Suela exterior antideslizante y un método para proveer dicha suela exterior.
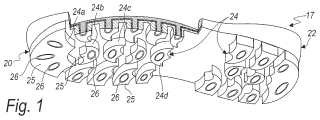
Una suela exterior antideslizante, que comprende, en la superficie (25,
125) diseriadapara el contacto con el suelo, una pluralidad de inserciones antideslizantes (26,126) hechas de tejido o tela no tejida, caracterizada por el hecho de que dichas inserciones(26, 126) estan provistas por tubos hechos de tejido o tela no tejida, dispuestos ortogonalmenterespecto de la superficie (25, 125) diseriada para el contacto con el suelo.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08152286.
Solicitante: FRASSON S.R.L.
Nacionalidad solicitante: Italia.
Dirección: VIA GIORGIONE, 24, FRAZIONE RAMON 31037 LORIA (TV) ITALIA.
Inventor/es: FRASSON,GIANNI, FRASSON,GILBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A43B13/24 NECESIDADES CORRIENTES DE LA VIDA. › A43 CALZADOS. › A43B ELEMENTOS CARACTERISTICOS DEL CALZADO; PARTES CONSTITUTIVAS DEL CALZADO. › A43B 13/00 Suelas (plantillas A43B 17/00 ); Suela y tacón de una sola pieza. › mediante el empleo de las incrustaciones.
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29C45/16 B29C 45/00 […] › Fabricación de objetos multicapas o multicolores.
- B29D30/66 B29 […] › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00). › Moldeo de capas sobre la carcasa del neumático, p. ej. capas antiderrapantes con clavos.
- B29D35/14 B29D […] › B29D 35/00 Fabricación de calzado. › con multicapas.
- B60C11/14 B […] › B60 VEHICULOS EN GENERAL. › B60C NEUMATICOS PARA VEHICULOS; INFLADO DE NEUMATICOS; CAMBIO DE NEUMATICOS; FIJACION DE VALVULAS A CUERPOS ELASTICOS INFLABLES, EN GENERAL; DISPOSITIVOS O INSTALACIONES CONCERNIENTES A LOS NEUMATICOS. › B60C 11/00 Bandas de rodamiento de neumáticos; Dibujos de bandas; Piezas insertadas antiderrapantes. › Elementos insertados antiderrapantes, p. ej. vulcanizados en la banda de rodadura.
PDF original: ES-2394342_T3.pdf
Fragmento de la descripción:
SUELA EXTERIOR ANTIDESLIZANTE Y UN MÉTODO PARA PROVEER DICHA
SUELA EXTERIORLa presente invención hace referencia a una suela exterior antideslizante.
La presente invención también hace referencia a un método para proveer una suela exterior antideslizante y una suela provista de una suela exterior antideslizante.
Tal y como se conoce, hay muchas situaciones en las que es necesario caminar, correr, o trabajar en suelos que se han vuelto deslizantes por la lluvia, el barro, la nieve y el hielo, o pasar de tales suelos a suelo seco cubierto con asfalto y duros y luego de nuevo a suelos deslizantes.
Estas condiciones de suelo pueden afectar a los pies de un atleta, de un montañero, de un excursionista o de cualquier persona que trabaje en estas condiciones todos los días. Diversos tipos de zapato son conocidos actualmente que están provistos de suelas con suelas exteriores antideslizantes para senderismo, caminar y seguridad.
También es conocido que hay suelas que constituyen la suela exterior directamente, pero también hay suelas que, estando hechas de materiales que no son resistentes a la abrasión, tienen una suela exterior que es aplicada a la parte inferior y está hecha de un material diferente que es más resistente al desgaste y a las tensiones impartidas por las fuerzas involucradas cuando se camina o se corre.
Mientras que los zapatos de seguridad antideslizantes están generalmente en su mayoría provistos simplemente de una suela con una suela exterior que está ranurada de una forma particular, las botas de senderismo también están preestablecidas para fijar crampones a la suela.
