Procedimiento de reparación de una pared constituida por varias capas.
Procedimiento de reparación de una pared (1), particularmente de una pared compuesta,
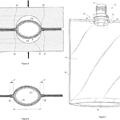
constituida por varias capas (2), comprendiendo cada capa fibras (3) que se extienden en una dirección principal (4), y que presentan una zona dañada (5) que afecta a varias capas (2), comprendiendo el indicado procedimiento de reparación:
- una etapa de retirada de material que consiste en vaciar la pared (1) con el fin de realizar una zona vaciada (6) que abarque la zona dañada (5) y que comprenda una zona periférica (7) constituida por gradas (8) de altura idéntica al espesor de al menos una capa, y adaptada para cada grada (8) defina una superficie periférica, llamada zona interfacial (9), coplanar con un plano de unión entre dos capas superpuestas, llamadas inferior y superior, que se extienden respectivamente por debajo y por encima de dicho plano de unión,
- una etapa de realización de una pieza de sustitución (12) adaptada para obturar la zona vaciada (6) y que comprende, para cada nivel (11) de la zona vaciada (6) una superficie complementaria de recubrimiento de dicho nivel (11),
- y una etapa de ensamblado de la pieza de sustitución (12) con la pared (1),
caracterizándose el indicado procedimiento de reparación por que, en la etapa de retirada se realizan gradas (8) que definen cada una una zona interfacial (9) que presenta un ancho (10) de dimensión superior según la dirección principal (4) de las fibras (3) de la capa inferior colindante con la indicada zona interfacial (9) con la dimensión de dicho ancho (10) según direcciones distintas a la dirección principal (4).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/004626.
Solicitante: Jedo Technologies.
Nacionalidad solicitante: Francia.
Dirección: Rue du Chêne Vert 31682 Labege FRANCIA.
Inventor/es: DELERIS,MICHEL, CENAC,FRANÇOIS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B29C73/10 B29C […] › B29C 73/00 Reparación de artículos hechos de materia plástica o de sustancias en estado plástico, p. ej. de objetos conformados o fabricados utilizando técnicas cubiertas por la presente subclase o la subclase B29D (recauchutado de neumáticos B29D 30/54; dispositivos para evitar las fugas en los tubos o en las mangas F16L 55/16). › utilizando parches obturadores aplicados sobre la superficie del objeto (B29C 73/14 tiene prioridad).
- B29C73/26 B29C 73/00 […] › para el pretratamiento mecánico.
PDF original: ES-2455565_T3.pdf
Fragmento de la descripción:
Procedimiento de reparación de una pared constituida por varias capas.
Ambito técnico de la invención.
La invención se refiere a un procedimiento de reparación de una pared constituida por varias capas, particularmente una pared compuesta, y que presenta una zona dañada que afecta a varias capas.
Estado de la técnica Estos últimos veinte años, la utilización de estructuras constituidas por varias capas, y en particular de estructuras compuestas, ha aumentado de forma significativa.
Tales estructuras tienen una relación de resistencia sobre peso elevada lo cual hace sus utilizaciones particularmente interesantes principalmente en los ámbitos donde el peso es lo que está en juego como la aeronáutica.
Esta generalización de la utilización de estructuras multicapa crea una necesidad creciente en el desarrollo de tecnologías relacionadas con este tipo de estructura particularmente técnicas de ensamblado o de reparación.
En lo que respecta a la reparación, existen varios procedimientos.
La reparación por «patch» (parche) consiste en rellenar la zona dañada de la superficie compuesta y en unir una pieza de sustitución, llamada corrientemente parche, en la superficie de la zona rellenada. Esta técnica es la más sencilla y la más rápida. Sin embargo, la estructura reparada es más densa y más pesada que la estructura original. Además, la adhesión del parche no es óptima.
La reparación llamada «scarf repair» (reparación en bisel) consiste en levantar el material alrededor de la zona dañada para crear una zona vaciada en la pared. Típicamente el material es levantado en forma de bisel o en escalera. En una segunda etapa, una pieza de sustitución se une a esta última. Generalmente, la zona vaciada y la pieza de sustitución son de forma cilíndrica.
La estructura reparada presenta entonces el mismo espesor que la estructura de origen. Además, este tipo de reparación presenta el mejor resultado en términos de adhesión. Sin embargo la misma es más compleja de realizar y más costosa debido al coste de los materiales compuestos.
Por último, una pared reparada de este modo no presenta las mismas características mecánicas que la estructura original.
El documento US-A1-2008/0281554 presenta un procedimiento de reparación de una pared según el preámbulo de la reivindicación 1.
Objeto de la invención La invención trata de remediar los inconvenientes anteriormente mencionados.
La invención trata en particular de proponer un procedimiento de reparación de una pared constituida por varias capas que permite realizar economías de material. La invención trata igualmente y más particularmente de proponer una solución de este tipo que presente características mecánicas y en particular una resistencia sustancialmente idéntica a las de la pared original.
