Procedimiento de prensado y dispositivo de prensado.
Procedimiento de moldeo a presión para el moldeo a presión de una parte inferior de una pieza de trabajo (9) quetiene forma de extremo cerrado entre una matriz interior (521) insertada en un extremo interior de la pieza de trabajo(9) y una matriz exterior (551) dispuesta sobre el exterior de la pieza de trabajo (9),
que comprende:
mover la matriz exterior (551) en la dirección axial de la pieza de trabajo (9) mediante un mecanismo de movimientode la matriz exterior (552) de manera que la parte inferior de la pieza de trabajo (9) sea moldeada a presión entre lamatriz exterior (551) y la matriz interior (521),
caracterizado por el hecho de
agarrar la pieza de trabajo (9) a través de un mecanismo de ajuste central de las pinzas (501) de manera que lapieza de trabajo (9) pueda moverse en una dirección axial respecto al mecanismo de ajuste central de las pinzas(501),
mover la matriz interior (521) en la dirección axial mediante un mecanismo de movimiento de la matriz interior (522)de manera que la matriz interior (521) se inserte en el extremo interior de la pieza de trabajo (9); y
limitar el movimiento de la matriz interior (521) mediante un mecanismo de tope (531) de manera que la matrizinterior (521) quede sostenida en una posición de procesamiento cuando la parte inferior de la pieza de trabajo (9)es moldeada a presión entre la matriz exterior (551) y la matriz interior (521).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2006/307381.
Solicitante: KAYABA INDUSTRY CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: WORLD TRADE CENTER BLDG, 2-4-1, HAMAMATSU-CHO, MINATO-KU TOKYO 105-6190 JAPON.
Inventor/es: Mishima,Keisuke, KURODA,HIROFUMI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/30 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › para acabar los objetos ya formados por embutición.
- B21D41/04 B21D […] › B21D 41/00 Utilización de procedimientos que permitan modificar el diámetro de los extremos de los tubos (B21D 39/00 tiene prioridad). › Estrechamiento; Cierre.
PDF original: ES-2442844_T3.pdf
Fragmento de la descripción:
Procedimiento de prensado y dispositivo de prensado
Campo de la invención Esta invención se refiere a una mejora en un procedimiento de moldeo a presión y a un dispositivo de moldeo a presión para el moldeo a presión de la parte inferior de una pieza de trabajo para darle forma de extremo cerrado a través de la implementación de una operación de cierre para cerrar un extremo abierto de un material de tubo metálico.
Antecedentes de la invención En un procedimiento de cierre se hace girar una pieza de trabajo constituida por un material de tubo metálico y una matriz se presiona contra la pieza de trabajo mientras la pieza de trabajo se calienta. De este modo, la pieza de trabajo se somete a deformación plástica a medida que se aproxima gradualmente a la matriz y, en consecuencia, una parte extrema de la pieza de trabajo se forma en una parte inferior cerrada.
Este procedimiento de cierre se describe, por ejemplo, en JP2002-153930 y US-599441.
La pieza de trabajo constituida en una forma de extremo cerrado mediante la implementación de la operación de cierre se moldea a presión mediante un dispositivo de moldeo a presión. Un dispositivo convencional de moldeo a presión comprende una matriz interior que se inserta en el extremo interior de la pieza de trabajo de extremo cerrado, y una matriz exterior dispuesta en el exterior de la pieza de trabajo. La matriz interior es accionada mediante un cilindro hidráulico de manera que la parte inferior de la pieza de trabajo se comprime entre la matriz interior y la matriz exterior.
En un dispositivo de moldeo a presión convencional, sin embargo, si la pieza de trabajo se mueve cuando se inserta la matriz interior en el extremo interior de la pieza de trabajo, la matriz interior puede incidir sobre la superficie periférica interior de la pieza de trabajo y dañarla.
Para evitar esto, la superficie periférica exterior de la pieza de trabajo puede agarrarse cuando se inserta la matriz interior en el extremo interior de la pieza de trabajo para que la pieza de trabajo no se mueva. Sin embargo, si la superficie periférica exterior de la pieza de trabajo se agarra para que la pieza de trabajo no se mueva, la pieza de trabajo no puede moverse en la dirección axial de la misma cuando la pieza de trabajo se comprime entre la matriz interior y la matriz exterior y, como consecuencia, el moldeo a presión de la pieza de trabajo no puede llevarse a cabo sin complicaciones.