Las botas ordinarias y las botas de montañismo también son conocidas que están provistas de crampones que pueden ser extraídos de la suela y retraídos en ella dependiendo de si se ha de caminar sobre el hielo o sobre una superficie sin hielo.
Dichos crampones extraíbles afectan a una o dos regiones limitadas de la suela y de esta forma aseguran el agarre sólo cuando al menos una de dichas dos regiones, generalmente la puntera y el talón, está presionada al suelo; además con el fin de extraer y retraer los crampones es necesario actuar manualmente sobre el mecanismo provisto apropiadamente con el que la suela está provista, interrumpiendo el caminar y agachándose para manipular los zapatos en los pies.
Además, el portador de tales zapatos con suelas provistas de crampones extraíbles debe darse cuenta a tiempo de que está a punto de caminar sobre suelo con hielo y debe actuar con prontitud para extraer los crampones, o de otro modo los riesgos de caer son los mismos que con un par de zapatos normales.
También son conocidos tachones de agarre que pueden ser aplicados a cualquier suela exterior hecha de caucho o material plástico de cualquier tipo de zapato; dichos tachones de agarre pueden ser quitados con facilidad de los asientos de anclaje, que están provistos enroscándolos en la suela exterior, y subsiguientemente reinstalados.
Aunque esta serie de tachones asegura un agarre excelente en hielo y roca, requiere un tiempo considerable para ponerlos y quitarlos, y por lo tanto el zapato preparado para tratar con suelo con hielo o generalmente deslizante es muy incómodo de usar en suelo normal.
Además, enroscar dichos tachones muy duros en la suela exterior provoca, si la fuerza de apriete es excesiva, el rasgado y el corte de la suela en la parte roscada del tachón, de forma que el tachón está posicionado pobremente y no funciona correctamente pero sí que se dobla y tiende a escaparse del asiento que acaba de ser formado por la rosca en la suela exterior.
De una forma similar a lo que ha sido descrito para las suelas de zapatos, las bandas de rodadura de neumático, aunque están ranuradas y ajustadas en temperatura, están bien adecuadas para tratar con el suelo con hielo sólo con cadenas o clavos.
Los neumáticos con clavos son muy incómodos, puesto que han de ser colocados sustituyendo a las ruedas ordinarias con una banda de rodadura normal que simplemente está ranurada, mientras que las cadenas para la nieve son notoriamente muy incómodas de colocar, además del hecho de que no todos los coches con una elevada capacidad de cilindros pueden llevar tales cadenas para la nieve debido a la proximidad de la rueda con el alojamiento de la rueda que la protege.
Las fundas para la nieve hechas de tejido antideslizante en las que la rueda es envuelta son conocidas actualmente como sustitución de las cadenas para la nieve.
Aunque estas fundas son más fáciles de colocar que las cadenas e igualmente efectivas en términos de agarre en hielo, también requieren una operación de colocación y una operación de separación además de ocupar un cierto volumen en el maletero, al igual que las cadenas.
EP-1 177884 muestra un zapato ligero para correr con inserciones en la suela exterior tal y como se define en el preámbulo de la reivindicación 1.
US-1, 457, 826 muestra un zapato que tiene una suela exterior con inserciones.
GB-2 392 369 muestra una suela que tiene un elemento inferior de tejido.
El objetivo de la presente invención es proveer una suela exterior antideslizante que sea capaz de evitar los inconvenientes de los tipos conocidos de suela exterior.
Dentro de este objetivo, un objeto de la presente invención es proveer una suela exterior antideslizante que sea capaz de realizar completamente su función sin tener que colocarse en ella tachones, crampones o cualquier otro tipo de dispositivo auxiliar antideslizante.
Otro objeto de la presente invención es proveer una suela exterior antideslizante que pueda ser incorporada fácilmente en tipos conocidos de producto, tales como suelas de zapatos o botas, neumáticos, orugas y similares.
