Dispositivo de soldadura con cabeza de electrodo intercambiable.
Dispositivo de soldadura para una máquina de trabajo, en particular máquina punzonadora o/y dobladora paradotar piezas de soporte con metal de contacto mediante unión por soldadura de piezas en bruto de metal decontacto,
que están separadas de un material de banda, en particular alambre (28), que comprende:
- un bastidor de base,
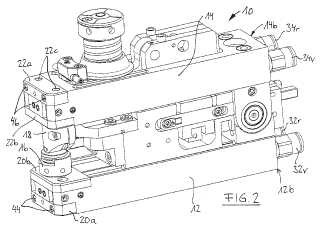
- un par de electrodos (16, 18; 116, 118; 216, 218) con un primer electrodo (18; 118; 218) que puede moverseentre una posición de recepción y una posición de soldadura con respecto a un segundo electrodo (16; 116;216), donde el primer y el segundo electrodo (16, 18; 116, 118; 216, 218) están dispuestos en primeros ysegundos elementos de bastidor de tipo tenaza respectivos (12, 14), que pueden moverse, en particularpivotarse, uno con respecto a otro, y
- un suministro de metal de contacto con un dispositivo de avance (28, 30) para el suministro de piezas en brutode metal de contacto al par de electrodos (16, 18; 116, 118; 216, 218),
donde en cada elemento de bastidor (12, 14) están previstos un avance de refrigerante (32v, 34v, 50v, 52v) y unretorno de refrigerante (32r, 34r, 50r, 52r) de un circuito de refrigerante respectivo para la refrigeración del electrodocorrespondiente (16, 18; 116, 118; 216, 218),
caracterizado por que
al menos uno de los electrodos (16, 18; 116, 118; 216, 218), preferiblemente ambos electrodos, están unidos demanera separable por medio de un soporte de electrodo respectivo (20, 22) con un alojamiento de electrodo de suelemento de bastidor respectivo (12, 14) de tal manera que el soporte de electrodo (20, 22) con el electrodo (16,18;116, 118; 216, 218) en el funcionamiento interrumpido del dispositivo de soldadura puede retirarse del dispositivo desoldadura que por lo demás queda ensamblado, preferiblemente fijado, a la máquina punzonadora o/y dobladora,donde el electrodo o/y el soporte de electrodo asociado (20, 22) están diseñados de tal manera que mediante laproducción de la conexión mecánica entre soporte de electrodo (20, 22) y elemento de bastidor (12, 14) se cierraautomáticamente el circuito de refrigerante en cuestión,
donde en los circuitos de refrigerante está previsto un dispositivo de evacuación respectivo o común, para sacarrefrigerante que se encuentra en el circuito al menos parcialmente del mismo, y
donde el dispositivo de evacuación comprende al menos una conducción neumática, que está conectada a través deal menos una válvula con un avance de refrigerante o los avances de refrigerante, de tal manera que puedebombearse aire comprimido a partir de una fuente de aire comprimido al circuito de refrigerante.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10179349.
Solicitante: OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH.
Nacionalidad solicitante: Alemania.
Dirección: LECHBRUCKER STRASSE 15 87642 HALBLECH ALEMANIA.
Inventor/es: KOPF, JOHANN, BIHLER, MATHIAS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K11/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia. › Características relativas a los electrodos (formas o composiciones de los electrodos B23K 35/00).
- B23K11/31 B23K 11/00 […] › Portaelectrodos (no limitados a la soldadura por resistencia eléctrica o al seccionamiento por calentamiento por resistencia B23K 37/02).
- B23K11/36 B23K 11/00 […] › Equipo auxiliar (B23K 11/31 tiene prioridad).
- H01H11/04 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01H INTERRUPTORES ELECTRICOS; RELES; SELECTORES; DISPOSITIVOS DE PROTECCION DE EMERGENCIA (cables de contacto H01B 7/10; interruptores automáticos de tipo electrolítico H01G 9/18; circuitos de protección, de seguridad H02H; conmutación por medios electrónicos sin cierre de contactos H03K 17/00). › H01H 11/00 Aparatos o procedimientos especialmente adaptados a la fabricación de interruptores eléctricos (procedimientos especialmente adaptados para la fabricación de conmutadores móviles rectilíneamente que tienen una pluralidad de elementos de operación asociados a diferentes juegos de contactos, p. ej. teclados, H01H 13/88). › de contactos de interruptores.
