PROCEDIMIENTO Y DISPOSITIVO PARA CONTROLAR Y REGULAR FUERZAS EN PRENSAS SERVOELECTRICAS.
Procedimiento para controlar y regular fuerzas en prensas servoeléctricas en las que se pueden controlar los pares de giro de los servomotores (1,
11), caracterizado porque los pares de giro nominales - calculables a partir de la evolución nominal ingresable de las fuerzas específicas de las piezas y del proceso - para el servomotor o los servomotores (1, 11) de accionamiento del macho (3) y/o de la almohadilla de embutición (12) pueden corregirse o limitarse, para dar un par de giro nominal resultante Mres, en función de magnitudes de influencia, tales como la evolución de la multiplicación de engranaje i(phi;), la aceleración an = f(f) y el rozamiento Mr, con valores de corrección de par de giro (Mcorr1 = f[an(f),J,?] y Mcorr2 = Mr = f(Fnom,v) y Mnom(f) = f[Fnom(f),i(f)] controlados por un árbol de mando (41, 60) y/o por la posición (55) de la almohadilla, y porque el valor nominal de corriente para el regulador de corriente (48) se puede generar a partir del par de giro nominal resultante Mres y del factor de par de giro KM(?) de los servomotores (1, 11) dependiente de la temperatura
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/DE2006/001438.
Solicitante: MULLER WEINGARTEN AG.
Nacionalidad solicitante: Alemania.
Dirección: SCHUSSENSTRASSE 11,88250 WEINGARTEN.
Inventor/es: DARR, UWE, SCHMIDT, STEFFEN, HEDLER,RAINER.
Fecha de Publicación: .
Fecha Concesión Europea: 9 de Diciembre de 2009.
Clasificación Internacional de Patentes:
- B30B15/14E
- G05B19/18F
- G05B19/404 FISICA. › G05 CONTROL; REGULACION. › G05B SISTEMAS DE CONTROL O DE REGULACION EN GENERAL; ELEMENTOS FUNCIONALES DE TALES SISTEMAS; DISPOSITIVOS DE MONITORIZACION O ENSAYOS DE TALES SISTEMAS O ELEMENTOS (dispositivos de maniobra por presión de fluido o sistemas que funcionan por medio de fluidos en general F15B; dispositivos obturadores en sí F16K; caracterizados por particularidades mecánicas solamente G05G; elementos sensibles, ver las subclases apropiadas, p. ej. G12B, las subclases de G01, H01; elementos de corrección, ver las subclases apropiadas, p. ej. H02K). › G05B 19/00 Sistemas de control por programa (aplicaciones específicas, ver los lugares apropiados, p. ej. A47L 15/46; relojes que implican medios anejos o incorporados que permiten hacer funcionar un dispositivo cualquiera en un momento elegido de antemano o después de un intervalo de tiempo predeterminado G04C 23/00; marcado o lectura de soportes de registro con una información digital G06K; registro de información G11; interruptores horarios o de programa horario que se paran automáticamente cuando el programa se ha realizado H01H 43/00). › caracterizado por disposiciones de control para la compensación, p. ej. la holgura, el exceso, el desfase de la herramienta, el desgaste de la herramienta, la temperatura, los errores de construcción de la máquina, la carga, la inercia (G05B 19/19, G05B 19/41 tiene prioridad).
Clasificación PCT:
- G05B19/18 G05B 19/00 […] › Control numérico (NC), es decir, máquinas que funcionan automáticamente, en particular máquinas herramientas, p. ej. en un entorno de fabricación industrial, para efectuar un posicionamiento, un movimiento o acciones coordinadas por medio de datos de un programa en forma numérica (G05B 19/418 tiene prioridad).
- G05B19/404 G05B 19/00 […] › caracterizado por disposiciones de control para la compensación, p. ej. la holgura, el exceso, el desfase de la herramienta, el desgaste de la herramienta, la temperatura, los errores de construcción de la máquina, la carga, la inercia (G05B 19/19, G05B 19/41 tiene prioridad).
Fragmento de la descripción:
Procedimiento y dispositivo para controlar y regular fuerzas en prensas servoeléctricas.
La invención concierne a un procedimiento para controlar y regular fuerzas en prensas servoeléctricas según el preámbulo de la reivindicación 1 y a un dispositivo para poner en práctica el procedimiento según el preámbulo de las reivindicaciones 7 u 8.
