Dispositivo de tensado para estructuras compuestas.
Un aparato para generar un artículo compuesto (80), que comprende:
un mandril (10; 610) para recibir una preforma (100; 700), teniendo el mandril un primer extremo del mandril y un segundo extremo del mandril, teniendo la preforma un primer extremo de la preforma y un segundo extremo de la preforma;
una primera ranura de anclaje (50; 650) dispuesta en el primer extremo del mandril;
un primer dispositivo de anclaje (30; 630), estando configurado y localizado el primer dispositivo de anclaje para tirar del primer extremo de la preforma hacia la primera ranura de anclaje para afianzar el primer extremo de la preforma entre ellos;
una segunda ranura de anclaje (52; 682) dispuesta en el segundo extremo del mandril; y
un segundo dispositivo de anclaje (32; 632) con acoplamiento en cooperación a la segunda ranura de anclaje, estando configurado el segundo dispositivo de anclaje para tirar del segundo extremo de la preforma hacia la segunda ranura de anclaje para afianzar el segundo extremo de la preforma entre ellos;
y caracterizado por una ranura de tensado (40; 640) dispuesta entre la primera ranura de anclaje y la segunda ranura de anclaje y adyacente a la primera ranura de anclaje;
un dispositivo de tensado (20; 680), estando configurado y localizado el dispositivo de tensado para para tirar de por lo menos una porción de la preforma hacia la ranura de tensado; y
un medio que puede utilizarse para cortar o recortar la preforma curada en las líneas de recorte de red (70,72; 670, 672) dispuestas entre la ranura de tensado y la segunda ranura de anclaje, para generar de esta manera el artículo compuesto.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E12170577.
Solicitante: THE BOEING COMPANY.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 100 NORTH RIVERSIDE PLAZA CHICAGO, IL 60606-2016 ESTADOS UNIDOS DE AMERICA.
Inventor/es: HARRIS,Scott, HEAD,ANDREW, GLAIN,MICHAEL, AQUINO,TIMOTHY, KEHRL,DAVID, MODIN,ANDREW, COLEMAN,ROBERT, STENARD,STEVEN, CUNDIFF,THOMAS, HAN,JOO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C70/44 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 70/00 Conformación de materiales compuestos, es decir, materiales plásticos con refuerzos, cargas o partes preformadas, p. ej. inserciones. › mediante presión isostática, p. ej. moldeo por diferencia de presión, moldeo con bomba de vacío, moldeo en autoclave o moldeo con caucho expandible.
- B29C70/56 B29C 70/00 […] › Tensado de los refuerzos antes o durante la conformación.
PDF original: ES-2487817_T3.pdf
Fragmento de la descripción:
Dispositivo de tensado para estructuras compuestas Campo de la técnica
La divulgación se refiere en general a un dispositivo de tensado para la formación de un componente de material compuesto y, más particularmente, a un sistema y dispositivo de tensado para formar componentes de material de refuerzo tensados y un método para ello.
Antecedentes
En general, en la fabricación de armazones compuestos se prepara una estratificación o preforma de fibra. Una pluralidad seleccionada de tela con pegajosidad Impartida, tela seca o láminas previamente Impregnadas pueden superponerse o apilarse unas con otras para proporcionar una preforma de un miembro, parte o componente. A continuación, la preforma se compacta y se Impregna, ya sea tela seca o con pegajosidad Impartida, antes del curado final bajo presión. Esto puede lograrse mediante el uso de una bolsa de presión en la que se encierra la preforma, típicamente en una bolsa de vacío. Con el fin de mantener la preforma en una forma deseada, la preforma puede afianzarse a un mandril rígido de forma apropiada, denominado a veces una montura o una herramienta o armazón de preforma. Esto puede tener lugar antes del cerramiento en una bolsa de vacío o en otro recinto. La preforma impregnada puede curarse a temperatura ambiente o puede colocarse en un horno o autoclave que aplica una presión a la preforma a través de la bolsa bajo la temperatura de curado.
Durante la fabricación de estas partes compuestas, a menudo es el caso que la longitud de fibra axial en exceso se convierte en una aberración o arruga en la preforma o estratificación de material compuesto durante el compactado o la compactaclón de la estratificación o preforma. Esto es especialmente cierto cuando se usan materiales trenzados o tejidos como trenzas en patrones planos o con forma de diamante o materiales textiles de 5 lizos y/o de 8 lizos bidimenslonales ("2D") y/o tridimensionales ("3D"). Las aberraciones pueden incluir, por lo menos, alabeo, arrugamiento, ondulaciones, deslizamiento, dobladuras o similares en la estratificación que pueden afectar adversamente a la apariencia de los componentes resultantes.
