Procedimiento de cierre y máquina de cierre.
Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo tubular (9) sujetando la pieza detrabajo (9) mediante unas pinzas de diámetro exterior (7),
girando las pinzas de diámetro exterior (7) junto con lapieza de trabajo (9), y presionando una matriz (4) contra la pieza de trabajo (9) girando 5 alrededor de un centro axial,que comprende:
agarrar una superficie periférica interior de la pieza de trabajo (9) mediante unas pinzas de diámetro interior (8); ymover las pinzas de diámetro interior (8) mediante un dispositivo de introducción de la pieza de trabajo (10) a lolargo de una trayectoria de introducción que se extiende en una dirección axial de la pieza de trabajo (9) hacia unaposición en la que las pinzas de diámetro exterior (7) sujetan la pieza de trabajo (9),
caracterizado por el hecho de
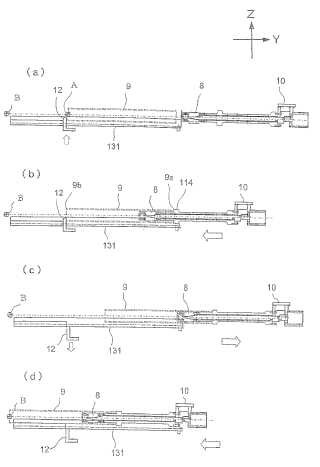
colocar la pieza de trabajo (9) mediante un tope de introducción retráctil (12) que se proyecta sobre la trayectoria deintroducción cuando las pinzas de diámetro interior (8) agarran la superficie periférica interior de la pieza de trabajo(9); y
sacar el tope de introducción retráctil (12) de la trayectoria de introducción de la pieza de trabajo (9) cuando eldispositivo de introducción de la pieza de trabajo (10) mueve las pinzas de diámetro interior (8) hacia la posición enla cual las pinzas de diámetro exterior (7) sujetan la pieza de trabajo (9).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2006/307386.
Solicitante: KAYABA INDUSTRY CO., LTD..
Nacionalidad solicitante: Japón.
Dirección: WORLD TRADE CENTER BLDG., 4-1, HAMAMATSU-CHO 2-CHOME MINATO-KU, TOKYO JAPON.
Inventor/es: Mishima,Keisuke, OGISO,SHIGETOSHI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/16 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › sobre mandriles o patrones de conformación.
- B21D41/04 B21D […] › B21D 41/00 Utilización de procedimientos que permitan modificar el diámetro de los extremos de los tubos (B21D 39/00 tiene prioridad). › Estrechamiento; Cierre.
PDF original: ES-2403530_T3.pdf
Fragmento de la descripción:
Procedimiento de cierre y máquina de cierre
Campo de la invención Esta invención se refiere a una mejora en un procedimiento de cierre y una máquina de cierre para cerrar un extremo abierto de un material de tubo metálico. De WO 03/076101 es conocido un procedimiento de acuerdo con el preámbulo de la reivindicación 1 y una máquina de acuerdo con el preámbulo de la reivindicación 2.
Antecedentes de la invención En un procedimiento de cierre se hace girar una pieza de trabajo constituida por un material de tubo metálico y se presiona una matriz contra la pieza de trabajo mientras la pieza de trabajo se calienta. De este modo, la pieza de trabajo se somete a deformación plástica a medida que se aproxima gradualmente a la matriz.
Una máquina de cierre utilizada en la operación de cierre comprende unas pinzas de diámetro exterior que agarran una superficie periférica exterior de la pieza de trabajo, y un vástago que hace girar las pinzas de diámetro exterior conjuntamente con la pieza de trabajo. La pieza de trabajo se cierra presionando la matriz contra la pieza de trabajo mientras se hace girar la pieza de trabajo alrededor de un eje que está desplazado de la matriz a una distancia predeterminada.
El procedimiento de cierre y la máquina de cierre citados anteriormente se describen en JP2002-153930A.
Una máquina de cierre convencional comprende un dispositivo de introducción de la pieza de trabajo para introducir una pieza de trabajo en las pinzas de diámetro exterior. El dispositivo de introducción de la pieza de trabajo introduce la pieza de trabajo en las pinzas de diámetro exterior llevando la pieza de trabajo en una dirección axial a través de un transportador o similar.
Sin embargo, en este dispositivo de introducción de la pieza de trabajo convencional, la pieza de trabajo se introduce en las pinzas de diámetro exterior llevando la pieza de trabajo en la dirección axial a través de un transportador o similar, y por lo tanto resulta difícil mejorar la precisión posicional con cual se introduce la pieza de trabajo en las pinzas de diámetro exterior.
Por consiguiente, un objetivo de esta invención es mejorar la precisión posicional con la cual se introduce una pieza de trabajo en unas pinzas de diámetro exterior en un procedimiento de cierre y una máquina de cierre.
Descripción de la invención Esta invención dispone un procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo tubular sosteniendo la pieza de trabajo en unas pinzas de diámetro exterior, girando las pinzas de diámetro exterior junto con la pieza de trabajo, y presionando una matriz contra la pieza de trabajo girando alrededor de un centro axial, utilizando unas pinzas de diámetro interior que agarran una superficie periférica interior de la pieza de trabajo, un dispositivo de introducción de la pieza de trabajo que mueve las pinzas de diámetro interior en una dirección axial de la pieza de trabajo, y un tope de introducción que se proyecta sobre una trayectoria de introducción de la pieza de trabajo. El procedimiento se caracteriza por el hecho de que comprende: tener las pinzas de diámetro interior agarrando la superficie periférica interior de la pieza de trabajo mientras la pieza de trabajo se apoya contra el tope de introducción; sacar el tope de introducción de la trayectoria de introducción de la pieza de trabajo; e introducir la pieza de trabajo en las pinzas de diámetro exterior moviendo las pinzas de diámetro interior en la dirección axial de la pieza de trabajo.