Estado de la técnica
En el documento JP 11058100 A se describen un dispositivo y un método para proteger útiles en servoprensas, que establecen con ayuda de un sensor de corriente de motor y un sensor de posición si la fuerza de prensado del macho en un rango de posición determinado sobrepasa el valor máximo admisible y en tal caso ponen en marcha una parada de emergencia del macho. Este método no tiene en cuenta que, según el desarrollo del movimiento del macho, se necesita una porción determinada de la corriente del motor para la aceleración y el frenado de inercias de masa lineales y rotativas y, por tanto, esta porción no entra en acción como fuerza de prensado. La aplicación de este dispositivo y este método se limita así solamente a fases de movimiento con velocidad constante.
Según el documento DE 195 36 728 A1, se conoce un equipo de control de accionamiento para una máquina troqueladora accionable por medio de un servomotor, en el que con un par de accionamiento total limitadamente disponible se puede ajustar la altura mínimamente necesaria de la carrera para elevar la tasa de impactos de modo que, en caso de una alta demanda de par de troquelado, la aceleración del macho desde la posición de inversión superior esté ya concluida antes del proceso de troquelado o, en caso de una pequeña demanda de par de troquelado, se pueda aprovechar todavía durante el proceso de troquelado un par de aceleración proporcional.
El correspondiente equipo de control del macho para el accionamiento del servomotor contiene un equipo de control de posicionamiento y un equipo de control de velocidad con cuya señal de salida se puede activar el servomotor a través de un amplificador, captándose dentro del circuito de regulación de posición, por un lado, la posición real por medio de un detector de posición y realimentándose ésta al equipo de control de posicionamiento, y realimentándose, por otro lado, la velocidad real al equipo de control de velocidad por medio de un detector de velocidad.
Aparte de la altura ajustable de la chapa, se pueden recuperar por parte del equipo de control la curva de velocidad almacenable y el par de giro de aceleración, así como el par de giro de troquelado, el cual se calcula realimentando el valor real de par de giro obtenido a partir de los valores de corriente eléctrica de un detector de par de giro.
El par de giro total tiene en cuenta también un par de rozamiento que origina el rozamiento de los elementos móviles.
No se revela un control y regulación de fuerzas y de sus pares de giro correspondientes.
En el documento EP 1 201 416 A1 se revela un dispositivo para corregir el punto de inversión inferior en servoprensas con accionamiento de husillo para el movimiento del macho. Dentro de un circuito de regulación de posición con realimentación de valor real de la posición del macho para captar el punto de inversión inferior se deberán compensar los desplazamientos del punto de inversión inferior a consecuencia del ballesteo elástico bajo carga y dilataciones térmicas.
Aparte de una escala lineal para captar la posición del macho, está integrado en el controlador un sensor para captar la temperatura del útil de conformación. Además, para obtener la fuerza del macho se evalúan los valores de corriente del servomotor en el controlador o se registra directamente la fuerza del macho con una cápsula dinamométrica.
La realimentación de la fuerza real sirve aquí para la comparación con una fuerza nominal prefijada, con lo que se pone en marcha una corrección de posición correspondiente del punto de inversión inferior. No se revela un control y regulación de las propias fuerzas o pares de giro.
En el documento EP 0 922 562 A1 se describe un método para la regulación del par en prensas servoeléctricas que corrige, en función de la aceleración, el valor para limitar el par del motor. La fuerza de prensado puede ser limitada así en cualquier fase de movimiento del macho, sin medición directa de fuerza, al valor máximo deseado. En este método se deberá calcular la porción de par dependiente de la aceleración en función de la velocidad nominal o real actual y se deberá corregir así el valor para limitar el par del motor. Dado que la velocidad del macho de la prensa está sometida a variaciones durante el proceso de conformación y esta velocidad tiene que diferenciarse adicionalmente para obtener la aceleración, este método es susceptible de provocar perturbaciones de la señal de velocidad. Para mejorar esto se propone utilizar filtros de paso bajo o los llamados observadores, con lo que, por un lado, se perjudica la exactitud y, por otro, se incrementa la potencia de cálculo necesaria del equipo de control. Además, en ambas soluciones es desventajoso el hecho de que se dejan sin tener en cuenta otras magnitudes de influencia que pueden conducir a una desviación de la fuerza de prensado obtenida a través del par del motor. Pertenecen a éstas sustancialmente la dependencia del factor de par de giro del motor respecto de la temperatura, el rozamiento en el sistema y eventualmente multiplicaciones de engranaje variables. Otra magnitud de influencia se presenta especialmente en prensas con accionamientos por palanca o por manivela.