Para ello, la invención se refiere a un procedimiento de reparación de una pared constituida por varias capas, particularmente una pared compuesta, comprendiendo cada capa fibras que se extienden en una dirección principal, y que presentan una zona dañada que afecta a varias capas, comprendiendo el mencionado procedimiento de reparación una etapa de retirada de material consistente en vaciar la pared con el fin de realizar una zona vaciada que abarca la zona dañada y que comprende una zona periférica constituida en forma de gradas de altura igual al espesor de al menos una capa y adaptada para cada grada que define una superficie periférica, llamada zona interfacial, coplanar con un plano de unión entre dos capas superpuestas, denominadas inferior y superior, que se extienden respectivamente por debajo y por encima de dicho plano de unión, una etapa de realización de una pieza de sustitución adaptada para obturar la zona vaciada y que comprende, por cada nivel de la zona vaciada, una superficie complementaria de recubrimiento de dicho nivel, y una etapa de ensamblado de la pieza de sustitución en la pared.
Las fibras de cada capa se extienden total o principalmente en una dirección. Por dirección principal de las fibras, se entiende por consiguiente ya sea la dirección de las fibras si todas las fibras se extienden en una misma dirección o
bien la dirección de las fibras que es mayoritaria.
Los términos por encima, por debajo, inferior, superior se utilizan con referencia a la superficie superior de la pared.
Por pieza de sustitución, se entiende una pieza constituida por un solo componente o el ensamblado de piezas elementales.
Según la invención, en la etapa de retirada, se realizan gradas que definen cada una una zona interfacial que presentan una ancho de dimensión superior según la dirección principal de las fibras de la capa inferior colindante con la mencionada zona interfacial a la dimensión del indicado ancho según otras direcciones a la dirección principal.
Este procedimiento se basa en un procedimiento clásico que comprende una etapa de mecanizado previo de la zona dañada, la realización de una pieza de sustitución, igualmente llamada parche y luego el ensamblado de esta pieza de sustitución en la zona vaciada.
El material se levanta en forma de escalera o de gradas.
La zona vaciada se concibe de forma que cada grada en su periferia sea función de la forma de la zona dañada y de la naturaleza de las diferentes capas.
La realización de la zona vaciada es por consiguiente más fina. Este procedimiento permite igualmente realizar una zona vaciada que puede tener en cuenta la presencia de singularidades a nivel de la pared. En efecto, en presencia de un remache o de una esquina, por ejemplo, se podrá modificar la forma de una o de varias gradas.
Además, la realización de gradas que definen cada una una zona interfacial presentando un ancho de dimensión superior según la dirección principal de las fibras de la capa inferior colindantes con la mencionada zona interfacial a la dimensión del indicado ancho según direcciones distintas a la dirección principal, permite optimizar el material levantado y por consiguiente realizar economías de material manteniendo las características más parecidas a la pared original.
En efecto, los inventores han observado que el hecho de quitar material modificaba el flujo de fuerzas y han buscado tener en cuenta estas modificaciones locales con el fin de mejorar la eficacia de la recuperación de los flujos de fuerzas entre las capas y por consiguiente las características mecánicas de la pared una vez reparada.
Así, los inventores han descubierto que contrariamente a los perjuicios en el ámbito que estimaban despreciables las fuerzas locales, estas fuerzas locales jugaban un papel fundamental a nivel de las características mecánicas de las paredes reparadas.
Los inventores han igualmente descubierto que la recuperación de las fuerzas se situaba principalmente a nivel de las zonas interfaciales y en la dirección de las fibras con las cuales la pieza de sustitución se encuentra en contacto y por consiguiente en la dirección de las fibras de la capa inferior colindante con las mencionadas zonas interfaciales.
A veces, el flujo de fuerzas local experimenta ligeras variaciones y no se orientan en una dirección estrictamente idéntica a la dirección de las fibras pero incluso si existen ligeras variaciones locales los flujos de fuerza local se ejercen siempre en una dirección sustancialmente idéntica a la dirección de las fibras. Por «según la dirección principal de las fibras», se entiende por consiguiente según una dirección sustancialmente idéntica a esta dirección una vez tomadas en cuenta las ligeras variaciones de fuerzas locales.
Realizar una zona interfacial cuya dimensión sea superior en la dirección de las fibras con las cuales la pieza de sustitución se encuentra en contacto permite disponer de una superficie de contacto óptima entre la pared y la pieza de sustitución en la dirección en la cual se ejercen las fuerzas locales.
La dimensión del ancho de la zona interfacial en las otras direcciones se minimiza pero sigue siendo no obstante suficiente para permitir una buena adhesión entre la pieza de sustitución y la pared.
Se obtiene así un procedimiento de reparación que presenta una recuperación de las fuerzas óptima y que es más económico que los procedimientos clásicos en términos de coste de material.
Además, al minimizar el levantamiento de material, se disminuye el riesgo de alterar la integridad de la pared.
Por último, cuanto menos importante sea el volumen de material levantado, más rápida será la etapa de retirada de material.