Dentro de este objetivo, otro objeto de la presente invención es proveer un método para proveer una suela exterior antideslizante para producir suelas para zapatos, neumáticos, orugas y similares, provista de una suela exterior que solucione los inconvenientes de tipos conocidos de suela exterior y dispositivos antideslizantes correspondientes.
Otro objeto de la presente invención es proveer una suela exterior antideslizante con la que sea posible proveer suelas para zapatos y botas de cualquier tipo y forma, desde un zapato normal de ciudad a una bota técnica de senderismo y zapato deportivo en general, a un zapato de seguridad.
Otro objeto de la presente invención es proveer una suela con suela exterior antideslizante para suelas que tenga propiedades técnicas y relacionadas con la comodidad que no sean inferiores a las de tipo conocidos de suela de zapato.
Otro objeto de la presente invención es proveer una suela exterior antideslizante y un método para fabricarla que pueda ser obtenida con sistemas y tecnologías conocidas.
Este objetivo y estos objetos se consiguen según la invención mediante una suela exterior antideslizante tal y como se define en la reivindicación 1, por un método tal y como se define en la reivindicación 3 y con una suela tal y como se define en la reivindicación 16.
Ejemplos de realización particulares de la invención son el objeto de las respectivas reivindicaciones dependientes.
Ventajosamente, tal suela exterior antideslizante también está caracterizada por el hecho de que dichas inserciones de tejido o tela no tejida emergen de dichas superficies de contacto con el suelo o forman con ellas una superficie sustancialmente continua.
Un método para proveer una suela exterior antideslizante según la invención con
siste en: Insertar dentro de un primer molde, provisto internamente de una serie de clavijas que sobresalen de una primera parte de molde para pasar a través de la impresión formada dentro del molde para formar orificios en la suela exterior, un elemento hecho de tejido o tela no tejida que está extendido para afectar toda la impresión, o una pluralidad de elementos hechos de tejido o tela no tejida, localizados en dichas clavijas, de forma que cuando el primer molde es cerrado dicho único elemento o dichos elementos localizados hechos de tejidos o tela no tejida envuelven al menos el extremo libre de dichas clavijas, Introducir en el primer molde caucho u otro material plástico equivalente de forma que esté interpuesto entre la segunda parte de molde y el único elemento o los elementos localizados hechos de tejido o tela no tejida, Vulcanizar el caucho inyectado de forma que una primera capa inferior de la suela exterior esté formada con el único elemento o los elementos localizados incrustados allí y presionados contra las clavijas, Cerrar el primer componente intermedio, obtenido en el primer molde, dentro de... [Seguir leyendo]
Reivindicaciones:
1. Una suela exterior antideslizante, que comprende, en la superficie (25, 125) diseñada para el contacto con el suelo, una pluralidad de inserciones antideslizantes (26, 126) hechas de tejido o tela no tejida, caracterizada por el hecho de que dichas inserciones (26, 126) están provistas por tubos hechos de tejido o tela no tejida, dispuestos ortogonalmente respecto de la superficie (25, 125) diseñada para el contacto con el suelo.
2. La suela exterior antideslizante según la reivindicación 1, caracterizada por el hecho de que dichas inserciones (26, 126) hechas de tejido o tela no tejida emergen de dicha superficies para el contacto con el suelo (25, 125) o forman con ellas una superficie sustancialmente continua.