En el documento DE 199 52 941 A1 se propone un procedimiento de control para servoprensas con varios machos, que emplea una combinación de regulación de posición y limitación de par para conseguir una distribución de carga definida entre los machos de la prensa y reducir la influenciación mutua. Dado que este procedimiento se dirige a prensas con varios machos, no se muestra ninguna solución para regular la inclinación de un macho de prensa con varios puntos de presión. Además, el desarrollo del movimiento se controla en función del tiempo, con lo que las magnitudes de perturbación que aparezcan en el desarrollo del movimiento incrementan el riesgo de una asincronicidad, por un lado, con equipos periféricos y, por otro, con machos contiguos de una instalación de varias prensas.
Además, las soluciones antes citadas se limitan a su aplicación al accionamiento del macho. No está prevista una utilización en almohadillas de embutición servoeléctricas de prensas.
Problema y ventaja de la invención
La invención se basa en el problema de crear un procedimiento y un dispositivo para controlar y regular fuerzas en prensas con accionamientos servoeléctricos de macho y/o de almohadilla de embutición, en los que se haga posible un desarrollo preciso y reproducible del proceso de conformación por medio de una estructura sencilla de control y regulación, teniendo en cuenta al propio tiempo las magnitudes de influencia, tales como aceleración, multiplicación de engranaje, rozamiento y temperatura, con o sin empleo de sensores de fuerza o de par separados que capten el valor real.
Según la invención, el problema se resuelve por medio de un procedimiento para controlar y regular fuerzas en prensas servoeléctricas con las características de la reivindicación 1. Otras ejecuciones detalladas del procedimiento se describen en las reivindicaciones 2 a 6. La puesta en práctica del procedimiento según las reivindicaciones 1 a 6 se efectúa con un dispositivo dotado de las características según las reivindicaciones 7 u 8.
El procedimiento y el dispositivo son adecuados tanto para el accionamiento del macho como para almohadillas de embutición con accionamientos servoeléctricos y representan un complemento ventajoso del controlador de desarrollo necesario para el respectivo accionamiento. Es especialmente ventajoso a este respecto que estos controladores de desarrollo trabajen sobre la base de una regulación de disco de leva electrónico controlado por árbol de mando y que este árbol de mando sea utilizado también para el procedimiento propuesto.
Aparte de la aplicación combinatoria de accionamientos servoeléctricos para el movimiento del macho y el movimiento de la almohadilla de embutición conjuntamente en una prensa servoeléctrica, es imaginable también accionar solamente el macho por vía servoeléctrica cuando se hace uso de una almohadilla de embutición convencional, por ejemplo hidráulica, o bien utilizar solamente una almohadilla...
Reivindicaciones:
1. Procedimiento para controlar y regular fuerzas en prensas servoeléctricas en las que se pueden controlar los pares de giro de los servomotores (1, 11), caracterizado porque los pares de giro nominales - calculables a partir de la evolución nominal ingresable de las fuerzas específicas de las piezas y del proceso - para el servomotor o los servomotores (1, 11) de accionamiento del macho (3) y/o de la almohadilla de embutición (12) pueden corregirse o limitarse, para dar un par de giro nominal resultante Mres, en función de magnitudes de influencia, tales como la evolución de la multiplicación de engranaje i(
2. Procedimiento para controlar y regular fuerzas en prensas servoeléctricas según la reivindicación 1, caracterizado porque antes del comienzo del desarrollo del procedimiento se almacenan en el controlador durante la primera fase de preparación (20) las evoluciones de la multiplicación de engranaje específicas de la máquina y, en caso necesario, del rozamiento y el factor de par de giro de los servomotores (1, 11), porque en la segunda fase de preparación (21) se ingresan, calculan y almacenan en el controlador las evoluciones nominales específicas de las piezas para posición y fuerza, y porque en la tercera fase de preparación (22) se calcula a partir de la evolución de posición y de la multiplicación de engranaje una evolución de aceleración normalizada (61) para los servomotores (1, 11) que depende de la posición del árbol de mando.