PDF original: ES-2415508_T3.pdf
Fragmento de la descripción:
Dispositivo de soldadura con cabeza de electrodo intercambiable La presente invención se refiere a un dispositivo de soldadura según el preámbulo de la reivindicación 1.
Un dispositivo de soldadura de este tipo se conoce a partir del documento DE 24 62 790 C2. Los dispositivos de soldadura de este tipo, que se denominan también aparatos de soldadura por contacto, se utilizan en los más diversos procedimientos de soldadura por contacto, tales como por ejemplo soldadura de alambre, soldadura de banda de perfil, soldadura de plaquetas y soldadura de bola. Se presta una atención especial a este respecto a la soldadura de alambre y de banda de perfil, que permiten una fabricación económica de componentes deseados con elementos unidos por soldadura.
Los dispositivos de soldadura conocidos han dado muy buen resultado en la fabricación a gran escala. No obstante,
los ciclos de producción para los componentes a fabricar se han modificado considerablemente, en particular se han acortado. Esto significa que, con frecuencia, sólo se producen números de piezas aún menores de un producto determinado, para producir sólo a demanda y no para su almacenamiento. Por parte de los fabricantes de tales productos se espera por lo tanto una gran flexibilidad, de modo que con las máquinas existentes puedan responder rápidamente a los deseos del cliente y diferentes productos a fabricar.
En el caso de los dispositivos de soldadura que se han utilizado hasta el momento se ha mostrado que el cambio de electrodos es relativamente complicado, de modo que un dispositivo de soldadura podría reequiparse sólo con un tiempo empleado relativamente alto. Un cambio de los electrodos es necesario en particular también tras un tiempo de vida determinado o tras un número determinado de procesos de soldadura. Así mismo, los electrodos presentan también diferentes dimensiones, de modo que pueden procesarse piezas en bruto de metal de contacto de diferente tamaño.
Un dispositivo de soldadura similar, adicional, se conoce a partir del documento JP 11 285855 A. En el caso de este dispositivo de soldadura se sostiene una punta de electrodo por un soporte de punta de electrodo que comprende un canal de refrigerante, que por su parte está colocado sobre un soporte de electrodo cilíndrico y está sujeto al mismo por medio de una conexión de apriete de tornillo. Para cambiar la punta de electrodo se afloja en primer lugar la conexión de apriete de tornillo, entonces se extrae el soporte de punta de electrodo del soporte de electrodo cilíndrico y por último que saca la punta de electrodo vieja y se cambia por una nueva. A este respecto está previsto que el enfriamiento del soporte de punta de electrodo no se interrumpa por el cambio de la punta de electrodo, dado que no tienen que separarse del mismo tubos flexibles conectados con el canal de refrigerante del soporte de punta de electrodo. Si bien en principio podría concebirse una separación de este tipo, sería en cambio costosa y llevaría con gran probabilidad a una salida indeseada de refrigerante.
Así mismo, para completar se remite también al documento US 7 022 937 B1, el documento JP 7 308783 A y el documento JP 56 119677A, que dan a conocer igualmente dispositivos de soldadura.
Es objetivo de la invención perfeccionar un dispositivo de soldadura del tipo mencionado de tal manera que se permita una utilización flexible del dispositivo de soldadura, debiendo prestarse atención en particular a los cortos tiempos de parada en el dispositivo de soldadura o la máquina de trabajo correspondiente, en particular máquina 45 punzonadora o/y de banda.
Para conseguir este objetivo se propone un dispositivo de soldadura de acuerdo con la reivindicación 1.
El electrodo y su soporte de electrodo correspondiente forman a este respecto un tipo de unidad y se mencionan en conjunto a continuación también como cabeza de electrodo del dispositivo de soldadura. El electrodo y su soporte de electrodo pueden retirarse con pocas maniobras a partir del dispositivo de soldadura y cambiarse por un electrodo siguiente con su propio soporte de electrodo. Resulta por lo tanto un sistema de cambio rápido para la cabeza de electrodo de un dispositivo de soldadura. De este modo puede mantenerse muy corta la interrupción del servicio durante el cambio de electrodos. Para el cambio de una cabeza de electrodo o de un electrodo en un dispositivo de 55 soldadura del estado de la técnica había que contar hasta el momento con un tiempo empleado y por lo tanto una interrupción del servicio de aproximadamente 30 minutos. Mediante la capacidad de retirada del electrodo junto con su soporte de electrodo como cabeza de electrodo en el sentido de un sistema de cambio rápido, puede tener lugar un cambio del electrodo en el plazo de algunos minutos, en particular menos de 10 minutos. Por lo tanto el servicio debe interrumpirse durante un tiempo claramente más corto. Esto repercute directamente en la cantidad producible de piezas de trabajo, en particular considerando que por medio de una máquina dobladora o/y punzonadora con un dispositivo de soldadura de este tipo pueden producirse números de piezas de > 100 por minuto.
