al recipiente metalúrgico asociado.
El tratamiento térmico se realiza mediante humos procedentes del horno que son guiados (en su mayoría a contracorriente respecto a la chatarra) a través de dicho dispositivo. La transferencia de calor es, principalmente, por convección.
Aunque típicamente se usan transportadores para transportar la chatarra a través de dicho dispositivo de tratamiento térmico y se prefieren transportadores vibratorios y/u oscilantes para hacer avanzar al material de chatarra dentro de dicho canal, los medios de transporte pueden ser de cualquier tipo. Estos están generalmente alineados de forma más o menos horizontal pero también pueden realizarse disposiciones inclinadas. Esto es cierto no solamente con respecto a la superficie de transporte activo (que es igual a la parte de los medios de transporte cubierta por chatarra) de los medios de transporte, sino también para la disposición general de los medios de transporte.
El precalentamiento de la chatarra es importante para reducir la diferencia de temperatura entre la chatarra que se alimenta al interior del caldero de fusión y la masa fundida ya presente en el caldero.
Una desventaja de los dispositivos según la técnica anterior es que solamente la capa superior del material de 45 chatarra, transportado sobre dicho transportador, se precalienta en un grado considerable mientras que cualquier material por debajo de esa capa superior y especialmente la chatarra de la capa inferior, que está en un contacto más o menos directo con el transportador, es en la mayoría de las aplicaciones precalentado insuficientemente. Con respecto a la capa de chatarra más inferior, la refrigeración del transportador con agua y/o aire contradice incluso el aspecto de precalentamiento.
Una consecuencia de esto es una gran estratificación de temperatura dentro del material de chatarra dispuesto en diversas capas sobre el transportador. En dispositivos de la técnica anterior, el grosor total de todas las capas del material de chatarra sobre el transportador es de aproximadamente 800 mm, variando entre 600-1000 mm, mientras que la anchura del transportador está típicamente en el intervalo de 1, 50 a 2, 5 m para encajar con la abertura de 55 carga de la tolva intermedia asociada o el recipiente metalúrgico, respectivamente.
El documento US 5.400.358 A desvela, además, proporcionar quemadores de seguridad en el extremo de descarga del material de la cámara de precalentamiento, pero la instalación de estos quemadores causa problemas adicionales:
Quemadores tales como quemadores de inyección proporcionan llamas puntuales y si acaso zonas de calentamiento puntuales, causando un calentamiento no homogéneo del material de chatarra. También pueden causar la formación de fases fundidas en la capa superior de chatarra, masa fundida que puede penetrar a continuación en las zonas (capas) subyacentes del material de chatarra y/o sobre el transportador, solidificándose de este modo de manera incontrolable y causando problemas técnicos adicionales.
Es un objeto de la presente invención proporcionar un dispositivo de tratamiento térmico del tipo mencionado que cause un precalentamiento más eficaz de la chatarra.
Este objeto se consigue mediante un dispositivo de tratamiento térmico que tiene un fondo, paredes laterales y un techo, que juntos definen un canal, así como medios de transporte, que se extienden en una dirección axial de dicho canal desde un orificio de entrada del canal hasta un orificio de salida de dicho canal, para transferir un material metalúrgico desde dicho orificio de entrada hasta dicho orificio de salida, en el que los medios de transporte tienen una anchura mayor cerca del orificio de entrada que cerca del orificio de salida. Esto significa una diferencia considerable, no tolerancias en la fabricación.
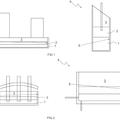
Los medios de transporte pueden ser medios transportadores, por ejemplo un transportador oscilante, opcionalmente equipado con ensanchamientos laterales, en el que los ensanchamientos a lo largo de esa parte de 20 los medios de transporte con menor anchura pueden tener una mayor altura, perpendicular al nivel de transporte, que los ensanchamientos a lo largo de esa parte de los medios de transporte con mayor anchura.
Dado que la masa total de chatarra debe seguir siendo al menos igual (en comparación con dispositivos de la técnica anterior) y constante a lo largo de su recorrido a través del dispositivo de precalentamiento se vuelve 25 evidente que un sistema transportador más ancho permite reducir el grosor de la capa de chatarra total.