3. Procedimiento para controlar y regular fuerzas en prensas servoeléctricas según la reivindicación 1 ó 2, caracterizado porque durante el ciclo de movimiento se capta o genera en el primer paso (24) del procedimiento la posición del árbol de mando (41, 60), porque en un segundo paso del procedimiento se calcula el par de giro nominal a partir de la evolución de fuerza y de la multiplicación de engranaje asociada a la posición momentánea del árbol de mando, porque, en función del tipo de prensa, se calcula en otro paso del procedimiento un primer valor de corrección de par de giro (63) a partir del valor de aceleración normalizado asociado a la posición momentánea del árbol de mando, de la velocidad momentánea (62) del árbol de mando y de la masa que se ha de acelerar, porque, en función del tipo de prensa, se calcula en otro paso del procedimiento un segundo valor de corrección de par de giro a partir del valor de rozamiento asociado al valor nominal de fuerza momentáneo y a la velocidad real, porque en otro paso del procedimiento se forma un valor suma a partir del par de giro nominal con los valores de corrección de par de giro primero y segundo, y porque en otro paso del procedimiento se calcula un valor nominal de corriente a partir del valor suma y de un factor de par de giro asociado a la temperatura momentánea del motor, se entrega dicho valor nominal de corriente al regulador de corriente (48) y se prosigue cíclicamente el desarrollo del procedimiento.
4. Procedimiento para controlar y regular fuerzas en prensas servoeléctricas según la reivindicación 1, caracterizado porque antes del comienzo del desarrollo del procedimiento se almacenan en el controlador durante la primera fase de preparación (20) las evoluciones específicas de la máquina para la multiplicación de engranaje y, en caso necesario, para el rozamiento y el factor de par de giro de los servomotores (1, 11), porque en la segunda fase de preparación (21) se ingresan, calculan y almacenan en el controlador las evoluciones nominales específicas de las piezas para posición y fuerza, porque en la tercera fase de preparación (22) se calcula a partir de la evolución de posición y de la multiplicación de engranaje una evolución de aceleración normalizada (61) para los servomotores (1, 11) que depende de la posición del árbol de mando, y porque en la cuarta fase de preparación (30) se calcula una evolución de par de giro dependiente de la posición del árbol de mando a partir de la evolución de fuerza, de la evolución de la multiplicación de engranaje y, en caso necesario, de la evolución del rozamiento.
5. Procedimiento para controlar y regular fuerzas en prensas servoeléctricas según la reivindicación 1 ó 4, caracterizado porque durante el ciclo de movimiento se capta o genera en el primer paso (24) del procedimiento la posición del árbol de mando (41, 60), porque, en función del tipo de prensa, se calcula en otro paso del procedimiento un primer valor de corrección de par de giro a partir del valor de aceleración normalizado asociado a la posición momentánea del árbol de mando, de la posición momentánea del árbol de mando y de la masa que se ha de acelerar, porque, en función del tipo de prensa, se calcula en otro paso del procedimiento un segundo valor de corrección de par de giro a partir del valor de rozamiento asociado al valor nominal de fuerza momentáneo y a la velocidad real, porque en otro paso del procedimiento se lee de la evolución de par de giro nominal el par de giro nominal correspondiente a la posición actual y se forma un valor suma con el valor o los valores de corrección de par de giro, y porque en un cuarto paso del procedimiento se calcula un valor nominal de corriente a partir del valor suma y de un factor de par de giro asociado a la temperatura momentánea del motor, se entrega dicho valor nominal de corriente al regulador de corriente (48) y se prosigue cíclicamente el desarrollo del procedimiento.
6. Procedimiento para controlar y regular fuerzas en prensas servoeléctricas según una o más de las reivindicaciones anteriores, caracterizado porque en la tercera fase de preparación (22) se calcula la evolución de aceleración normalizada (61) de las masas rotativa y/o linealmente movidas, y porque durante el ciclo de movimiento se calcula en otro paso del procedimiento un valor de corrección a partir del valor de aceleración rotativa y/o lineal normalizado asociado a la posición momentánea del árbol de mando, de la velocidad momentánea (62) del árbol de mando y de las masas rotativas y/o lineales que se han de acelerar.