3. Un método para proveer una suela exterior antideslizante, que comprende:
-insertar dentro de un primer molde (10) , provisto internamente de una serie de clavijas (17a, 17b, 17 c) que sobresalen de una primera parte de molde (11) para pasar a través de la impresión formada dentro del molde (10) para formar orificios en la suela exterior, un elemento (18) hecho de tejido o tela no tejida que se extiende para afectar toda la impresión, o una pluralidad de elementos (BOa, 130b, 130c, 130d) hechos de tejido o tela no tejida, que están localizados en dichas clavijas (17a, 17b, 17c) , de forma que cuando el primer molde (10) esté cerrado dicho primer elemento (18) o dichos elementos localizados (BOa, 130b, 130c, 130d) hechos de tejido o tela no tejida rodean al menos el extremo libre de dichas clavijas,
-introducir en el primer molde (10) caucho u otro material plástico equivalente, de forma que esté interpuesto entre la segunda parte de molde (12) y el elemento único (18)
o los elementos localizados (BOa, 130b, 130c, 130d) hechos de tejido o tela no tejida,
-vulcanizar el caucho o material plástico introducido, de forma que una primera capa inferior (20, 120) de la suela exterior está formada que se incrusta y presiona contra las clavijas, el elemento único (18) o los elementos localizados (BOa, 130b, 130c, 130d) y formar un primer componente intermedio (21) , Y
-cerrar el primer componente intermedio (21) , obtenido en el primer molde (10) , dentro de un segundo molde (13) para el sobremoldeo de una segunda capa (22) , hecha de material plástico o caucho, con el fin de llenar los orificios generados por dichas clavijas (17a, 17b, 17c) y cerrar dicho elemento único (18) o dichos elementos localizados (BOa,
130b, 130c, 130d) hechos de tejido o tela no tejida entre dichas dos primera y segunda capas (20, 22) , Y formar un segundo componente intermedio (23) ; y -extraer el segundo componente intermedio (23) del segundo molde (13) yacabarIo.
4. El método según la reivindicación 3, en el que dicho paso de acabado consiste en quitar al menos parte de las porciones (18a, 18b, 18c, 131 a, 131 b, 131 c, 131 d) del elemento (18) o de los elementos localizados (130a, 130b, 130c, 130d) que emergen de las superficies de contacto con el suelo (25, 125) de la suela exterior.
5. El método según la reivindicación 4, en el que dicho paso de acabado consiste en quitar material de las superficies de contacto con el suelo (25, 125) de la suela exterior, de forma que las inserciones (26, 126) hechas de tejido o tela no tejida formen con dichas superficies (25, 125) una superficie sustancialmente continua.
6. El método según la reivindicación 3, en el que durante dicho primer paso un elemento (18) hecho de tejido o tela no tejida es insertado dentro del primer molde (10) Y es extendido para afectar toda la impresión, dicho elemento (18) , cuando el primer molde
(10) se cierra, estando presionado entre las clavijas (17a, 17b, 17c) de la primera parte de molde (11) , y huecos correspondientemente encarados (19a, 19b, 19c) provistos en la segunda parte de molde (12) , para formar las inserciones (26, 126) diseñadas para encararse
7. El método según la reivindicación 6, en el que dichos huecos (19a, 19b) están perfilados para acomodar las porciones (18a, 18b, 18c, 131 a, 131 b, 131 c, 131 d) del elemento (18) o de los elementos localizados (130a, 130b, 130c, 130d) que están dispuestos para rodear el extremo de las clavijas (17a, 17b, 17c) .
8. El método según una o más de las reivindicaciones 3-7, en el que la introducción del caucho o material plástico en el primer molde (10) ocurre mediante inyección o, como alternativa, mediante la deposición de un bloque para el moldeo por compresión, o por colada.
9. El método según una o más de las reivindicaciones 3-8, en el que el sobremoldeo que ocurre en el segundo molde (13) ocurre por inyección o, como alternativa, por la deposición de un bloque para el moldeo por compresión, o por colada.
10. El método según una o más de las anteriores reivindicaciones 3-9, en el que el material que es utilizado para el sobremoldeo es selectivamente caucho o un material
plástico, dichos materiales plásticos siendo preferiblemente cauchos sintéticos, materiales termoplásticos o materiales de poliuretano.