En cada elemento de bastidor están previstos un avance de refrigerante y un retorno de refrigerante de un circuito de refrigerante respectivo para la refrigeración del electrodo correspondiente, donde el electrodo o/y el soporte de 65 electrodo asociado están diseñados de tal manera que mediante la producción de la conexión mecánica entre soporte de electrodo y elemento de bastidor se cierra automáticamente el circuito de refrigerante en cuestión.
La refrigeración de los electrodos es necesaria, dado que en el proceso de soldadura reinan temperaturas muy altas. Entre el soporte de electrodo y el elemento de bastidor que comprende el avance y retorno de refrigerante hay, según este perfeccionamiento, una interfaz, que conecta secciones de conducción que discurren en el soporte de electrodo o el electrodo con secciones correspondientes del avance o retorno de refrigerante. A este respecto la conexión hidráulica y estanca y por lo tanto el cierre del circuito de refrigerante para un electrodo se provoca automáticamente mediante la colocación mecánica del soporte de electrodo en el elemento de bastidor.
En los circuitos de refrigerante está previsto un dispositivo de evacuación respectivo o común, para sacar al menos parcialmente del mismo refrigerante que se encuentra en el circuito. A este respecto pueden evacuarse en particular el avance de refrigerante que conduce al electrodo y el retorno que parte del electrodo, de modo que al cambiar un electrodo y la interrupción relacionada con lo mismo del circuito de refrigerante en la zona del alojamiento de electrodo en el elemento de bastidor no sale nada de refrigerante o sólo poco refrigerante.
El dispositivo de evacuación comprende al menos una conducción neumática, que está conectada a través de al
menos una válvula con un avance de refrigerante o los avances de refrigerante, de tal manera que puede bombearse aire comprimido a partir de una fuente de aire comprimido al circuito de refrigerante. En este contexto se propone que el dispositivo de evacuación comprenda una válvula de suministro asociada al avance de refrigerante, que está cerrada durante la evacuación del circuito de refrigerante. Una válvula de suministro de este tipo sirve para poder cerrar el avance de refrigerante en su lado aguas arriba hacia un depósito de refrigerante o una bomba de refrigerante. La válvula de aire comprimido mencionada anteriormente está dispuesta preferiblemente aguas abajo de la válvula de avance de refrigerante, de modo el avance de refrigerado ya no alimentado con refrigerante con la válvula de suministro cerrada y el retorno de refrigerante que le sigue pueden evacuarse esencialmente por medio del aire comprimido introducido por soplado o bombeado al interior. El refrigerante desplazado por aire comprimido a partir del avance o retorno de refrigerante puede alojarse en un depósito de refrigerante del circuito de refrigerante o dado el caso sacarse por una válvula de salida separad.
Como perfeccionamiento se propone que el soporte de electrodo puede conectarse o está conectado con arrastre de forma con el alojamiento de electrodo de los elemento de bastidor. A este respecto, el soporte de electrodo y el alojamiento de electrodo en los elementos de bastidor pueden estar diseñados de tal manera que entre el soporte de electrodo y el elemento de bastidor puede producirse o se ha producido una conexión por apriete. Además de una conexión por apriete puede concebirse también que el soporte de electrodo pueda estar conectado con su elemento de bastidor a través de una conexión de resorte... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de soldadura para una máquina de trabajo, en particular máquina punzonadora o/y dobladora para dotar piezas de soporte con metal de contacto mediante unión por soldadura de piezas en bruto de metal de 5 contacto, que están separadas de un material de banda, en particular alambre (28) , que comprende:
-un bastidor de base, -un par de electrodos (16, 18; 116, 118; 216, 218) con un primer electrodo (18; 118; 218) que puede moverse entre una posición de recepción y una posición de soldadura con respecto a un segundo electrodo (16; 116; 216) , donde el primer y el segundo electrodo (16, 18; 116, 118; 216, 218) están dispuestos en primeros y segundos elementos de bastidor de tipo tenaza respectivos (12, 14) , que pueden moverse, en particular pivotarse, uno con respecto a otro, y -un suministro de metal de contacto con un dispositivo de avance (28, 30) para el suministro de piezas en bruto de metal de contacto al par de electrodos (16, 18; 116, 118; 216, 218) ,
