Procedimiento de refrigeración y dispositivo de refrigeración.
Un procedimiento de refrigeración para refrigerar una pieza de trabajo (9) que ha alcanzado una alta temperatura debido a la realización de una operación de cierre en la cual se forma una parte inferior (9c) mediante el cierre de una porción extrema de la pieza de trabajo tubular (9),
caracterizado por:
inclinar la pieza de trabajo (9) usando un mecanismo de inclinación de tal manera que la parte inferior (9c) mira hacia abajo; y
sumergir la parte inferior (9c) de la pieza de trabajo (9) inclinada en el agua de refrigeración que está almacenada en un depósito de agua de refrigeración (155) .
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2006/307268.
Solicitante: KAYABA INDUSTRY CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: WORLD TRADE CENTER BLDG, 2-4-1, HAMAMATSU-CHO MINATO-KU TOKYO 105-6190 JAPON.
Inventor/es: Mishima,Keisuke, KURODA,HIROFUMI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D41/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 41/00 Utilización de procedimientos que permitan modificar el diámetro de los extremos de los tubos (B21D 39/00 tiene prioridad). › Estrechamiento; Cierre.
PDF original: ES-2417030_T3.pdf
Fragmento de la descripción:
Procedimiento de refrigeración y dispositivo de refrigeración
CAMPO DE LA INVENCIÓN
Esta invención se refiere a una mejora en un procedimiento de refrigeración y un dispositivo de refrigeración para refrigerar una pieza de trabajo que ha alcanzado una alta temperatura debido a una operación de cierre para cerrar un extremo abierto de un material de tubo de metal.
ANTECEDENTES DE LA INVENCIÓN
En un procedimiento de cierre, se rota una pieza de trabajo constituida por un material de tubo de metal, y mientras se calienta la pieza de trabajo, un troquel (die) es presionado contra la pieza de trabajo de tal manera que la pieza de trabajo se aproxima gradualmente al troquel y se somete a deformación plástica.
Una máquina de cierre para realizar esta operación de cierre comprende un mandril de diámetro exterior (outer diameter chuck) que sujeta una superficie exterior periférica de la pieza de trabajo, y un husillo de mandril que acciona el mandril de diámetro exterior para que rote junto con la pieza de trabajo. El mandril de diámetro exterior sujeta la pieza de trabajo, la cual se introduce a través de un transportador o similar, y acciona la pieza de trabajo para que rote en una posición predeterminada. La máquina de cierre cierra la pieza de trabajo de una forma predeterminada correspondiente al troquel mediante el presionado del troquel en rotación contra la pieza de trabajo que es rotada por el mandril de diámetro exterior.
Este procedimiento de cierre y máquina de cierre están divulgados en JP2002-153930.
La pieza de trabajo, que alcanza una alta temperatura de 1000 grados C o más en la realización de la operación de cierre, se refrigera mediante un dispositivo de refrigeración y luego se moldea a presión utilizando un dispositivo de cierre por moldeo a presión.
Un dispositivo de refrigeración convencional refrigera la pieza de trabajo mediante el vertido de agua de refrigeración sobre la pieza de trabajo, o mediante el pulverizado de un refrigerante según se muestra en JP 2003 334626 A.
Sin embargo, puesto que el dispositivo convencional de refrigeración refrigera la pieza de trabajo mediante el vertido de agua de refrigeración sobre la pieza de trabajo, es difícil refrigerar la parte inferior de la pieza de trabajo, que ha alcanzado una alta temperatura debido a la operación de cierre, de forma rápida y uniforme, y como resultado, se incrementa el tiempo de contacto requerido para refrigerar una única pieza de trabajo.
Por lo tanto, es un objeto de esta invención proporcionar un procedimiento de refrigeración y un dispositivo de refrigeración con el que la porción inferior de una pieza de trabajo que ha alcanzado una alta temperatura debido a una operación de cierre se pueda refrigerar rápidamente.
