Dispositivo de transferencia para una prensa.
Prensa con un dispositivo de transferencia con un transporte preferiblemente de varios ejes de piezas de trabajo a través de estaciones de proceso con dos carriles de soporte o de prensión dispuestos paralelos entre sí,
donde por superposición de movimientos de varios accionamientos se lleva a cabo un movimiento de avance, un movimiento de elevación/descenso y un movimiento de apertura/cierre, y donde los carriles de soporte o de prensión están suspendidos y guiados mediante una disposición de barras articuladas para llevar a cabo los movimientos sin otros elementos de guía, caracterizada porque los medios de transmisión de movimientos (13, 14, 18, 19, 21, 22) están dispuestos esencialmente en la zona entre los soportes (3a) y (3b) o (2a) y (2b) de la prensa, y que las barras articuladas (22) entran en contacto con los carriles de prensión (10, 11) para iniciar un movimiento de apertura/cierre desde la dirección del centro de la máquina (16).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2007/001716.
Solicitante: MULLER WEINGARTEN AG.
Nacionalidad solicitante: Alemania.
Dirección: SCHUSSENSTRASSE 11 88250 WEINGARTEN ALEMANIA.
Inventor/es: REICHENBACH, RAINER, SPIESSHOFER, THOMAS, AMANN,TOBIAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D43/05 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 43/00 Dispositivos de alimentación, de alineamiento o de almacenado combinados con aparatos para trabajar o tratar la chapa, tubos o perfiles, dispuestos en estos aparatos o especialmente adaptados para ser utilizados en asociación con estos aparatos; Asociación de dispositivos de corte con estos aparatos (dispositivos de corte asociados a las herramientas, ver los grupos previstos para estas herramientas). › especialmente adaptados a las prensas de fases múltiples.
- B21J13/08 B21 […] › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 13/00 Partes constitutivas de máquinas para forjar, prensar o martillar. › Accesorios para la manipulación de las piezas o de las herramientas.
- B30B15/30 B […] › B30 PRENSAS. › B30B PRENSAS EN GENERAL; PRENSAS NO PREVISTAS EN OTRO LUGAR (producción de las ultrapresiones o de ultrapresiones con temperaturas elevadas para obtener modificaciones en una sustancia, p. ej. para fabricar diamantes artificiales, B01J 3/00). › B30B 15/00 Partes constitutivas de prensas o accesorios de prensas; Medidas auxiliares tomadas en relación con el prensado (dispositivos de seguridad F16P). › Suministro del material a las prensas.
- B65G25/02 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 25/00 Transportadores que tienen portacargas o un impulsor de movimientos cíclicos, p.ej. de vaivén, que se desprende de la carga durante el movimiento de retorno (de sacudidas B65G 27/00). › teniendo el portacargas o el impulsor caminos de ida y vuelta diferentes, p. ej. transportadores de balancín.
PDF original: ES-2502890_T3.pdf
Fragmento de la descripción:
Dispositivo de transferencia para una prensa
La invención se refiere a una prensa con un dispositivo de transferencia según el preámbulo de la reivindicación 1. Estado de la técnica
Un dispositivo de transporte para transportar piezas de trabajo en una prensa de transferencia consiste por regla general en dos carriles de prensión que transcurren en dirección de transporte de las piezas de trabajo, que llevan a cabo junto al movimiento longitudinal y de elevación, un movimiento transversal adicional, donde se proporcionan elementos de prensión en los carriles de prensión. Para el accionamiento de estos carriles de prensión se utilizan en los últimos tiempos diferentes accionamientos eléctricos, los cuales han substituido casi completamente los accionamientos mecánicos habituales acoplados al accionamiento de la prensa.