Muchos de los métodos anteriormente conocidos para anclar las preformas usan unas porciones de anclaje que están elevadas o se proporcionan como partes separadas de una herramienta más elaborada en múltiples partes. El mecanismo de sujeción en estos dispositivos típicamente permanece con la herramienta durante el ciclo de curado. Adicionalmente, estas herramientas en múltiples partes a menudo no pueden comprimir de manera uniforme la preforma a lo largo de la longitud del mandril. Por ejemplo, a menudo se utilizan placas de prensado para comprimir la preforma sobre el mandril. Desafortunadamente, cerca de los bordes o la superficie de contacto entre las placas de prensado pueden tener lugar faltas de consistencia de presión o defectos de alineamiento. Esto da como resultado faltas de precisión dimensional, aberraciones y defectos añadidos, flujo de resina adicional, un mantenimiento de las herramientas aumentado y unos costes de funcionamiento más elevados.
Adlclonalmente, en la mayor parte de los ejemplos solo las capas más exteriores del material laminado pueden extenderse y agarrarse mediante el elemento de anclaje y el tensado de la capa exterior resultante puede realizarse por la propia bolsa de vacío, cuando puede aplicarse el vacío. Esto da como resultado esencialmente el tensado solo sobre la capa exterior. Con estos métodos, el tensado puede aplicarse por puenteo de cabos cuando la bolsa de vacío Introduce por la fuerza los cabos exteriores que pueden cortarse de mayor longitud en un hueco creado por los cabos Interiores que se cortan de menor longitud y el área entre los cabos más largos y por lo tanto la herramienta se "puentea" para aplicar la tensión sobre los cabos inferiores. Por lo tanto, no puede aplicarse una tensión a través de la totalidad de las capas. Adicionalmente, además de las complejidades añadidas de las herramientas en múltiples partes que se observan anteriormente, la probabilidad de fallos debido a roturas de bolsa puede aumentarse y la parte resultante puede ser peligrosamente defectuosa.
Pueden encontrarse ejemplos en el documento JP 10296864, que divulga un aparato de acuerdo con el preámbulo de la reivindicación 1.
Por consiguiente, se desea proporcionar un dispositivo y un método de tensado de estratificación que sea capaz de superar las desventajas que se describen en el presente documento, por lo menos en cierta medida.
Sumario
La presente invención proporciona un aparato de acuerdo con la reivindicación 1.
Breve descripción de los dibujos
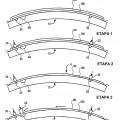
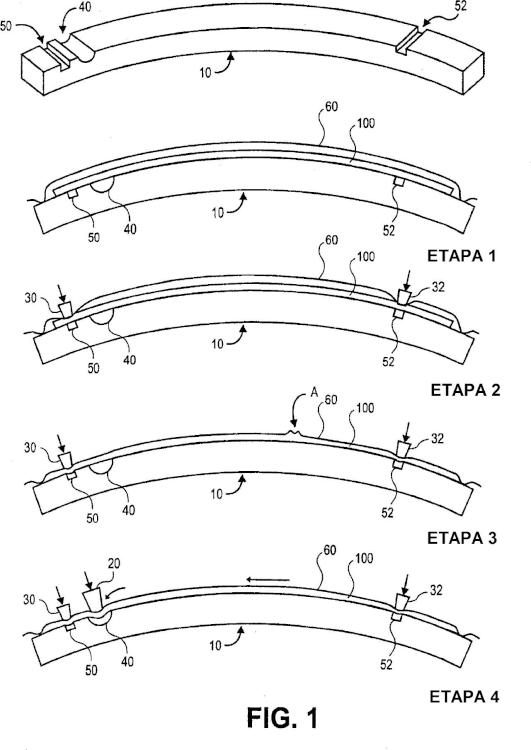
La figura 1 es una ilustración en perspectiva de un mandril de tensado que ilustra las etapas en un método de tensado de una preforma de acuerdo con una realización.
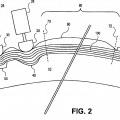
La figura 2 es una ilustración detallada en sección transversal de un mandril de tensado y de la estratificación.
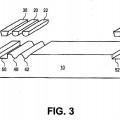
La figura 3 es una ilustración en perspectiva de otro mandril de tensado.