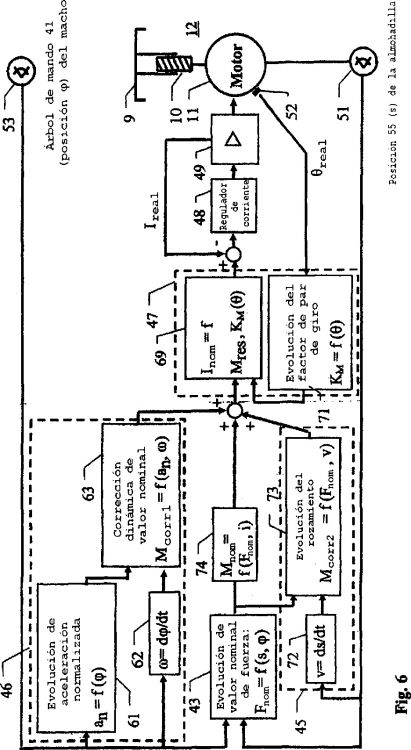
7. Dispositivo para controlar y regular fuerzas en prensas servoeléctricas en las que se pueden controlar los pares de giro de los servomotores (1, 11), caracterizado porque al menos un regulador de corriente (48) unido con un servoamplificador (49) recibe su valor nominal de una unidad funcional (69) para calcular el valor nominal de corriente, cuyas magnitudes de entrada son formadas, por un lado, por la señal del par de giro nominal resultante obtenido, como suma, de un equipo de control de valor nominal de fuerza (43) controlado por el árbol de mando, de una unidad funcional (44) controlada por el árbol de mando para el cálculo de par de giro dependiente de la multiplicación, de una unidad funcional (46) controlada por el árbol de mando para el primer valor de corrección de par de giro dependiente de la aceleración y de una unidad funcional (45) controlada por el árbol de mando para el segundo valor de corrección de par de giro dependiente del rozamiento, y, por otro lado, por la señal de la unidad funcional (71) para la evolución, dependiente de la temperatura, del factor de par de giro.
8. Dispositivo para controlar y regular fuerzas en prensas servoeléctricas en las que se pueden controlar los pares de giro de los servomotores (1, 11), caracterizado porque al menos un regulador de corriente (48) unido con un servoamplificador (49) recibe su valor nominal de una unidad funcional (69) para calcular el valor nominal de corriente, cuyas magnitudes de entrada son formadas, por un lado, por la señal del par de giro nominal resultante - para precontrolar un circuito de regulación de fuerza con sensor (54) de fuerza o de par de giro - obtenido, como suma, de un equipo de control de par de giro (42) controlado por el árbol de mando y de una unidad funcional (46) controlada por el árbol de mando para el primer valor de corrección de par de giro dependiente de la aceleración, y, por otro lado, por la señal de la unidad funcional (71) para la evolución, dependiente de la temperatura, del factor de par de giro.
Patentes similares o relacionadas:
Método de evaluación de un proceso de fabricación o mecanizado en el que se realiza al menos una etapa de mecanizado en una banda de acero, del 9 de Octubre de 2019, de VDEH-BETRIEBSFORSCHUNGSINSTITUT GMBH: Método para la evaluación de un proceso de producción en el que se lleva a cabo al menos una etapa de producción en al menos un producto, en el que • un dispositivo […]
Aparato de control numérico, del 11 de Septiembre de 2019, de MITSUBISHI ELECTRIC CORPORATION: Un dispositivo de control numérico para mecanizar un objeto de mecanizado moviendo una herramienta y el objeto de mecanizado uno en relación […]
Dispositivo de configuración del número de compensación, del 21 de Agosto de 2019, de CITIZEN WATCH CO. LTD.: Un dispositivo de configuración del número de compensación que comprende: un monitor que muestra una pantalla de selección de superficie de […]
Procedimiento para aumentar la seguridad frente a la avería de un eje de avance y dispositivo de control de eje, del 7 de Agosto de 2019, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Procedimiento para la corrección de ubicación en función de la carga de la posición nominal que debe adoptarse de un eje de avance accionado eléctricamente […]
Procedimiento de compensación de la gravedad en un instrumento, del 12 de Junio de 2019, de THALES: Procedimiento de compensación de la gravedad en un instrumento en tierra, estando el instrumento destinado a funcionar en órbita, que consiste: […]
Máquina-herramienta, del 27 de Marzo de 2019, de Citizen Machinery Co., Ltd: Máquina-herramienta que comprende: unos medios de sujeción de herramienta de corte para sujetar una herramienta de corte para […]
Método para control de vibraciones en piezas, del 24 de Enero de 2019, de IDEKO, S. COOP: Método para control de vibraciones en piezas , siendo las piezas deformables a flexión al ser mecanizadas, caracterizado por que comprende los pasos de: • seleccionar […]
Dispositivo de Control, del 21 de Febrero de 2018, de ELSNER ELEKTRONIK GMBH: Dispositivo de control para por lo menos una protección visual y/o solar y/o para por lo menos una ventana, con por lo menos una unidad de actor (12a; 12b) para […]