Dispositivo de transporte con sistema de vacío para un dispositivo de mecanizado.
Dispositivo de transporte (1) para el transporte de una o varias piezas de trabajo (6) en forma de placa paraun dispositivo de mecanizado,
que comprende:
un módulo de desplazamiento (2), que puede portar la al menos una pieza de trabajo y sobre el que puedemecanizarse la al menos una pieza de trabajo;
un dispositivo de aspiración (7), que para sujetar la al menos una pieza de trabajo (6) sobre el módulo dedesplazamiento (2) genera una presión negativa;
en donde el módulo de desplazamiento (2) es permeable al aire, de modo que una pieza de trabajo (6) quese encuentra sobre el módulo de desplazamiento (2) se sujeta sobre el módulo de desplazamiento (2) pormedio de la presión negativa generada mediante el dispositivo de aspiración (7);
caracterizado porque
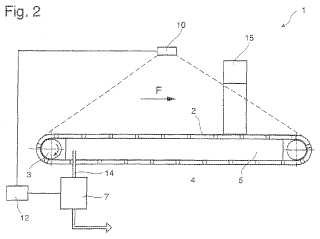
el dispositivo de transporte (1) comprende además un dispositivo sensor (10), preferiblemente unos rodillosde detección, que puede detectar una pieza de trabajo (6) sobre el módulo de desplazamiento (2), y quecomprende un dispositivo de mando (12), que está diseñado para controlar el número de revoluciones porunidad de tiempo del dispositivo de aspiración, y calculándose por medio del dispositivo sensor (10) y/o deldispositivo de mando (12) una proporción de ocupación;
en donde el dispositivo de mando (12) controla el número de revoluciones por unidad de tiempo deldispositivo de aspiración (7) entre un primer número mínimo de revoluciones por unidad de tiempo (M1), unsegundo número mínimo de revoluciones por unidad de tiempo (M2) y un número máximo de revolucionespor unidad de tiempo (Mmáx) en función de la proporción de ocupación, de tal manera que durante elfuncionamiento de marcha en vacío del dispositivo de transporte (1) el dispositivo de aspiración (7) funcionacon el primer número mínimo de revoluciones por unidad de tiempo (M1) y durante el funcionamiento conuna pieza de trabajo (6) sobre el módulo de desplazamiento (2) el número de revoluciones por unidad detiempo del dispositivo de aspiración (7) se controla en caso de un aumento de la proporción de ocupaciónde manera decreciente entre el número máximo de revoluciones por unidad de tiempo (Mmáx) y el segundonúmero mínimo de revoluciones por unidad de tiempo (M2).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E11182323.
Solicitante: WEEKE BOHRSYSTEME GMBH.
Nacionalidad solicitante: Alemania.
Dirección: BENZSTRASSE 10-16 33442 HERZEBROCK-CLARHOLZ ALEMANIA.
Inventor/es: Settele,Martin.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q7/03 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 7/00 Dispositivos para la manipulación de piezas, especialmente combinados a las máquinas-herramientas o dispuestos en estas máquinas o especialmente concebidos para ser utilizados en relación con estas máquinas, p. ej. para el transporte, la carga, la colocación, la descarga, la selección (incorporados a los husillos de trabajo B23B 13/00, B23B 19/02; para tornos automáticos o semiautomáticos B23B 15/00). › por medio de transportadores de cadena sin fin (B23Q 7/16 tiene prioridad).
- B24B27/06 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 27/00 Otras máquinas o dispositivos para el trabajo con muela. › Máquinas para cortar con muela.
- B24B41/06 B24B […] › B24B 41/00 Elementos constitutivos de maquinas o dispositivos abrasivos tales como bastidores, bancos, cabezales, carros. › Soportes de piezas, p. ej. lunetas regulables (B24B 37/27 tiene prioridad).