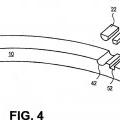
La figura 4 es una ilustración en perspectiva de otro mandril de tensado.
La figura 5 es una ilustración lateral de un mandril de tensado de acuerdo con otra realización.
La figura 6 es una ilustración en perspectiva de otro mandril de tensado.
La figura 7 es una ilustración detallada en sección transversal de un mandril de tensado y de la estratificación de
acuerdo con la figura 6.
Descripción detallada
A continuación, se describirán ejemplos con referencia a las figuras de dibujo, en las que números de referencia similares hacen referencia a partes similares a través de su totalidad. Un aparato incluye un mandril, una ranura de anclaje y un dispositivo de anclaje con acoplamiento en cooperación a la ranura de anclaje, y una ranura de tensado y un dispositivo de tensado con acoplamiento en cooperación a la ranura de tensado. La ranura de anclaje y el
dispositivo de anclaje ancla una preforma en capas al mandril y la ranura de tensado y el dispositivo de tensado
aplica una tensión a través de la totalidad de las capas en la preforma en capas.
Es una ventaja de varias realizaciones que puede aplicarse una tensión suficiente en una preforma para eliminar arrugas o aberraciones similares de la estratificación. Una ventaja adicional es que puede aplicarse una tensión a las capas internas o subyacentes y/o a las capas externas de la preforma o de la estratificación. Además, las realizaciones pueden realizarse de manera económica durante el proceso de fabricación. Otra ventaja es que un único mandril puede configurarse para proporcionar soporte para la preforma. Otra ventaja más de una realización es que bultos o aberraciones similares pueden eliminarse del material compuesto. Estos y otros atributos de varias realizaciones pueden ser especialmente beneficiosos en el desarrollo de formas curvadas. Además, los dispositivos de tensado y de anclado de las varias realizaciones pueden usarse para sujetar y soportar la preforma y para proporcionar una tensión en la capa exterior y/o las capas subyacentes antes de y/o durante un proceso de compactación en vacío. En algunas realizaciones, los dispositivos de anclaje y/o de tensado pueden aplicarse sobre, y por lo tanto a través de, la bolsa de vacío o de presión. Esto puede facilitar la retirada de los dispositivos de anclaje y/o de tensado antes del curado, con el fin de reducir el flujo de resina y los costes de mantenimiento de las herramientas. El aparato puede incluir una herramienta en una única pieza, lo que da como resultado un herramental menos complicado, menos flujo de resina, y una precisión dimensional mejorada. Las presentes realizaciones pueden reducir los costes asociados con el mantenimiento de las herramientas y la fabricación de un artículo compuesto. El dispositivo de tensado de acuerdo con varias realizaciones puede ser igualmente efectivo para los curados en autoclave y a presión atmosférica.
Una realización del aparato y el método se ilustra en la figura 1. En la realización de la figura 1, un mandril 10 (por ejemplo, herramienta de estratificación, armazón, molde o similares), incluye una preforma 100 aplicada sobre el mismo. El mandril 10 puede ser un mandril 10 en una única pieza que proporciona soporte a través de la totalidad de la preforma 100. La preforma 100 puede incluir cualquier material adecuado. Los ejemplos adecuados de materiales incluyen fibras, láminas, película o cualquier combinación de los mismos, y/o similares. Las fibras pueden ser secas y/o impregnadas previamente con una resina y pueden disponerse de cualquier forma adecuada tal como, por ejemplo, cinta unidireccional, materiales textiles tejidos, trenzas en... [Seguir leyendo]
Reivindicaciones:
1. Un aparato para generar un artículo compuesto (80), que comprende:
un mandril (10; 610) para recibir una preforma (100; 700), teniendo el mandril un primer extremo del mandril y un segundo extremo del mandril, teniendo la preforma un primer extremo de la preforma y un segundo extremo de la preforma;
una primera ranura de anclaje (50; 650) dispuesta en el primer extremo del mandril;
un primer dispositivo de anclaje (30; 630), estando configurado y localizado el primer dispositivo de anclaje para tirar del primer extremo de la preforma hacia la primera ranura de anclaje para afianzar el primer extremo de la preforma entre ellos;
una segunda ranura de anclaje (52; 682) dispuesta en el segundo extremo del mandril; y un segundo dispositivo de anclaje (32; 632) con acoplamiento en cooperación a la segunda ranura de anclaje, estando configurado el segundo dispositivo de anclaje para tirar del segundo extremo de la preforma hacia la segunda ranura de anclaje para afianzar el segundo extremo de la preforma entre ellos;
y caracterizado por una ranura de tensado (40; 640) dispuesta entre la primera ranura de anclaje y la segunda ranura de anclaje y adyacente a la primera ranura de anclaje;
un dispositivo de tensado (20; 680), estando configurado y localizado el dispositivo de tensado para para tirar de por lo menos una porción de la preforma hacia la ranura de tensado; y
un medio que puede utilizarse para cortar o recortar la preforma curada en las líneas de recorte de red (70,72; 670, 672) dispuestas entre la ranura de tensado y la segunda ranura de anclaje, para generar de esta manera el artículo compuesto.