Según el documento DE 195 6 79 A1 se conoce un dispositivo para la transferencia de piezas de trabajo a través de una sucesión de estaciones de proceso de una prensa, de un simulador o similar, que presenta dos carriles de transporte que se extienden en dirección de transporte paralelos con una distancia entre sí. En los carriles de transporte se proporcionan instalaciones de alojamiento para las piezas de trabajo a transportar. Los carriles de transporte pueden moverse en conjunto el uno hacia el otro en dirección vertical y horizontal mediante respectivamente motores lineares dispuestos por pares. Los sistemas de accionamiento para los movimientos en los tres ejes de movimiento están configurados como motores lineares dispuestos por pares, donde los motores lineares opuestos en lo que se refiere al eje central de la prensa pueden controlarse de manera sincronizada. Son desventajosas en esta solución las grandes cantidades de piezas que se mueven. Particularmente los accionamientos de los ejes de movimiento individuales están dispuestos unos encima de otros y debido a ello tienen que desplazarse también durante el movimiento de transporte. Esto influye negativamente en la dinámica del sistema en conjunto. Es desventajoso además, que los motores lineares que se utilizan, solo son adecuados de manera condicionada para la utilización en máquinas conformadoras, ya que mediante una fuerza de atracción magnética, se atraen partículas y de esta manera junto con otras partículas de suciedad se ensucian las superficies de rodadura de los accionamientos lineales. Esto tiene como consecuencia un alto esfuerzo de mantenimiento. Mediante la utilización de conducciones lineares han de asumirse además desventajas como por ejemplo desgaste de las conducciones o ensuciamiento de la instalación debido a la lubricación de las conducciones. Las conducciones de lubricación también tienen que estar previstas constructivamente.
El documento genérico DE 1 12 22 A1 ya hace frente a estas desventajas. Se divulga un accionamiento de transferencia que renuncia en gran medida a conducciones de mantenimiento intensivo para los elementos de movimiento individuales. Se propone un accionamiento que consiste en barras articuladas móviles en disposición suspendida. Mediante la utilización de un accionamiento de tres dimensiones se logra un tipo de "suspensión de varios puntos", esto quiere decir, que los carriles de prensión están suspendidos de manera definida en articulaciones en los tres ejes de movimiento, de manera que puede renunciarse a conducciones habituales. Es ventajoso en este caso que todas las barras articuladas y barras de empuje están dispuestas por encima del plano de transporte de las piezas de trabajo, de manera que el espacio de la herramienta tiene un buen acceso y no existen aparatos de tierra molestos. Esto es especialmente ventajoso al utilizar cintas de transporte o estaciones de depósito.
Es desventajoso en esta disposición, que la disposición constructiva de los accionamientos y de las barras articuladas necesita mucho espacio. Particularmente la transmisión del movimiento para el movimiento de apertura y de cierre de los carriles de prensión se transmite a través de un mecanismo muy amplio de articulaciones giratorias y barras articuladas. Esto tiene como consecuencia que el accionamiento de transferencia descrito arriba tiene que colocarse completamente fuera de los soportes en dirección de paso. Debido a ello los carriles de prensión tienen que ser tan largos, que sobresalgan por ambos lados de las zonas del soporte. Esto significa por su parte una gran masa, que tiene que desplazarse durante el movimiento de transporte, y con ello un empeoramiento de la dinámica en comparación con la utilización de carriles de prensión más cortos. Mediante la suspensión de los carriles de prensión fuera de los soportes de la prensa, la separación de las bases es relativamente grande, lo cual tiene como consecuencia una gran flexión de los carriles de prensión. Para reducir la flexión los carriles de prensión tienen que configurarse con grosores de pared mayores. Esto por su parte tiene efectos negativos en la dinámica.
Otra desventaja que resulta de la gran necesidad de espacio del accionamiento de transferencia descrito, es que para algunas utilizaciones, en las que por parte del cliente solo está a disposición un espacio reducido, este dispositivo de transferencia no es utlllzable.