Aunque los sistemas transportadores de la técnica anterior habitualmente tienen una anchura del transportador de 1, 50 a 2, 5 m y un grosor total de la capa de chatarra de aproximadamente 60-100 cm, el nuevo sistema incrementa la anchura de los medios de transporte hasta al menos 3, 0 m +/-0, 5 m, es decir la anchura (perpendicular a la dirección de transporte de la chatarra) se dobla aproximadamente, de modo que el grosor de la capa de chatarra puede reducirse en aproximadamente el 50% con la condición de mantener la masa de chatarra más o menos constante. La anchura puede ser 3, 5 m, por ejemplo 4, 0 m.
La carga de la chatarra en el horno se realiza mediante una llamada ventana de carga en el horno, ventana que 35 tiene un tamaño limitado.
En este sentido se vuelve necesario reducir la anchura de los medios de transporte de nuevo antes de que la chatarra se cargue en el horno o, en otras palabras: el transportador o aparato de carga asociado debe encajar con las dimensiones del horno.
A este respecto la invención propone reducir la anchura de los medios de transporte antes de que la chatarra deje el dispositivo o muy poco después, es decir en cualquier caso antes de que la chatarra se cargue en el horno. En este sentido la expresión "cerca del orificio de salida" incluye una realización según la cual la reducción de tamaño de los medios de transporte se realiza fuera del canal de dicho dispositivo.
Según una realización de la invención, la anchura de los medios de transporte disminuye en un factor del 10 al 90% a lo largo del canal entre el orificio de entrada y el orificio de salida. Este intervalo puede estar entre el 20% y el 80%
o el 40% y el 60% en aplicaciones típicas. Esto debe realizarse según una realización opcional a lo largo de un último tercio del canal visto en la dirección axial del canal, comenzando en el orificio de entrada, por ejemplo poco 50 antes o después del orificio de salida del canal.
La anchura de los medios de transporte puede reducirse escalonadamente o de manera continua. Cualesquiera escalones pueden estar dispuestos total o parcialmente perpendiculares a la dirección... [Seguir leyendo]
Reivindicaciones:
1. Un dispositivo de tratamiento térmico (10) que tiene un fondo (12) , paredes laterales (14) y un techo (16) , que definen conjuntamente un canal (18) , así como medios de transporte (24) , que se extienden en una dirección axial de dicho canal (18) desde un orificio de entrada (20) del canal (18) hasta un orificio de salida (22) de dicho canal (18) , para transferir un material metalúrgico (S) desde dicho orificio de entrada (20) hasta dicho orificio de salida (22) , caracterizado porque los medios de transporte (24) tienen una mayor anchura cerca del orificio de entrada (20) que cerca del orificio de salida (22) .
2. Dispositivo según la reivindicación 1, en el que la anchura de los medios de transporte (24) disminuye en un factor del 10 al 90%.
3. Dispositivo según la reivindicación 2, en el que la anchura de los medios de transporte (24) disminuye en un factor del 40 al 70%. 15
4. Dispositivo según la reivindicación 1, en el que la anchura de los medios de transporte (24) disminuye escalonadamente.
5. Dispositivo según la reivindicación 1, en el que la anchura de los medios de transporte (24) disminuye
a lo largo de un último tercio del canal (18) , visto en una dirección axial del canal (18) , comenzando en el orificio de entrada (20) .
6. Dispositivo según la reivindicación 1, en el que el medio de transporte (24) es un medio transportador.
7. Dispositivo según la reivindicación 1, en el que el medio de transporte (24) está equipado con ensanchamientos laterales.
8. Dispositivo según la reivindicación 7, en el que los ensanchamientos a lo largo de esa parte de los medios de transporte (24) con mejor anchura tienen una mayor altura, perpendicular al nivel de transporte, que los 30 ensanchamientos a lo largo de esa parte de los medios de transporte (24) con mayor anchura.
9. Dispositivo según la reivindicación 1, que incluye al menos un medio de construcción (M, 34) para cambiar la posición de al menos parte del material metalúrgico (S) transportado sobre dichos medios de transporte (24) a través del canal (18) . 35
10. Dispositivo según la reivindicación 9, en el que el al menos un medio de construcción se proporciona mediante un escalón (M) , que rebaja un nivel de transporte (L1) de dichos medios de transporte (24) .