2. El aparato de acuerdo con la reivindicación 1, que comprende además una bolsa de vacío en la que se encierra por lo menos la preforma sobre el mandril.
3. El aparato de acuerdo con la reivindicación 1, en el que mandril se curva a lo largo de un eje.
4. El aparato de acuerdo con la reivindicación 1, en el que el mandril es un mandril curvo.
5. El aparato de acuerdo con la reivindicación 4, en el que el mandril tiene una sección transversal con forma de canal.
6. El aparato de acuerdo con la reivindicación 5, en el que el mandril curvo con forma de canal tiene un radio entre aproximadamente 1,9 m (75 pulgadas) y aproximadamente 9,1 m (360 pulgadas).
7. El aparato de acuerdo con la reivindicación 1, que comprende además:
un segundo dispositivo de tensado con acoplamiento en cooperación a la segunda ranura de tensado, estando configurado el segundo dispositivo de tensado para para tirar de una porción de la preforma hacia la segunda ranura de tensado para aumentar adicionalmente una cantidad de tensión en la preforma.
8. El aparato de acuerdo con la reivindicación 1, en el que el dispositivo de tensado es un bloque de sección transversal decreciente.
9. El aparato de acuerdo con la reivindicación 1, que comprende además:
una abrazadera dispuesta en el segundo extremo del mandril, estando configurada la abrazadera para tirar del segundo extremo de la preforma hacia el segundo extremo del mandril para asegurar el segundo extremo de la preforma entre ellos.
10. El aparato de acuerdo con la reivindicación 1, en el que el primer dispositivo de anclaje es un bloque de sección transversal decreciente.
11. El aparato de acuerdo con la reivindicación 1, perpendicularmente a través de la anchura de la preforma
12. El aparato de acuerdo con la reivindicación 1, perpendicularmente a través de la anchura del mandril.
| en el | que | la | primera | ranura de | anclaje se | extiende |
| en el | que | la | primera | ranura de | anclaje se | extiende |
Patentes similares o relacionadas:
Procedimiento de depósito de un material intermedio que permite asegurar la cohesión de este último y material intermedio, del 1 de Julio de 2020, de HEXCEL REINFORCEMENTS: Procedimiento de depósito en continuo sobre una superficie de depósito de un material intermedio constituido por una capa unidireccional de fibras […]
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento y aparato de conformación o formación de artículos, del 27 de Mayo de 2020, de GENTEX CORPORATION: Un procedimiento de conformación de un material de trabajo plano convirtiéndolo en un producto composite que presenta una forma final, comprendiendo el procedimiento: […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, del 8 de Abril de 2020, de TREVES Products, Services & Innovation: Procedimiento de realización de un panel de cobertura y de protección acústica para un vehículo automóvil, dicho procedimiento que comprende las etapas siguientes: - […]
Combinación de una pieza compuesta y un conducto de ventilación, y método de fabricación de una pieza compuesta, del 8 de Abril de 2020, de THE BOEING COMPANY: La combinación de una pieza compuesta y un conducto de ventilación para usar en una bolsa de vacío que procesa la pieza compuesta, en donde: el conducto […]
Método y aparato para el cocurado de revestimientos compuestos y refuerzos en un autoclave, del 25 de Marzo de 2020, de THE BOEING COMPANY: Aparato para endurecer en autoclave refuerzos compuestos contra un revestimiento compuesta, que comprende: un instrumento que tiene una superficie del instrumento […]
Herramienta de material compuesto que tiene integridad de vacío y método de fabricación de la misma, del 11 de Marzo de 2020, de THE BOEING COMPANY: Herramienta de material compuesto que tiene integridad de vacío, que comprende: un laminado de material compuesto que incluye una capa de barrera de material […]