Además, un dispositivo de moldeo a presión convencional está estructurado de manera que la matriz interior es accionada mediante un cilindro hidráulico y de ese modo se inserta en el extremo interior de la pieza de trabajo. Como resultado, la matriz interior no puede moverse rápidamente, lo que da lugar a un aumento del tiempo de contacto para el moldeo a presión de una única pieza de trabajo.
Por lo tanto, un objetivo de esta invención es un procedimiento de moldeo a presión y un dispositivo de moldeo a presión de una pieza de trabajo para darle forma de extremo cerrado fácilmente sin dañar una superficie interior periférica de la pieza de trabajo.
Descripción de la invención Esta invención dispone un procedimiento de moldeo a presión de acuerdo con la reivindicación 1.
Además, esta invención presenta un dispositivo de moldeo a presión según la reivindicación 2.
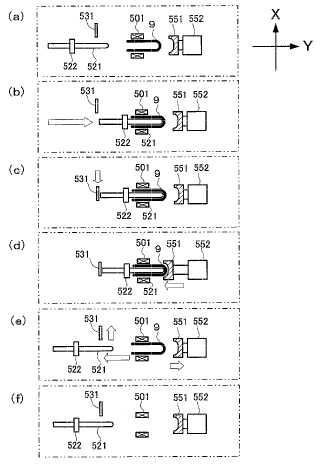
De acuerdo con esta invención, durante el moldeo a presión en el que la pieza de trabajo se comprime entre la matriz exterior y la matriz interior, el mecanismo de ajuste central de las pinzas permite el movimiento de la pieza de trabajo en su dirección axial a través de unos rodillos y, por lo tanto, cuando el mecanismo de movimiento de la matriz interior mueve la matriz interior para insertar la matriz interior en el extremo interior de la pieza de trabajo, el mecanismo de ajuste central de las pinzas puede agarrar la pieza de trabajo, y puede impedirse que la matriz interior incida sobre la superficie periférica interior de la pieza de trabajo y provoque daños a la misma.
Cuando el mecanismo de movimiento de la matriz exterior mueve la matriz exterior para empujar la pieza de trabajo, la pieza de trabajo se mueve en la dirección axial respecto al mecanismo de ajuste central de las pinzas, y el mecanismo de tope limita el movimiento de la matriz interior de manera que la matriz interior queda sostenida en la posición de procesamiento. Cuando la matriz exterior empuja la pieza de trabajo más allá, la pieza de trabajo se comprime sin complicaciones entre la matriz exterior y la matriz interior, y en consecuencia la pieza de trabajo es moldeada a presión en una forma predeterminada.
El mecanismo de movimiento de la matriz interior no recibe una carga durante el moldeo a presión y, por lo tanto, la matriz interior puede insertarse en el extremo interior de la pieza de trabajo a través de un cilindro neumático, por ejemplo. Por lo tanto, la matriz interior puede moverse rápidamente, permitiendo reducir el tiempo de contacto para el moldeo a presión de una sola pieza de trabajo y una mejora en la eficacia de la producción.
Breve descripción de los dibujos La figura 1 es una vista lateral de un dispositivo de moldeo a presión que ilustra una realización de esta invención.
La figura 2 es una vista en sección del dispositivo de moldeo a presión.
La figura 3 es una vista en planta del dispositivo de moldeo a presión.
La figura 4 es una vista frontal del dispositivo de moldeo a presión.
La figura 5 es una vista en sección de un mecanismo de ajuste central de las pinzas, etc. Las figuras 6A a 6F son vistas que muestran procesos para el moldeo a presión de una pieza de trabajo.
Descripción de las realizaciones preferidas Esta invención se describirá ahora en detalle, de acuerdo con los dibujos que se adjuntan.
En las figuras 1-4 se muestra un dispositivo de moldeo a presión 80 para el moldeo a presión de una parte inferior 9c de una pieza de trabajo 9 que ha experimentado una operación de cierre.
Una máquina de cierre gira la pieza de trabajo 9, que está constituida por un material de tubo metálico, y presiona una matriz contra la pieza de trabajo 9 mientras calienta la pieza de trabajo 9. A medida que una parte extrema de la pieza de trabajo 9 se aproxima gradualmente a la matriz, la pieza de trabajo 9 se somete a una deformación plástica, y, como resultado, a la parte inferior se le da una forma completamente cerrada.
La pieza de trabajo 9, que alcanza una temperatura elevada de 1000º C o más después de la operación de cierre que realiza la máquina de cierre, se enfría hasta aproximadamente 100º C mediante un dispositivo de enfriamiento no mostrado en la figura y, a continuación, es transportada al dispositivo de moldeo a presión 80 y es moldeada a presión mediante el dispositivo de moldeo a presión 80.