- B65G21/20 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65G DISPOSITIVOS DE TRANSPORTE O ALMACENAJE, p. ej. TRANSPORTADORES PARA CARGAR O BASCULAR, SISTEMAS TRANSPORTADORES PARA TALLERES O TRANSPORTADORES NEUMATICOS DE TUBOS (embalajes B65B; manipulación de material delgado o filiforme, p. ej. hojas de papel o fibras B65H; grúas B66C; aparatos de elevación o arrastre,p. ej. montacargas, B66D; dispositivos para elevar o bajar mercancías para carga y descarga, p. ej. carretillas elevadoras, B66F 9/00; vaciado de botellas, jarras, latas, barricas, barriles o contendores similares, no previstos en otro lugar, B67C 9/00; distribución o trasvase de líquidos B67D; llenado o descarga de contenedores para gases licuados, solidificados o comprimidos F17C; sistemas de conducción para fluídos F17D). › B65G 21/00 Chasis o bastidores de soporte o de protección para transportadores sin fin o elementos de tracción de transportadores de correas o de cadenas. › Medios incorporados, fijados al armazón o a los bastidores, para guiar los portacargas, los elementos de tracción o las cargas portadas sobre las superficies móviles (disposiciones para el soporte de correas B65G 15/60; rodillos o instalaciones de rodillos B65G 39/00,).
- B65H7/02 B65 […] › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 7/00 Control de la alimentación o la retirada de artículos, del avance de pilas o de aparatos asociados que permiten apreciar una alimentación incorrecta, una ausencia de artículos o la presencia de artículos defectuosos. › por palpadores o detectores.
PDF original: ES-2429028_T3.pdf
Fragmento de la descripción:
Dispositivo de transporte con sistema de vacío para un dispositivo de mecanizado Campo de la invención La invención se refiere a un dispositivo de transporte de un dispositivo de mecanizado para piezas de trabajo en forma de placa, y a un procedimiento para sujetar la pieza de trabajo sobre el dispositivo de transporte.
Estado de la técnica
Durante el transporte de piezas de trabajo, que deben mecanizarse por una estación de mecanizado, es importante que estas piezas de trabajo no se muevan sobre la cinta transportadora durante el mecanizado. A este respecto pueden aumentar las fuerzas que actúan sobre la pieza de trabajo, de modo que una fuerza de sujeción correspondiente también debe de ser suficientemente grande. Para garantizar esto existen diferentes planteamientos, por ejemplo las piezas de trabajo pueden colocarse en un dispositivo de sujeción, el cual está dispuesto en sí mismo de manera firme sobre la cinta transportadora. Sin embargo, un método de este tipo no es adecuado para procedimientos de mecanizado en plano, como por ejemplo la rectificación de una pieza de trabajo en forma de listón, dado que para fijar la pieza de trabajo se usan a menudo elementos de sujeción, que pueden obstaculizar a una herramienta de mecanizado durante el mecanizado superficial, porque cubren una parte de la superficie de la placa superior. Por ello, este tipo de piezas de trabajo se sujetan sobre la cinta transportadora por medio de un sistema de vacío. Para ello, entre los rodillos de rodadura debajo de la superficie de apoyo superior de la cinta transportadora hay una cámara de presión negativa y la cinta transportadora está configurada de manera permeable al aire, de modo que una pieza de placa, que se encuentra sobre la cinta transportadora, se sujeta con ayuda de la presión negativa, que se mantiene en la cámara de presión negativa, sobre la cinta transportadora, por así decir se sujeta por aspiración.
La figura 1 muestra los componentes convencionales de un sistema de vacío de este tipo, en el que una cinta transportadora 2 circula de manera continua pasando por dos ruedas de soporte 3 en una dirección de desplazamiento S. La cinta transportadora está dotada de orificios 4, de modo que la presión negativa generada en la cámara de presión negativa 5 puede actuar a través de la cinta transportadora sobre una pieza angular 6 que se encuentra sobre la misma. De este modo la pieza de trabajo 6 se puede sujetar sobre la cinta transportadora 2 mientras se desplaza en la dirección de desplazamiento F. La presión negativa en la cámara de presión negativa 5 se genera mediante un dispositivo de aspiración 7, que aspira el aire de la cámara de presión negativa 5 a través de un sistema de tubos y lo expulsa, por ejemplo, al entorno. De esta manera se mantiene en la cámara de presión negativa 5 una presión negativa constante. Una desventaja de este sistema es que también cuando no se encuentra ninguna pieza de trabajo sobre la cinta transportadora, el dispositivo de aspiración trabaja con una potencia de trabajo constante y por consiguiente consume energía innecesariamente.