11. Dispositivo según la reivindicación 10, en el que el escalón (M) tiene una altura vertical de más de 40 20 cm.
12. Dispositivo según la reivindicación 9, en el que el al menos un medio de construcción se proporciona mediante un escalón (M) , que está dispuesto total o parcialmente perpendicular a la dirección de transporte de la chatarra o total o parcialmente en ángulo con respecto al eje longitudinal del dispositivo (10) , o ambos.
13. Dispositivo según la reivindicación 10, en el que el elemento mecánico (34) está dispuesto de forma estática dentro de dicho dispositivo.
14. Dispositivo según la reivindicación 1, con al menos un elemento de calentamiento (28) , basado en
energía radiante, dispuesto entre dicho orificio de entrada (20) y dicho orificio de salida (22) , de tal manera que el calor radiante liberado por dicho elemento de calentamiento (28) sea dirigido hacia el material metalúrgico (S) sobre dichos medios de transporte (24) .
Patentes similares o relacionadas:
Procedimiento y dispositivo para la detección de variables en la salida de un recipiente metalúrgico, del 22 de Julio de 2020, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Procedimiento para la detección de variables en una salida de un recipiente metalúrgico, en el que la medición y la evaluación se realizan mediante al […]
Inyector de partículas asistido por fluidos, del 24 de Junio de 2020, de BERRY METAL COMPANY: Un inyector de partículas asistido por fluido para un horno metalúrgico, que comprende: un tubo de cubierta ; un tubo del inyector que define un […]
Producción de ferroaleaciones, del 11 de Diciembre de 2019, de NEWSOUTH INNOVATIONS PTY LIMITED: Un procedimiento de producción de una ferroaleación, tal como acero, en un horno de arco eléctrico u otro horno metalúrgico adecuado que comprende […]
 Dispositivo para inyectar material sólido en partículas en un recipiente, del 31 de Octubre de 2019, de Tata Steel Limited: Lanza metalúrgica para extenderse en el interior de un recipiente para inyectar material sólido en partículas en un material fundido contenido en el interior […]
Dispositivo para inyectar material sólido en partículas en un recipiente, del 31 de Octubre de 2019, de Tata Steel Limited: Lanza metalúrgica para extenderse en el interior de un recipiente para inyectar material sólido en partículas en un material fundido contenido en el interior […]
Método para contener y circular un metal líquido y aparato para lo mismo, del 4 de Septiembre de 2019, de EMP TECHNOLOGIES LIMITED: Un aparato metalúrgico que comprende un vaso para contener un cuerpo de metal líquido y un aparato de circulación para hacer circular el cuerpo de metal […]
 Procedimiento y disposición para operar un horno metalúrgico y un producto de un programa de ordenador, del 28 de Agosto de 2019, de Outotec (Finland) Oy: Un procedimiento para operar un horno metalúrgico , en el que el procedimiento comprende:
Una etapa de alimentación para alimentar un material de alimentación […]
Procedimiento y disposición para operar un horno metalúrgico y un producto de un programa de ordenador, del 28 de Agosto de 2019, de Outotec (Finland) Oy: Un procedimiento para operar un horno metalúrgico , en el que el procedimiento comprende:
Una etapa de alimentación para alimentar un material de alimentación […]
 Mejoras en la producción de ferroaleaciones, del 28 de Agosto de 2019, de NEWSOUTH INNOVATIONS PTY LIMITED: Un método para producir una ferroaleación en un horno de arco eléctrico, comprendiendo el método las etapas de:
(i) eliminar y separar el acero […]
Mejoras en la producción de ferroaleaciones, del 28 de Agosto de 2019, de NEWSOUTH INNOVATIONS PTY LIMITED: Un método para producir una ferroaleación en un horno de arco eléctrico, comprendiendo el método las etapas de:
(i) eliminar y separar el acero […]
Método y disposición para ajustar las características de un proceso de horno en un espacio de horno y unidad de inyección, del 21 de Agosto de 2019, de Outotec (Finland) Oy: Un método para ajustar las características de un proceso de horno en un espacio de horno limitado por una coraza de horno de un horno metalúrgico […]