11. El método según una o más de las anteriores reivindicaciones 3-10, en el que durante dicho paso para el cierre del primer componente intermedio (21) en el segundo molde (13) para el sobremoldeo de la segunda capa (22) , la solapa perimétrica (18z) del elemento de tejido (18) es pinzada entre la cuarta parte de molde (15) y el elemento anular sobrepuesto (16) del segundo molde (13) , que a su vez es presionado por la tercera parte de molde (14) , dicha solapa (18z) proveyendo un sello para hacer que la cámara formada entre la tercera parte de molde (14) y dicho elemento de tejido (18) sea hermética.
12. El método según una o más de las anteriores reivindicaciones 3-11, en el que el paso de acabado comprende la eliminación de dicha solapa perimétrica (18z) del elemento (18) hecho de tejido o tela no tejida y de las partes (18a, 18b, 18c, 131a, 131b, 131c, BId) que rodean en una región inferior los extremos en las clavijas (17a, 17b, 17c) .
13. El método según la reivindicación 7, en el que dichos elementos localizados (BOa, 130b, 130c, 130d) están cada uno formados por un tubo hecho de tejido o tela no tejida colocado sobre una correspondiente clavija de la primera parte de molde (10) .
El método según una o más de las reivindicaciones 3-13, en el que el tejido, así como la tela no tejida, que es utilizado para proveer dicho elemento único (18) o dichos elementos localizados (BOa, 130b, 130c, 130d) es de cualquier tipo dependiendo de los requisitos y las necesidades.
15. El método según una o más de las reivindicaciones 3-14, en el que provee cualquier producto o porción de producto que comprende una suela exterior con superficies de contacto con el suelo (25, 125) provistas de una pluralidad de áreas antideslizantes (26, 126) hechas de tejido o tela no tejida.
16. Una suela provista de una suela exterior antideslizante según las reivindicaciones 1 y 2.
Patentes similares o relacionadas:
Elemento de protección, elemento de hormigón y procedimiento para la fabricación de un elemento de hormigón, del 22 de Julio de 2020, de HERRENKNECHT AG: Elemento de protección para la conexión con un elemento de hormigón de una entibación de túnel, que presenta al menos una sección de protección , […]
Procedimiento de producción de una pieza, del 13 de Mayo de 2020, de Flex-N-Gate France: Procedimiento de producción de una pieza que incluye, al menos, un elemento de refuerzo fabricado a partir de un inserto fibroso de material […]
Un método de fabricación de un sistema de apertura para un recipiente, del 13 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un método de fabricación de un sistema de apertura para un recipiente, comprendiendo el recipiente un material de envasado que tiene un exterior […]
Recipiente con bolsa moldeada en el conjunto de válvula y proceso de fabricación correspondiente, del 22 de Abril de 2020, de Dow Global Technologies LLC: Un proceso que comprende: colocar una bolsa de manga en el conjunto de válvula (SBoV) en un aparato de molde de soplado que tiene dos moldes opuestos y móviles , […]
Método para fabricar un elemento de conexión, elemento de conexión fabricado utilizando el método, herramienta para fabricar dicho elemento de conexión y un sistema de sujeción con dicho elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión utilizando un método de moldeo por inyección, en donde, en una primera etapa, una parte de sujeción […]
Método para fabricar un elemento de conexión, del 8 de Abril de 2020, de GOTTLIEB BINDER GMBH & CO. KG: Método para fabricar un elemento de conexión usando un método de moldeo por inyección de espuma, en donde una parte de sujeción con elementos […]
MOLDE, MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 2 de Abril de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Molde para la fabricación de artículos tridimensionales, que comprende un cuerpo ; una tapa configurada para cerrar dicho cuerpo ; y medios de cierre […]
MÁQUINA Y PROCEDIMIENTO PARA LA FABRICACIÓN DE ARTÍCULOS TRIDIMENSIONALES Y PLANTA DE FABRICACIÓN ASOCIADA A LA MISMA, del 30 de Marzo de 2020, de SIMPLICITY WORKS EUROPE, S. L. (100.0%): Máquina para la fabricación de artículos tridimensionales, que comprende un módulo de recepción configurado para recibir un molde (M1) formado por un cuerpo (M2) y […]