RESUMEN DE LA INVENCIÓN
Esta invención proporciona un procedimiento de refrigeración para refrigerar una pieza de trabajo que ha alcanzado una alta temperatura debido a la realización de una operación de cierre en la que se forma una parte inferior mediante el cierre de una porción extrema de la pieza de trabajo tubular, que comprende inclinar la pieza de trabajo usando un mecanismo de inclinación de tal manera que la parte inferior queda mirando hacia abajo, y sumergir la parte inferior de la pieza de trabajo inclinada en agua de refrigeración que está almacenada en un depósito de agua de refrigeración.
Además, esta invención proporciona un dispositivo de refrigeración para refrigerar una pieza de trabajo que ha alcanzado una alta temperatura debido a la realización de una operación de cierre en la que se forma una parte inferior mediante el cierre de una porción extrema de la pieza de trabajo tubular, que comprende un mecanismo de inclinación que inclina la pieza de trabajo de tal manera que la parte inferior queda mirando hacia abajo, y un depósito de agua de refrigeración que almacena agua de refrigeración de tal manera que la parte inferior de la pieza de trabajo inclinada por el mecanismo de inclinación se sumerge en el agua de refrigeración almacenada en el depósito de agua de refrigeración.
De acuerdo con esta invención, la porción inferior de la pieza de trabajo inclinada por el mecanismo de inclinación se sumerge en el agua de refrigeración almacenada en el depósito de agua de refrigeración, y por lo tanto el calor de la parte inferior de la pieza de trabajo, que ha alcanzado una alta temperatura debido a la realización de la operación de cierre, es transmitido de forma rápida y uniforme al agua de refrigeración. Como resultado, se puede acortar el tiempo de contacto para refrigerar una única pieza de trabajo, permitiendo una mejora en la eficiencia de la producción.
Cuando la pieza de trabajo se sumerge en el agua de refrigeración, la pieza de trabajo se inclina de tal manera que la parte inferior de la misma mira hacia abajo, y por lo tanto el extremo abierto de la pieza de trabajo no se sumerge en el agua de refrigeración. Como resultado, se impide que el agua de refrigeración entre en el interior de la pieza de trabajo a través del extremo abierto de la pieza de trabajo.
BREVE DESCRIPCIÓN DE LOS DIBUJOS
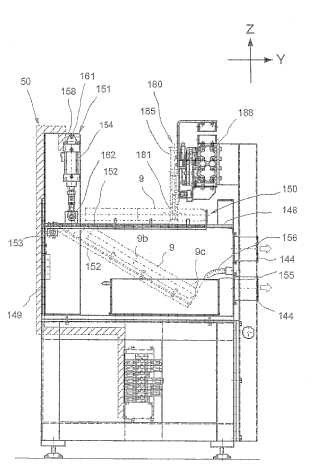
La figura 1 es una vista en sección de un dispositivo de refrigeración, que ilustra una realización de esta invención.
La figura 2 es una vista en planta del dispositivo de refrigeración.
La figura 3 es una vista frontal del dispositivo de refrigeración.
La figura 4 es una vista en sección de un dispositivo de transporte y así sucesivamente.
DESCRIPCIÓN DE LAS REALIZACIONES PREFERIDAS
Esta invención se describirá en detalle a continuación, de acuerdo con los dibujos adjuntos.
Las figuras 1 a 3 muestran la constitución general de un dispositivo de refrigeración 70. En las figuras 1 a 3, se establecen tres ejes, concretamente X, Y, y Z, ortogonales entre sí, y se supone que el eje X se extiende en una dirección lateral sustancialmente horizontal, el eje Y se extiende en una dirección delante-atrás sustancialmente horizontal, y el eje Z se extiende en una dirección sustancialmente vertical.
El dispositivo de refrigeración 70 refrigera una pieza de trabajo 9 que ha alcanzado una alta temperatura después de una operación de refrigeración en la que se forma una porción inferior 9c en la pieza de trabajo 9 mediante el cierre de un extremo abierto de la pieza de trabajo tubular 9.