Este problema se soluciona en el documento EP2196416A1 haciendo que detrás de un ventilador, que se utiliza como dispositivo de aspiración, esté dispuesto un módulo de regulación de caudal, más concretamente una válvula de estrangulación, que debe regular el caudal. A este respecto, la válvula de estrangulación se cierra cuando no se encuentra ninguna pieza de trabajo sobre la cinta transportadora. Sin embargo, dado que el ventilador 7 sigue funcionando a un número de revoluciones por unidad de tiempo constante, todavía debe proporcionarse la energía para un número de revoluciones por unidad de tiempo constante.
Como estado de la técnica adicional se conoce el documento EP2189404A1, que da a conocer una máquina plegadora.
Descripción de la invención Por tanto, un objeto de la presente invención es el de proporcionar un sistema de vacío para un dispositivo de transporte para un módulo de mecanizado, que posibilite una utilización más económica de un dispositivo de aspiración durante el funcionamiento del dispositivo de transporte.
Este objetivo se soluciona mediante un dispositivo de mecanizado con las características de la reivindicación 1. Otras características adicionales que conforman la invención están contenidas en las reivindicaciones dependientes.
Un dispositivo de transporte de acuerdo con la invención para el transporte de una o varias piezas de trabajo para un dispositivo de mecanizado comprende un módulo de desplazamiento, sobre el que se soporta y se mecaniza la al menos una pieza de trabajo, un dispositivo de aspiración, que para la sujeción de la al menos una pieza de trabajo sobre el módulo de desplazamiento genera una presión negativa preferiblemente debajo del mismo, en donde el módulo de desplazamiento es permeable al aire o presenta al menos una sección permeable al aire, de modo que una pieza de trabajo que se encuentra sobre el módulo de desplazamiento puede sujetarse sobre el módulo de desplazamiento por medio de la presión negativa generada mediante el dispositivo de aspiración. El dispositivo de transporte comprende además un dispositivo sensor y un elemento de mando, mediante los cuales se puede
calcular una proporción de ocupación entre la pieza de trabajo y el módulo de desplazamiento, o la sección permeable al aire del módulo de desplazamiento. El dispositivo de mando controla el dispositivo de aspiración de tal manera que este genera una presión negativa debajo de la superficie de apoyo del módulo de desplazamiento en función de la proporción de ocupación. De este modo, el dispositivo de aspiración se regula a un número mínimo de revoluciones por unidad de tiempo durante la marcha en vacío de la cinta transportadora, con lo que durante el funcionamiento de marcha en vacío se consume menos energía.
El dispositivo de aspiración se pone en marcha preferiblemente a un número máximo de revoluciones por unidad de tiempo, cuando la pieza de trabajo cubre una superficie suficiente sobre el módulo de desplazamiento, o sobre la sección permeable al aire del módulo de desplazamiento, para que la pieza de trabajo se sujete sobre el dispositivo de aspiración. Esto puede tener lugar preferiblemente al alcanzar un determinado intervalo porcentual de la proporción de ocupación. Esto garantiza que sólo se aspira la pieza de trabajo cuando se pueda sujetar sobre el módulo de desplazamiento.
El número de revoluciones por unidad de tiempo del dispositivo de aspiración decrece de manera constante partiendo del número máximo de revoluciones por unidad de tiempo, pero en particular de manera lineal hasta una proporción de ocupación del 75 %-100 %. De este modo se puede evitar además que el consumo de energía no sólo sea innecesariamente elevado durante la marcha en vacío, sino que el dispositivo de mecanizado puede garantizar de este modo también una fuerza de sujeción constante y funcionar de manera económica durante su funcionamiento.