En las figuras 1 a 4 se establecen tres ejes, a saber, X, Y, y Z, perpendiculares entre sí. Se supone que el eje X se extiende en una dirección sustancialmente horizontal lateral, el eje Y se extiende en una dirección sustancialmente horizontal frontal-posterior, y el eje Z se extiende en una dirección sustancialmente vertical. A continuación se describirá la configuración general del dispositivo de moldeo a presión 80.
En la figura 3, el dispositivo de moldeo a presión 80 está provisto de una mesa de introducción 81, una máquina de moldeo a presión 82, y una mesa de descarga 83, las cuales se encuentran dispuestas en serie en la dirección del eje X. Con la mesa de descarga 83 se disponen en serie unas pinzas 84 para la descarga de piezas de trabajo defectuosas 9.
Tal como se muestra en la figura 1, sobre una parte superior del dispositivo de moldeo a presión 80 se dispone un dispositivo de transporte 84. El dispositivo de transporte 84 transporta secuencialmente la pieza de trabajo 9 hacia la mesa de introducción 81, la máquina de moldeo a presión 82 y la mesa de salida 83.
La máquina de moldeo a presión 82 moldea a presión la parte inferior de la pieza de trabajo 9 entre una matriz interior 521 insertada en un extremo interior de la pieza de trabajo 9, y una matriz exterior 551 dispuesta en el exterior de la pieza de trabajo 9.
El dispositivo de moldeo a presión 80 comprende un mecanismo de ajuste central de las pinzas 501 que sujeta la pieza de trabajo 9 de manera que la pieza de trabajo 9 puede moverse en la dirección del eje Y, un mecanismo de movimiento de la matriz interior 522 que mueve la matriz interior 521 en la dirección del eje Y a través de un cilindro neumático 524 de manera que la matriz interior 521 se inserta en el extremo interior de la pieza de trabajo 9, un mecanismo de tope 531 que sostiene la matriz interior 521 en... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de moldeo a presión para el moldeo a presión de una parte inferior de una pieza de trabajo (9) que tiene forma de extremo cerrado entre una matriz interior (521) insertada en un extremo interior de la pieza de trabajo (9) y una matriz exterior (551) dispuesta sobre el exterior de la pieza de trabajo (9) , que comprende:
mover la matriz exterior (551) en la dirección axial de la pieza de trabajo (9) mediante un mecanismo de movimiento de la matriz exterior (552) de manera que la parte inferior de la pieza de trabajo (9) sea moldeada a presión entre la matriz exterior (551) y la matriz interior (521) ,
caracterizado por el hecho de
agarrar la pieza de trabajo (9) a través de un mecanismo de ajuste central de las pinzas (501) de manera que la pieza de trabajo (9) pueda moverse en una dirección axial respecto al mecanismo de ajuste central de las pinzas (501) , mover la matriz interior (521) en la dirección axial mediante un mecanismo de movimiento de la matriz interior (522) de manera que la matriz interior (521) se inserte en el extremo interior de la pieza de trabajo (9) ; y limitar el movimiento de la matriz interior (521) mediante un mecanismo de tope (531) de manera que la matriz interior (521) quede sostenida en una posición de procesamiento cuando la parte inferior de la pieza de trabajo (9) es moldeada a presión entre la matriz exterior (551) y la matriz interior (521) .
2. Dispositivo de moldeo a presión (80) para el moldeo a presión de una parte inferior de una pieza de trabajo (9) que tiene una forma de extremo cerrado entre una matriz interior (521) insertada en un extremo interior de la pieza de trabajo (9) y una matriz exterior (551) dispuesta sobre el exterior de la pieza de trabajo (9) , que comprende:
un mecanismo de movimiento de la matriz exterior (552) que mueve la matriz exterior (551) en la dirección axial y moldea a presión la parte inferior de la pieza de trabajo (9) entre la matriz exterior (551) y la matriz interior (521) ,
caracterizado por
un mecanismo de ajuste central de las pinzas (501) que agarra la pieza de trabajo (9) mientras permite que la pieza de trabajo (9) se mueva en una dirección axial respecto al mecanismo de ajuste central de las pinzas (501) , un mecanismo de movimiento de la matriz interior (522) que mueve la matriz interior (521) en la dirección axial e inserta la matriz interior (521) en el extremo interior de la pieza de trabajo (9) ; y un mecanismo de tope (531) que sostiene la matriz interior (521) en una posición de procesamiento y limita el movimiento de la matriz interior (521) en la dirección axial cuando la parte inferior de la pieza de trabajo (9) es moldeada a presión entre la matriz exterior (551) y la matriz interior (521) .