donde en cada elemento de bastidor (12, 14) están previstos un avance de refrigerante (32v, 34v, 50v, 52v) y un retorno de refrigerante (32r, 34r, 50r, 52r) de un circuito de refrigerante respectivo para la refrigeración del electrodo correspondiente (16, 18; 116, 118; 216, 218) ,
caracterizado por que al menos uno de los electrodos (16, 18; 116, 118; 216, 218) , preferiblemente ambos electrodos, están unidos de manera separable por medio de un soporte de electrodo respectivo (20, 22) con un alojamiento de electrodo de su elemento de bastidor respectivo (12, 14) de tal manera que el soporte de electrodo (20, 22) con el electrodo (16, 18; 116, 118; 216, 218) en el funcionamiento interrumpido del dispositivo de soldadura puede retirarse del dispositivo de soldadura que por lo demás queda ensamblado, preferiblemente fijado, a la máquina punzonadora o/y dobladora,
donde el electrodo o/y el soporte de electrodo asociado (20, 22) están diseñados de tal manera que mediante la producción de la conexión mecánica entre soporte de electrodo (20, 22) y elemento de bastidor (12, 14) se cierra automáticamente el circuito de refrigerante en cuestión, donde en los circuitos de refrigerante está previsto un dispositivo de evacuación respectivo o común, para sacar refrigerante que se encuentra en el circuito al menos parcialmente del mismo, y donde el dispositivo de evacuación comprende al menos una conducción neumática, que está conectada a través de al menos una válvula con un avance de refrigerante o los avances de refrigerante, de tal manera que puede bombearse aire comprimido a partir de una fuente de aire comprimido al circuito de refrigerante.
2. Dispositivo de soldadura de acuerdo con la reivindicación 1, caracterizado por que el dispositivo de evacuación comprende así mismo una válvula de suministro asociada al avance de refrigerante, que está cerrada durante la evacuación del circuito de refrigerante.
3. Dispositivo de soldadura de acuerdo con una de las reivindicaciones anteriores, caracterizado por que el soporte de electrodo (20, 22) puede conectarse o está conectado con arrastre de forma con el alojamiento de electrodo de los elemento de bastidor (12, 14) .
4. Dispositivo de soldadura de acuerdo con la reivindicación 3, caracterizado por que el soporte de electrodo (20, 22) y el alojamiento de electrodo en los elementos de bastidor (12, 14) están diseñados de tal manera que entre el soporte de electrodo (20, 22) y el elemento de bastidor (12, 14) puede producirse o se ha producido una conexión
por apriete.
5. Dispositivo de soldadura de acuerdo con una de las reivindicaciones anteriores, caracterizado por que el soporte de electrodo (20, 22) presenta dos listones de guía (20a, b, 22a, b; 120a, b, 122a, b; 220a, b, 222a, b) conectados entre sí, ajustables en su separación de uno a otro.
6. Dispositivo de soldadura de acuerdo con la reivindicación 5, caracterizado por que los listones de guía (20a, b, 22a, b; 120a, b, 122a, b; 220a, b, 222a, b) en el estado instalado del electrodo alojan entre ellos una sección de bastidor (40, 42) del alojamiento de electrodo.
7. Dispositivo de soldadura de acuerdo con la reivindicación 6, caracterizado por que los listones de guía (20a, b, 22a, b) están conectados entre sí a través de al menos un perno (20c, 22c) , donde el perno (20c, 22c) en el estado instalado del electrodo está alojado en una abertura correspondiente respectiva (40a, 42a) en la sección de bastidor (40, 42) .
8. Dispositivo de soldadura de acuerdo con la reivindicación 7, caracterizado por que el perno (20c, 22c) está diseñado de tal manera que éste puede ajustarse por medio de un elemento de ajuste (44, 46) previsto en uno de los listones de guía (20a, 22a) , preferiblemente por medio de un tornillo de ajuste, de tal manera que puede ajustarse la separación entre los dos listones de guía (20a, b, 22a, b) , para producir o para aflojar la conexión, preferiblemente conexión por apriete, entre el electrodo (16, 18) y el elemento de bastidor (12, 14) , en particular la 65 sección de bastidor (40, 42) .
9. Máquina de trabajo, en particular máquina dobladora o/y punzonadora para el mecanizado, en particular la conformación de piezas de trabajo que atraviesan, con cuerpo de base de tipo pared, que se encuentra sobre una base, que presenta un lado de mecanizado delantero y uno trasero, con al menos un conjunto de herramientas para el mecanizado de las piezas de trabajo, caracterizada por un dispositivo de soldadura (10; 110; 210) de acuerdo con una de las reivindicaciones anteriores.