Preferiblemente, el dispositivo de aspiración funciona a un número mínimo de revoluciones por unidad de tiempo para una proporción de ocupación del 75 %-100 %, que es mayor, pero preferiblemente igual que el número de revoluciones por unidad de tiempo del dispositivo de aspiración durante la marcha en vacío del dispositivo de mecanizado. De este modo se posibilita igualmente un uso más económico del dispositivo de mecanizado.
Preferiblemente, el número de revoluciones por unidad de tiempo del dispositivo de aspiración se controla mediante el suministro de energía y el dispositivo de aspiración comprende más preferiblemente un ventilador.
La reducción del número de revoluciones por unidad de tiempo se realiza preferiblemente a lo largo de una línea característica esencialmente lineal o en escalones.
Breve descripción de los dibujos La figura 1 muestra un dispositivo de transporte con un sistema de vacío de acuerdo con el estado de la técnica;
la figura 2 muestra un dispositivo de transporte con un sistema de vacío de acuerdo con la invención;
la figura 3 muestra una cinta transportadora con una pieza de trabajo, una sección permeable al aire a modo de rejilla y orificios en una vista en planta;
las figuras 4a y 4b muestran respectivamente un gráfico que muestra una proporción de la proporción de ocupación de la cinta transportadora con respecto a la presión negativa en la cámara de presión negativa.
Descripción de las formas de realización preferidas La conformación de un dispositivo de transporte 1 según la invención es esencialmente la misma que en el estado de la técnica. Por ello, para partes iguales... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de transporte (1) para el transporte de una o varias piezas de trabajo (6) en forma de placa para un dispositivo de mecanizado, que comprende:
un módulo de desplazamiento (2) , que puede portar la al menos una pieza de trabajo y sobre el que puede mecanizarse la al menos una pieza de trabajo;
un dispositivo de aspiración (7) , que para sujetar la al menos una pieza de trabajo (6) sobre el módulo de desplazamiento (2) genera una presión negativa;
en donde el módulo de desplazamiento (2) es permeable al aire, de modo que una pieza de trabajo (6) que se encuentra sobre el módulo de desplazamiento (2) se sujeta sobre el módulo de desplazamiento (2) por medio de la presión negativa generada mediante el dispositivo de aspiración (7) ;
caracterizado porque el dispositivo de transporte (1) comprende además un dispositivo sensor (10) , preferiblemente unos rodillos de detección, que puede detectar una pieza de trabajo (6) sobre el módulo de desplazamiento (2) , y que comprende un dispositivo de mando (12) , que está diseñado para controlar el número de revoluciones por unidad de tiempo del dispositivo de aspiración, y calculándose por medio del dispositivo sensor (10) y/o del dispositivo de mando (12) una proporción de ocupación;
en donde el dispositivo de mando (12) controla el número de revoluciones por unidad de tiempo del
dispositivo de aspiración (7) entre un primer número mínimo de revoluciones por unidad de tiempo (M1) , un segundo número mínimo de revoluciones por unidad de tiempo (M2) y un número máximo de revoluciones por unidad de tiempo (Mmáx) en función de la proporción de ocupación, de tal manera que durante el funcionamiento de marcha en vacío del dispositivo de transporte (1) el dispositivo de aspiración (7) funciona con el primer número mínimo de revoluciones por unidad de tiempo (M1) y durante el funcionamiento con una pieza de trabajo (6) sobre el módulo de desplazamiento (2) el número de revoluciones por unidad de tiempo del dispositivo de aspiración (7) se controla en caso de un aumento de la proporción de ocupación de manera decreciente entre el número máximo de revoluciones por unidad de tiempo (Mmáx) y el segundo número mínimo de revoluciones por unidad de tiempo (M2) .
2. Dispositivo de transporte (1) según la reivindicación 1, en donde el dispositivo de mando (12) está diseñado para controlar el dispositivo de aspiración (7) de tal manera que funciona con el número máximo de revoluciones por unidad de tiempo (Mmáx) , cuando la pieza de trabajo cubre una superficie suficiente sobre el módulo de desplazamiento, de modo que el dispositivo de aspiración puede sujetarla sobre el módulo de desplazamiento para el mecanizado de la pieza de trabajo.