Tarea y ventaja de la invención
La invención se basa en la tarea de desarrollar un accionamiento de transferencia partiendo de la base del estado de la técnica descrito arriba, en el que los carriles de prensión se sujeten mediante barras articuladas y se accionen mediante servomotores, y en los que los medios de accionamiento y los medios de transferencia de movimiento estén dispuestos en su mayor parte en la zona del soporte. El accionamiento de transferencia según la invención ha de configurarse además con un mínimo de piezas móviles, compacto y con ello económico. Esta tarea se soluciona partiendo de una prensa con un dispositivo de transferencia según el preámbulo de la reivindicación 1 mediante los rasgos caracterizadores de la reivindicación 1. En las reivindicaciones dependientes se realizan perfeccionamientos ventajosos y mejoras del dispositivo de transferencia señalado en la reivindicación principal.
La invención se basa en la idea principal de disponer de tal manera los medios de transferencia de movimientos, los cuales actúan entre los accionamientos y los carriles de prensión, que estos en su mayor parte se colocan entre los soportes. En este caso no han de utilizarse conducciones lineares, sino solamente articulaciones, que se caracterizan por un rendimiento mayor debido a pérdidas de fricción reducidas. Además de ello las articulaciones pueden lubricarse y sellarse mejor.
Pese a la forma de construcción compacta de la prensa según la invención con el dispositivo de transferencia, pueden llevarse a cabo junto con las funciones de transporte también todas aquellas funciones adicionales conocidas del estado de la técnica para un dispositivo de transferencia de prensión, como por ejemplo ajuste de las anchuras de los carriles de prensión o funciones de cambio de herramientas.
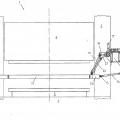
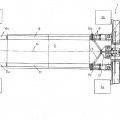
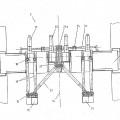
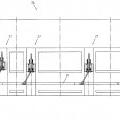
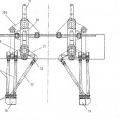
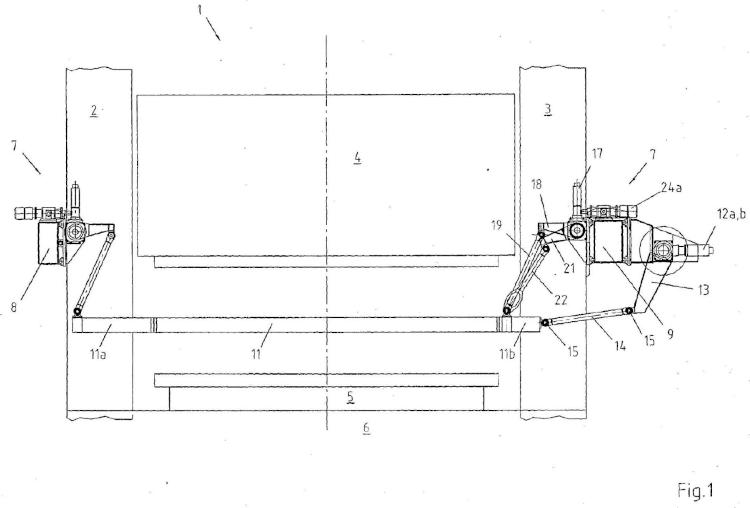
El dispositivo de transferencia de la prensa según la invención está alojado sobre dos travesaños que están fijados a los respectivos pares de soportes. Sobre estos travesaños están alojados los accionamientos, desplazares transversalmente con respecto a la dirección de paso, para posibilitar un ajuste de la anchura del carril de prensión. El movimiento de avance, el movimiento de elevación y el movimiento de apertura/cierre se generan por el hecho de que en los extremos de los carriles de prensión hay alojadas esféricamente barras articuladas o pares de barras articuladas. Los extremos opuestos de las barras articuladas están alojados por su parte esféricamente en palancas, que están unidas de manera giratoria con los correspondientes accionamientos.