10. Procedimiento para cambiar una cabeza de electrodo de un dispositivo de soldadura de acuerdo con una de las reivindicaciones 1 a 8, donde la cabeza de electrodo comprende un electrodo (16, 18; 116, 118; 216, 218) y un soporte de electrodo conectado con el mismo (20, 22) , donde el soporte de electrodo (20, 22) está diseñado de tal 10 manera que puede conectarse con el dispositivo de soldadura, preferiblemente con la producción de una conexión por apriete, y donde en la cabeza de electrodo (36, 38; 136, 138; 236, 238) , en particular en una parte del soporte de electrodo (20, 22) o/y en el electrodo (16, 18; 116, 118; 216, 218) están diseñadas secciones de conducción, en particular secciones de avance y de retorno (54, 56) , que pueden acoplarse automáticamente con un circuito de refrigerante (32v, r, 34v, r, 50v, r, 52v, r) del dispositivo de soldadura con la conexión mecánica de la cabeza de electrodo (36, 38; 136, 138; 236, 238) con el dispositivo de soldadura, donde el procedimiento comprende las siguientes etapas:
- poner fuera de servicio el dispositivo de soldadura, -interrumpir el flujo de entrada de refrigerante en al menos un circuito de refrigerante, que está asociado a un
electrodo a cambiar, mediante el cierre de una válvula de suministro asociada al avance de refrigerante, -introducir aire comprimido al circuito de refrigerante, para desplazar el refrigerante restante en la dirección del retorno de refrigerante, mediante la apertura de una válvula de aire comprimido conectada aguas abajo de la válvula de suministro, -detener la introducción de aire comprimido, mediante el cierre de la válvula de aire comprimido,
-aflojar la conexión entre la cabeza de electrodo a cambiar y el elemento de bastidor asociado del dispositivo de soldadura, -retirar la cabeza de electrodo a partir del dispositivo de soldadura, -insertar y fijar una cabeza de electrodo de sustitución al elemento de bastidor en cuestión, -introducir refrigerante al circuito de refrigerante,
-reanudar el servicio del dispositivo de soldadura.
Patentes similares o relacionadas:
Electrodo para una pinza de soldar, del 8 de Julio de 2020, de KME Special Products GmbH: Electrodo para una pinza de soldar que comprende un vástago de electrodo con un capuchón de soldar en el extremo, que está sujeto de manera desprendible a un soporte […]
Dispositivo de soldadura por resistencia, del 29 de Abril de 2020, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura dispuestos de manera opuesta, conectados a una fuente de corriente de soldadura […]
Dispositivo y procedimiento de sujeción de una parte de una pistola de soldadura, del 13 de Noviembre de 2019, de COMAU, INC: Dispositivo de manipulación y conexión de componentes de combinación conectable a un robot de múltiples ejes para ser utilizado en el […]
Robot articulado que lleva un cabezal de soldadura por resistencia eléctrica con electrodos ubicados en el mismo lado, procedimiento correspondiente de soldadura por resistencia eléctrica en un componente a soldar, del 7 de Agosto de 2019, de COMAU S.P.A.: Un robot articulado (R) que lleva un cabezal de soldadura por resistencia eléctrica (T) con electrodos ubicados en el mismo lado, el robot articulado (R) tiene una muñeca […]
Aparato para el remachado, del 7 de Agosto de 2019, de COMAU S.P.A.: Aparato para aplicar remaches en una parte (π) de una superficie plana de una pieza (P), en el que dicha parte (π) de la superficie plana define un eje operativo […]
Dispositivo para la fijación de un peso de compensación en un árbol, del 24 de Julio de 2019, de SCHENCK ROTEC GMBH: Dispositivo para una máquina para equilibrar árboles, para la fijación de un peso de compensación en un árbol con un dispositivo a modo de una pinza que […]
Dispositivo de soldadura por resistencia, del 12 de Junio de 2019, de OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH: Dispositivo de soldadura por resistencia que comprende dos electrodos de soldadura que están opuestos entre sí y se pueden conectar a una fuente […]
Dispositivo de soldadura por resistencia con un sensor de carga, del 15 de Mayo de 2019, de Tecna S.p.A: Dispositivo de soldadura por resistencia, que comprende unos medios para mover entre sí un par de mordazas , que soportan unos respectivos electrodos […]