3. Dispositivo de transporte (1) según la reivindicación 1 o 2, en el que el número de revoluciones por unidad de tiempo durante el desplazamiento de una pieza de trabajo decrece de manera constante y preferiblemente de manera esencialmente lineal partiendo del número máximo de revoluciones por unidad de tiempo hasta una proporción de ocupación del 75 %-100 %.
4. Dispositivo de transporte (1) según la reivindicación 3, en el que el segundo número mínimo de revoluciones por unidad de tiempo (M2) es mayor que el primer número mínimo de revoluciones por unidad de tiempo (M1) o igual que el primer número mínimo de revoluciones por unidad de tiempo (M1) .
5. Dispositivo de transporte (1) según cualquiera de las reivindicaciones anteriores, en el que número de revoluciones por unidad de tiempo del dispositivo de aspiración (7) se controla a través del dispositivo de mando (12) por medio del suministro de energía.
6. Dispositivo de transporte (1) según cualquiera de las reivindicaciones anteriores, en el que el dispositivo de 55 aspiración comprende un ventilador.
7. Dispositivo de transporte (1) según cualquiera de las reivindicaciones anteriores, en donde el dispositivo de transporte comprende además:
una cámara de presión negativa (5) , que está dispuesta debajo de la superficie de soporte del módulo de desplazamiento (2) , en donde el dispositivo de aspiración está conectado con la cámara de presión negativa a través de un conducto tubular (14) ; y/o una unidad de accionamiento (3) , que acciona el módulo de desplazamiento (2) . 65
8. Dispositivo de transporte (1) según cualquiera de las reivindicaciones anteriores, en donde la proporción de
ocupación es una proporción entre una sección permeable al aire (8) y la parte de la sección permeable al aire (8) ocupada por la pieza de trabajo.
9. Dispositivo de transporte (1) según cualquiera de las reivindicaciones anteriores, en el que el número de
revoluciones por unidad de tiempo durante el desplazamiento de una pieza de trabajo (6) decrece a escalones, preferiblemente en cuatro escalones, partiendo del número máximo de revoluciones por unidad de tiempo.
10. Dispositivo de mecanizado con un dispositivo de transporte (1) según cualquiera de las reivindicaciones anteriores y además con una unidad de mecanizado (15) para el mecanizado preferiblemente con arranque de virutas de una pieza de trabajo (6) sujeta sobre el dispositivo de transporte (1) .
11. Procedimiento para transportar y sujetar una pieza de trabajo (6) en forma de placa sobre un dispositivo de transporte (1) con una cinta transportadora (2) permeable al aire o una sección permeable al aire (8) , en el
que la pieza de trabajo (6) se sujeta sobre el módulo de desplazamiento (1) o la cinta transportadora (2) por medio de una presión negativa generada a través de un dispositivo de aspiración (7) en una cámara de presión negativa (5) ,
en donde por medio de un dispositivo sensor (10) y/o un dispositivo de mando se detecta una proporción de ocupación entre la pieza de trabajo (6) y la cinta transportadora (2) o la sección permeable al aire (8) del módulo de desplazamiento, y se controla la potencia o número de revoluciones por unidad de tiempo del dispositivo de aspiración a través de un dispositivo de mando (12) entre un primer número mínimo de revoluciones por unidad de tiempo (M1) , un segundo número mínimo de revoluciones por unidad de tiempo (M2) y un número máximo de revoluciones por unidad de tiempo (Mmáx) de tal manera que durante el
funcionamiento de marcha en vacío del dispositivo de transporte (1) el dispositivo de aspiración (7) funciona con el número mínimo de revoluciones por unidad de tiempo (M1) y durante el funcionamiento con una pieza de trabajo (6) sobre el módulo de desplazamiento (2) la potencia/ el número de revoluciones por unidad de tiempo del dispositivo de aspiración (7) decrece en función del aumento de la proporción de ocupación partiendo del número máximo de revoluciones por unidad de tiempo (Mmáx) hasta el segundo número mínimo de revoluciones por unidad de tiempo (M2) .