Hay que apreciar que este procedimiento puede ser extrapolado al ensamblado... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de reparación de una pared (1) , particularmente de una pared compuesta, constituida por varias capas (2) , comprendiendo cada capa fibras (3) que se extienden en una dirección principal (4) , y que presentan una zona dañada (5) que afecta a varias capas (2) , comprendiendo el indicado procedimiento de reparación:
- una etapa de retirada de material que consiste en vaciar la pared (1) con el fin de realizar una zona vaciada (6) que abarque la zona dañada (5) y que comprenda una zona periférica (7) constituida por gradas
(8) de altura idéntica al espesor de al menos una capa, y adaptada para cada grada (8) defina una superficie periférica, llamada zona interfacial (9) , coplanar con un plano de unión entre dos capas superpuestas, llamadas inferior y superior, que se extienden respectivamente por debajo y por encima de dicho plano de unión,
- una etapa de realización de una pieza de sustitución (12) adaptada para obturar la zona vaciada (6) y que comprende, para cada nivel (11) de la zona vaciada (6) una superficie complementaria de recubrimiento de dicho nivel (11) ,
- y una etapa de ensamblado de la pieza de sustitución (12) con la pared (1) ,
caracterizándose el indicado procedimiento de reparación por que, en la etapa de retirada se realizan gradas (8) que definen cada una una zona interfacial (9) que presenta un ancho (10) de dimensión superior según la dirección principal (4) de las fibras (3) de la capa inferior colindante con la indicada zona interfacial
(9) con la dimensión de dicho ancho (10) según direcciones distintas a la dirección principal (4) .
2. Procedimiento de reparación según la reivindicación 1, caracterizado por que, en la etapa de retirada de material, se realizan gradas (8) que definen cada una una zona interfacial (9) que presenta un ancho (10) de dimensión comprendida entre un valor máximo seleccionado para la dirección principal (4) de las fibras (3) de la capa inferior colindante con la mencionada zona interfacial (9) y un valor mínimo seleccionado para la dirección perpendicular a la dirección principal (4) .
3. Procedimiento de reparación según una de las reivindicaciones 1 ó 2, caracterizado por que la etapa de retirada de material se realiza secuencialmente con el fin de liberar sucesivamente cada grada.
4. Procedimiento de reparación según una de las reivindicaciones 1 a 3, caracterizado por que, en la etapa de retirada de material, se realizan gradas (8) cuya altura es igual al espesor de la capa superior de la pared (1) colindante con la zona interfacial (9) definida por la mencionada grada.
5. Procedimiento de reparación según una de las reivindicaciones 3 ó 4, caracterizado por que en la etapa de retirada de material, se realiza la zona vaciada (6) y particularmente las gradas (8) utilizando la técnica de corte por chorro de agua a presión elevada.
6. Procedimiento de reparación según una de las reivindicaciones 1 a 5, caracterizado por que se realiza una pieza de sustitución (12) constituida por la superposición de capas de sustitución (13) con espesores adaptados a las alturas de las gradas (8) .
7. Procedimiento de reparación según la reivindicación 6, caracterizado por que se realiza una pieza de sustitución
(12) de la cual cada capa de sustitución comprende fibras (3) orientadas según una dirección preferencial predeterminada, y por que se orientan las fibras (3) de cada una de las capas de sustitución según la dirección principal (4) de las fibras (3) de la capa inferior de la pared (1) colindantes con la zona interfacial (9) destinada para ser recubierta por la mencionada capa de sustitución.
8. Procedimiento de reparación según una de las reivindicaciones 6 ó 7, caracterizado por que se depositan las capas de sustitución (13) en el interior de la zona vaciada (6) de la pared (1) y por que se la ensambla entre si con el fin de realizar la pieza de sustitución (12) y con la pared (1) con el fin de realizar la etapa de ensamblado, simultáneamente.
9. Procedimiento de reparación según una de las reivindicaciones anteriores, caracterizado por que se realiza la pieza de sustitución (12) antes de ensamblarla con la pared.
10. Procedimiento de reparación según una de las reivindicaciones anteriores, caracterizado por que en la etapa de retirada del material, se realizan gradas (8) adaptadas para definir zonas interfaciales (9) que comprenden un contorno externo de forma poligonal.
Patentes similares o relacionadas:
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
 Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Elemento de ajuste para su uso en la rehabilitación de tuberías y método para producir el mismo, del 8 de Julio de 2020, de Mocs Beheer B.V: Un elemento de ajuste para su uso en la rehabilitación de tuberías con un revestimiento, el elemento de ajuste que comprende un artículo compuesto de fibras […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de cierre de un embalaje tubular y de control continuo de la estanqueidad de su extremo soldado después del llenado, del 17 de Junio de 2020, de PIERRE FABRE DERMO-COSMETIQUE: Procedimiento de cierre de un embalaje tubular y de control de la estanqueidad de su extremo soldado , después de su llenado hasta un nivel de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]