Una característica esencial del dispositivo de transferencia de la prensa según la invención es la disposición del tirante del movimiento de apertura/cierre. Mediante la tarea nombrada arriba de colocar los medios de transferencia de movimientos de esa manera en la zona del soporte, ya no es posible como se conoce en el estado de la técnica, articular el carril de prensión desde fuera e inducir un movimiento con mecanismos de palanca adecuados.
En el dispositivo de transferencia de la prensa según la invención se disponen por ello los tirantes de accionamiento para los movimientos de apertura/cierre centralmente entre los carriles de prensión, en simetría con la línea central de la máquina. Se proporciona preferiblemente un tirante de accionamiento para cada extremo de carril de prensión. La unidad de accionamiento para el movimiento de apertura/cierre, como también las unidades de accionamiento... [Seguir leyendo]
Reivindicaciones:
1. Prensa con un dispositivo de transferencia con un transporte preferiblemente de varios ejes de piezas de trabajo a través de estaciones de proceso con dos carriles de soporte o de prensión dispuestos paralelos entre sí, donde por superposición de movimientos de varios accionamientos se lleva a cabo un movimiento de avance, un movimiento de elevación/descenso y un movimiento de apertura/cierre, y donde los carriles de soporte o de prensión están suspendidos y guiados mediante una disposición de barras articuladas para llevar a cabo los movimientos sin otros elementos de guía, caracterizada porque los medios de transmisión de movimientos (13, 14, 18, 19, 21, 22) están dispuestos esencialmente en la zona entre los soportes (3a) y (3b) o (2a) y (2b) de la prensa, y que las barras articuladas (22) entran en contacto con los carriles de prensión (1, 11) para iniciar un movimiento de apertura/cierre desde la dirección del centro de la máquina (16).
2. Prensa según la reivindicación 1, caracterizada porque los medios de transmisión de movimientos están unidos mediante cojinetes esféricos, tanto con los carriles de prensión (1, 11), como también con las palancas de accionamiento (13, 18, 21), así como entre ellos.
3. Prensa según las reivindicaciones 1 y/o 2, caracterizada porque los movimientos de avance, los movimientos de elevación/descenso y los movimientos de apertura/cierre de los carriles de prensión (1, 11) se realizan mediante superposiciones de movimientos de todos los accionamientos utilizados.
4. Prensa según una o varias de las reivindicaciones 1 a 3, caracterizada porque al menos una barra articulada (22) presenta en el extremo vuelto hacia el carril de prensión (1) una escotadura tipo horquilla, que envuelve al menos otra barra articulada (19).
5. Prensa según una o varias de las reivindicaciones 1 a 4, caracterizada porque los accionamientos (2) para el movimiento de apertura/cierre y las correspondientes palancas de accionamiento (21), están dispuestos entre los soportes (3a, b, 2a, b) simétricamente con respecto al centro de la máquina (16) y cerca del centro de la máquina
(16).
6. Prensa según una o varias de las reivindicaciones 1 a 5, caracterizada porque los accionamientos (12, 17, 2) están unidos fijamente con un carro común (23), el cual está alojado desplazable transversalmente sobre un travesaño (9), y donde en particular respectivamente dos carros (23) son desplazables y/o ajustables simétricamente con respecto al centro de la máquina mediante un accionamiento común (24a).
7. Prensa según una o varias de las reivindicaciones 1 a 6, caracterizada porque el giro de la palanca giratoria (18) para el accionamiento de elevación y/o de la palanca giratoria (21) para el movimiento de cierre, se lleva a cabo en un eje horizontal, transversal con respecto a la dirección de paso y que preferiblemente el giro de la palanca giratoria (3) para el movimiento de elevación y/o de la palanca giratoria (31) para el movimiento de cierre se lleva a cabo en un eje horizontal en dirección de paso.