12. Procedimiento según la reivindicación 11, en el que el módulo de control controla el dispositivo de aspiración (7) de tal manera que funciona con el número máximo de revoluciones por unidad de tiempo (Mmáx) , cuando la pieza de trabajo cubre una superficie suficiente sobre el módulo de desplazamiento, de modo que el dispositivo de aspiración puede sujetarla sobre el módulo de desplazamiento para el mecanizado de la pieza de trabajo.
13. Procedimiento según cualquiera de las reivindicaciones 11-12, en el que el número de revoluciones por unidad de tiempo durante el desplazamiento de una pieza de trabajo decrece de manera constante y
preferiblemente de manera esencialmente lineal partiendo del número máximo de revoluciones por unidad de tiempo hasta una proporción de ocupación del 75 %-100 %.
14. Procedimiento según cualquiera de las reivindicaciones 11-13, en el que el segundo número mínimo de revoluciones por unidad de tiempo (M2) es mayor que el primer número mínimo de revoluciones por unidad 45 de tiempo (M1) o igual que el primer número mínimo de revoluciones por unidad de tiempo (M1) .
Patentes similares o relacionadas:
MÁQUINA PARA PULIR, del 5 de Julio de 2019, de IDM Creation Innovation, S.L: 1. Máquina para pulir caracterizada porque comprende un módulo de entrada , un módulo de salida y al menos un módulo de trabajo tal que cada módulo de trabajo […]
Procedimiento para la mecanización completa de rectificado de piezas de trabajo con forma de eje con secciones cilíndricas y perfiladas, del 8 de Febrero de 2019, de ERWIN JUNKER MASCHINENFABRIK GMBH: Procedimiento para la rectificación de piezas de trabajo que presentan al menos en cada caso una sección cilíndrica (10b) y una sección perfilada (10c) en una misma y única […]
Rectificadora con una luneta para el apoyo de zonas de pieza de trabajo céntricas durante la mecanización de zonas de pieza de trabajo céntricas y/o excéntricas, en particular de áreas de cojinete en cigüeñales, del 23 de Mayo de 2018, de ERWIN JUNKER MASCHINENFABRIK GMBH: Rectificadora para rectificar zonas de pieza de trabajo céntricas y/o excéntricas en piezas de trabajo , en particular áreas de cojinete en particular […]
Rectificadora y procedimiento para rectificar piezas de trabajo que presenten taladros axiales y superficies exteriores planas a mecanizar por ambos lados, del 4 de Enero de 2017, de ERWIN JUNKER MASCHINENFABRIK GMBH: Rectificadora para una mecanización completa de piezas de trabajo con un taladro central , unas superficies exteriores planas y/o no […]
Procedimiento para la fabricación de una lente para gafas con cara anterior esférica y cara posterior multifocal, del 19 de Octubre de 2016, de Carl Zeiss Vision GmbH: Procedimiento para la fabricación de lentes para gafas con una superficie de visión progresiva, caracterizado por que cada una de las lentes para gafas […]
Procedimiento para la fabricación de un cristal para gafas con lado anterior esférico y lado posterior progresivo, del 19 de Octubre de 2016, de Carl Zeiss Vision GmbH: Procedimiento para la fabricación de lentes para gafas con efecto multifocal, caracterizado por que las lentes para gafas se fabrican a partir de […]
 Mandril de fijación de vacío para fijar una pieza bruta de lentes de gafas, del 31 de Agosto de 2016, de Carl Zeiss Vision GmbH: Mandril de fijación de vacío para la retención de una pieza bruta de lente de gafas con una superficie delantera esférica,
- con una superficie de apoyo […]
Mandril de fijación de vacío para fijar una pieza bruta de lentes de gafas, del 31 de Agosto de 2016, de Carl Zeiss Vision GmbH: Mandril de fijación de vacío para la retención de una pieza bruta de lente de gafas con una superficie delantera esférica,
- con una superficie de apoyo […]
Máquina amoladora, del 4 de Mayo de 2016, de Taiyo Koki Co., Ltd: Máquina amoladora que comprende: una rueda abrasiva que amuela una superficie periférica exterior o una superficie periférica interior […]