Se proporciona una máquina de cierre, que no se muestra en la figura, en la parte delantera del dispositivo de refrigeración 70 en la dirección del eje Y. La máquina de cierre hace que la pieza de trabajo 9, que está constituida por un material de tubo de metal, rote, y presiona un troquel contra la pieza de trabajo 9 mientras calienta la pieza de trabajo 9 de tal manera que una porción extrema de la punta de la pieza de trabajo 9 se aproxima gradualmente al troquel y es sometida a una deformación plástica, formando de este modo una porción inferior completamente cerrada 9c.
La pieza de trabajo 9, que alcanza una alta temperatura de 1.000 grados C o más después de una operación de cierre realizada por la máquina de cierre, es transportada hacia atrás en la dirección del eje Y por un transportador 19 y detenida en una parte lateral del dispositivo de refrigeración 70. La pieza de trabajo 9 es recogida del transportador 19 por un dispositivo de transporte 180, y refrigerada por el dispositivo de refrigeración 70 mientras es movida en la dirección del eje X. Después de la refrigeración, la pieza de trabajo 9 es transportada a una tabla de salida 69 del dispositivo de refrigeración 70, y cuando está colocada sobre la tabla de salida 69, la pieza de trabajo 9 es transportada a un dispositivo de cierre por moldeo a presión, que no se muestra en la figura, a través un mandril 68, y moldeada a presión por parte del dispositivo de cierre por moldeo a presión.
En la figura 2, el dispositivo de refrigeración 70 está provisto de un único dispositivo de refrigeración por agua 150 y dos dispositivos de inyección de aire 170, 270, que están dispuestos en la dirección del eje X. A medida que la pieza de trabajo 9 es movida en la dirección del eje X por el dispositivo de refrigeración 70, primero se sumerge la pieza de trabajo 9 en el agua de refrigeración por parte del dispositivo de refrigeración por agua 150, y luego el agua en la pieza de trabajo 9 es eliminada por los dispositivos de inyección de aire 170, 270.
Como se muestra en la figura 1, el dispositivo de refrigeración por agua 150 comprende un mecanismo de inclinación 151 que inclina la pieza de trabajo 9 en relación con el horizonte, y un depósito de agua de refrigeración 155 que almacena el agua de refrigeración en... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de refrigeración para refrigerar una pieza de trabajo (9) que ha alcanzado una alta temperatura debido a la realización de una operación de cierre en la cual se forma una parte inferior (9c) mediante el cierre de una porción extrema de la pieza de trabajo tubular (9) , caracterizado por: inclinar la pieza de trabajo (9) usando un mecanismo de inclinación de tal manera que la parte inferior (9c) mira hacia abajo; y sumergir la parte inferior (9c) de la pieza de trabajo (9) inclinada en el agua de refrigeración que está almacenada en un depósito de agua de refrigeración (155) .
2. Un dispositivo de refrigeración (70) para refrigerar una pieza de trabajo (9) que ha alcanzado una alta temperatura debido a la realización de una operación de cierre en la cual se forma una parte inferior (9c) mediante el cierre de una porción extrema de la pieza de trabajo tubular (9) , caracterizado por: un mecanismo de inclinación (151) que inclina la pieza de trabajo (9) de tal manera que la parte inferior (9c) mira hacia abajo; y un depósito de agua de refrigeración (155) que almacena agua de refrigeración de tal manera que la parte inferior (9c) de la pieza de trabajo (9) inclinada por el mecanismo de inclinación (151) es sumergida en el agua de refrigeración almacenada en el depósito de agua de refrigeración (155) .
3. El dispositivo de refrigeración (70) según se define en la reivindicación 2, caracterizado por: un dispositivo de inyección de aire (170, 270) que inyecta aire sobre la pieza de trabajo (9) inclinada por el mecanismo de inclinación (151) .
4. El dispositivo de refrigeración (70) según se define en la reivindicación 3, caracterizado por: un dispositivo de transporte (180) que mueve una pluralidad de mandriles (181-184) para sujetar una pluralidad de las piezas de trabajo (9) de forma sincronizada entre sí de tal manera que la sumersión de la pieza de trabajo (9) en el agua de refrigeración y la inyección de aire sobre la pieza de trabajo (9) se realizan en paralelo.