8. Prensa según una o varias de las reivindicaciones 1 a 7, caracterizada porque la Introducción del movimiento a las barras articuladas (19) y/o (22) se lleva a cabo mediante accionamientos lineares que actúan verticalmente.
9. Prensa según una o vahas de las reivindicaciones 1 a 8, caracterizada porque el movimiento de apertura/cierre de los carriles de prensión (1, 11) se produce mediante una variación dinámica de la longitud de la barra articulada (22).
1. Prensa según una o varias de las reivindicaciones 1 a 9, caracterizada porque el movimiento de elevación de los carriles de prensión (1, 11) se produce mediante una variación dinámica de la longitud de las barras articuladas (19).
11. Prensa según la reivindicación 9 y 1, caracterizada porque el movimiento de apertura/cierre de los carriles de prensión (1, 11) se produce mediante una variación dinámica de la longitud de la barra articulada (22) en conexión con una introducción de movimiento mediante una palanca giratoria (21) o un accionamiento linear.
12. Prensa según una o varias de las reivindicaciones 1 a 11, caracterizada porque los accionamientos de todas las barras articuladas de producen mediante motores lineares.
13. Prensa según una o varias de las reivindicaciones 1 a 12, caracterizada porque los puntos de contacto (15) de las barras articuladas (19) y (22) están dispuestos en los carriles de prensión desplazados axialmente o contra la dirección de paso.
14. Prensa según una o varias de las reivindicaciones 1 a 13, caracterizada porque la barra articulada (22) está dispuesta como barra doble antes y después de al menos una de las barras articuladas (19).
15. Prensa según una o varias de las reivindicaciones 1 a 14, caracterizada porque los ejes de giro de todas las palancas de giro pueden disponerse espacialmente en cualquier lugar.
Patentes similares o relacionadas:
Procedimiento de transporte para la transferencia de piezas de trabajo, del 10 de Junio de 2020, de HATEBUR UMFORMMASCHINEN AG: Procedimiento de transporte para la transferencia de piezas de trabajo entre varias etapas sucesivas de una instalación […]
Método y disposición para generar y probar trayectorias de transporte de piezas de trabajo candidatas en una prensa con varias estaciones, del 22 de Abril de 2020, de GUDEL GROUP AG: Método para la generar y probar trayectorias de transporte de piezas de trabajo candidatas en una prensa de estación múltiple, comprendiendo los […]
Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento, del 1 de Abril de 2020, de HATEBUR UMFORMMASCHINEN AG: Dispositivo de transporte para la transferencia de piezas de trabajo en una instalación de procesamiento (M) que comprende al menos dos […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 4 de Marzo de 2020, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de […]
Procedimiento para optimizar perfiles de movimiento, procedimiento para proporcionar perfiles de movimiento, dispositivo de control, instalación y producto de programa informático, del 4 de Diciembre de 2019, de SIEMENS AKTIENGESELLSCHAFT: Procedimiento para optimizar los perfiles de movimiento (B1, B2) en una instalación (A), donde la instalación (A) presenta al menos una prensa (1a, 1b, 1c) con […]
Dispositivo de avance paso a paso de piezas de trabajo, del 7 de Mayo de 2019, de Sander Automation GmbH: Dispositivo de avance paso a paso de piezas de trabajo que comprende dos carriles de agarre dispuestos paralelamente uno a otro […]
Dispositivo de accionamiento para un transporte multiaxial de piezas de trabajo a través de estaciones de mecanizado consecutivas de una máquina de mecanizado, del 5 de Abril de 2019, de Schuler Pressen GmbH: Dispositivo de accionamiento para un transporte multiaxial de piezas de trabajo a través de estaciones de mecanizado consecutivas […]
Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, así como procedimiento de funcionamiento de la misma, del 13 de Febrero de 2019, de BENTELER AUTOMOBILTECHNIK GMBH: Línea de termoformación para fabricar productos de chapa de acero termoconformados y presotemplados, que presenta una estación de atemperado […]