3. Dispositivo de moldeo a presión (80) según se define en la reivindicación 2, caracterizado por el hecho de que el mecanismo de ajuste central de las pinzas (501) agarra la pieza de trabajo (9) a través de una pluralidad de rodillos que hacen contacto de manera giratoria con una superficie periférica de la pieza de trabajo (9) .
4. Dispositivo de moldeo a presión (80) según se define en la reivindicación 2 o la reivindicación 3, caracterizado por el hecho de que el mecanismo de movimiento de la matriz interior (522) comprende una mesa deslizante (523) que se mueve en la dirección axial de la pieza de trabajo (9) , proyectándose la matriz interior (521) desde una parte delantera de la mesa deslizante (523) y proyectándose un eje de posicionamiento (527) desde una parte trasera de la mesa deslizante (523) , y el mecanismo de tope (531) inserta una placa de tope (532) en una trayectoria penetrada por el eje de posicionamiento (527) .
5. Dispositivo de moldeo a presión (80) según se define en cualquiera de las reivindicaciones 2 a 4, caracterizado por un mecanismo de conmutación de la posición de las pinzas (501) que varía una posición (501) del mecanismo de ajuste central de las pinzas (501) en la dirección axial de la pieza de trabajo (9) .
Patentes similares o relacionadas:
Procedimiento y herramienta para la fabricación de componentes de chapa, del 24 de Junio de 2020, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de componentes de chapa, comprendiendo el procedimiento: - preformar una pieza de trabajo hasta formar un componente preformado , introduciéndose […]
Procedimiento y dispositivo para la fabricación de una pieza de semimonocasco, del 29 de Abril de 2020, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de una pieza de semimonocasco con un punzón de embutir (1, 1', 1") y una matriz de embutir (2, 2', 2"), en donde en una […]
 Método de producción para refuerzo de pilar central, del 25 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo […]
Método de producción para refuerzo de pilar central, del 25 de Septiembre de 2019, de NIPPON STEEL CORPORATION: Un método para producir un refuerzo de pilar central por medio de la conformación por presión de una preforma metálica, el refuerzo […]
Procedimiento para fabricar cuerpos de latas que tienen nervios axiales y fondo con reborde escalonado, del 27 de Julio de 2016, de ALFONS HAAR INC.: Un procedimiento de fabricación de un cuerpo de lata que tiene al menos un nervio axial y un fondo que incluye un reborde escalonado, comprendiendo dicho […]
Perfil de fondo de cuerpo de lata estirado y embutido, del 4 de Julio de 2013, de REXAM BEVERAGE CAN COMPANY: Una lata de bebida, que comprende: un cuerpo de lata de aluminio que tiene un espesor de 0.03cm (0,0108 pulgadas) o más fino, dicho cuerpo de […]
CONJUNTO DE FORMACIÓN DE FONDOS DE LATA, del 5 de Enero de 2012, de ZAUHAR, MARK L: Conjunto de formación de fondos de lata para formar el fondo de un cuerpo de lata y para su acoplamiento a un formador de cuerpos que tiene un punzón, comprendiendo […]
SISTEMA DE DETECCIÓN PARA FIJAR A UNA MÁQUINA FORMADORA DE BOTE METÁLICO Y MÉTODO PARA MEDIR DINÁMICAMENTE LA ALINEACIÓN DE LOS PISTONES EN UNA MÁQUINA FORMADORA DE BOTE METÁLICO, del 1 de Julio de 2011, de CROWN PACKAGING TECHNOLOGY, INC: Un sistema de detección para ser fijado a una máquina formadora de botes metálicos teniendo el detector una estación de formación de fondo abovedado […]
 EXTREMO DE LATA PARA UN RECIPIENTE, del 13 de Septiembre de 2010, de REXAM BEVERAGE CAN COMPANY: Un miembro de extremo para un recipiente que tiene una pared lateral circunferencial, teniendo el miembro de extremo un borde de costura periférico […]
EXTREMO DE LATA PARA UN RECIPIENTE, del 13 de Septiembre de 2010, de REXAM BEVERAGE CAN COMPANY: Un miembro de extremo para un recipiente que tiene una pared lateral circunferencial, teniendo el miembro de extremo un borde de costura periférico […]