5. El dispositivo de refrigeración (70) según se define en la reivindicación 4, caracterizado porque el dispositivo de transporte (180) comprende: una tabla de sostén de mandril (186) que sostiene los mandriles (181-184) ; una tabla deslizante (187) que oscila en una dirección sustancialmente horizontal; y una leva (196) que levanta y baja la tabla de sostén de mandril (186) con respecto a la tabla deslizante (187) , y está configurado para transportar cada una de las piezas de trabajo (9) teniendo los mandriles (181-184) que se mueven de forma sincronizada entre sí mientras suben y bajan.
Patentes similares o relacionadas:
Casquillo de cartucho forjado de precisión, del 5 de Junio de 2019, de NATIONAL MACHINERY LLC: Un método para fabricar un casquillo de cartucho en una sola máquina de conformado progresivo que comprende el conformado en frío de una pieza en bruto […]
Soporte telescópico y tubo exterior de un tubo telescópico, del 26 de Diciembre de 2018, de PERI GMBH: Tubo exterior para un soporte telescópico para el sector de la construcción, estando construido el tubo exterior de una sola pieza con diámetro exterior constante, […]
 Procedimiento para la consolidación y calibración de una sección de tubo, del 17 de Febrero de 2016, de PERI GMBH: Procedimiento para la consolidación y calibración de al menos una sección de tubo de un tubo exterior de un puntal telescópico para […]
Procedimiento para la consolidación y calibración de una sección de tubo, del 17 de Febrero de 2016, de PERI GMBH: Procedimiento para la consolidación y calibración de al menos una sección de tubo de un tubo exterior de un puntal telescópico para […]
 MANDRIL DE SUJECIÓN DE UNA CARCASA PARA TURBINAS Y PROCEDIMIENTO DE TRABAJO DE DICHA CARCASA, del 30 de Julio de 2015, de TINAJERO AGUIRRE, Luis Fernando: Mandril de sujeción de una carcasa para turbinas y procedimiento de trabajo de dicha carcasa. El mandril consta de: una pieza base que puede ir montada en […]
MANDRIL DE SUJECIÓN DE UNA CARCASA PARA TURBINAS Y PROCEDIMIENTO DE TRABAJO DE DICHA CARCASA, del 30 de Julio de 2015, de TINAJERO AGUIRRE, Luis Fernando: Mandril de sujeción de una carcasa para turbinas y procedimiento de trabajo de dicha carcasa. El mandril consta de: una pieza base que puede ir montada en […]
Procedimiento de cierre y máquina de cierre, del 8 de Octubre de 2014, de KAYABA INDUSTRY CO., LTD.: Procedimiento de cierre para el cierre de un extremo abierto de una pieza de trabajo presionando una matriz contra la pieza de trabajo que […]
Tubo de andamio y procedimiento para el mecanizado de extremos de tubo, del 19 de Marzo de 2014, de Welser Profile Austria GmbH: Tubo de andamio con una primera sección y con una segunda sección que limita con la primera sección , presentando la primera sección […]
Procedimiento y dispositivo para la fabricación de secciones de tubos de forma cónica en cimientos helicoidales, del 4 de Diciembre de 2013, de KRINNER INNOVATION GMBH: Dispositivo para la fabricación de al menos una sección de forma cónica en tubos cilíndricos de cimientoshelicoidales a través de tracción, con […]
 Procedimiento de prensado y dispositivo de prensado, del 20 de Noviembre de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de moldeo a presión para el moldeo a presión de una parte inferior de una pieza de trabajo quetiene forma de extremo cerrado entre una matriz interior […]
Procedimiento de prensado y dispositivo de prensado, del 20 de Noviembre de 2013, de KAYABA INDUSTRY CO., LTD.: Procedimiento de moldeo a presión para el moldeo a presión de una parte inferior de una pieza de trabajo quetiene forma de extremo cerrado entre una matriz interior […]