Esta invención también dispone una máquina de cierre para cerrar un extremo abierto de una pieza de trabajo tubular sosteniendo la pieza de trabajo en unas pinzas de diámetro exterior, girar las pinzas de diámetro exterior junto con la pieza de trabajo, y presionar una matriz contra la pieza de trabajo girando alrededor de un centro axial, que comprende unas pinzas de diámetro interior que agarran una superficie periférica interior de la pieza de trabajo, un dispositivo de introducción de la pieza de trabajo que mueve las pinzas de diámetro interior en una dirección axial de la pieza de trabajo, y un tope de introducción que se proyecta sobre una trayectoria de introducción de la pieza de trabajo, caracterizado por el hecho de que las pinzas de diámetro interior agarran la superficie periférica interior de la pieza de trabajo mientras que la pieza de trabajo se apoya contra el tope de introducción, el tope de introducción se saca de la ruta introducción de la pieza de trabajo, y la pieza de trabajo se introduce en las pinzas de diámetro exterior moviendo las pinzas de diámetro interior en la dirección axial de la pieza de trabajo.
De acuerdo con la presente invención, las pinzas de diámetro interior agarran la superficie periférica interior de la pieza de trabajo mientras que la pieza de trabajo se apoya contra el tope de introducción, y por lo tanto, las pinzas de diámetro interior pueden agarrar la pieza de trabajo de manera segura en una posición predeterminada.
Además, después de que las pinzas de diámetro interior han agarrado la superficie periférica interior de la pieza de trabajo, el dispositivo de introducción de la pieza de trabajo hace que la pieza de trabajo avance en la dirección axial de manera que la pieza de trabajo se introduce en las pinzas de diámetro exterior, y por lo tanto, las pinzas de diámetro exterior pueden agarrar la pieza de trabajo de manera segura en una posición predeterminada.
Aumentando la precisión posicional con la que las pinzas de diámetro exterior agarran la pieza de trabajo, la forma procesada de la pieza de trabajo puede mantenerse constante, y puede mejorarse la calidad.
Breve descripción de los dibujos La figura 1 es una vista lateral de una máquina de cierre, que ilustra una realización de esta invención.
La figura 2 es una vista en planta de la máquina de cierre.
La figura 3 es una vista frontal de la máquina de cierre. Las figuras 4A a 4H son vistas que muestran procesos de cierre.
La figura 5 es una vista lateral de la máquina de cierre.
La figura 6 es una vista en planta de la máquina de cierre.
La figura 7 es una vista frontal de la máquina de cierre.
La figura 8 es una vista en sección de unas pinzas de diámetro interior. Las figuras 9A a 9D son vistas que muestran un proceso de introducción de una pieza de trabajo.
Descripción de las realizaciones preferidas La presente invención se describirá ahora con mayor detalle con referencia a los dibujos adjuntos.
Las figuras 1 a 3 muestran la configuración general de una máquina de cierre 1. En las figuras 1 a 3, se establecen tres ejes ortogonales entre sí, a saber, X, Y, y Z. Se supone que el eje X se extiende en una dirección lateral sustancialmente horizontal, el eje Y se extiende en una dirección delantera-trasera sustancialmente horizontal, y el eje Z se extiende en una dirección sustancialmente vertical. Se describirá ahora la configuración general de la máquina de cierre 1.
En una parte central de la máquina de cierre 1 se disponen dos vástagos de las pinzas 20 que hacen girar una pieza de trabajo 9 alrededor de su centro axial, y un dispositivo de accionamiento de matriz única 40 que acciona una matriz 4. Los vástagos de las pinzas 20 realizan un movimiento alternativo en la dirección del eje X respecto a un pedestal 3 a través de un dispositivo de movimiento de los vástagos de las pinzas 30, que se describirá más adelante, moviéndose alternativamente de este modo hacia la parte central de la máquina de cierre 1 con el fin de llevar la pieza de trabajo 9 frente al troquel 4.
La máquina de cierre 1 realiza una operación de cierre para cerrar un extremo abierto de la pieza de trabajo 9 calentando la pieza de trabajo 9, que está constituida por un material de tubo metálico, utilizando un dispositivo de calentamiento de alta frecuencia 2, y presionando la matriz 4 contra la pieza de trabajo giratoria 9 de manera que la pieza de trabajo 9 se somete a una deformación plástica.
En la parte central de la máquina de cierre 1 se dispone un dispositivo de movimiento del tope de empuje 60 que se encuentra situado frente al vástago de las pinzas 20 para cerrar la pieza de trabajo 9 con el fin de sostener una parte extrema de la pieza de trabajo 9, y un dispositivo móvil central 50, que mueve una parte central 5 en el interior de la pieza de trabajo 9.
En la parte trasera izquierda y derecha de la máquina de trabajo 1 se disponen un par de transportadores 18 y un dispositivo de introducción de la pieza de trabajo 10, respectivamente. La pieza de trabajo 9 es transportada hacia adelante en la dirección del eje Y mediante cada uno de los transportadores... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de cierre para cerrar un extremo abierto de una pieza de trabajo tubular (9) sujetando la pieza de trabajo (9) mediante unas pinzas de diámetro exterior (7) , girando las pinzas de diámetro exterior (7) junto con la pieza de trabajo (9) , y presionando una matriz (4) contra la pieza de trabajo (9) girando alrededor de un centro axial, que comprende:
agarrar una superficie periférica interior de la pieza de trabajo (9) mediante unas pinzas de diámetro interior (8) ; y mover las pinzas de diámetro interior (8) mediante un dispositivo de introducción de la pieza de trabajo (10) a lo largo de una trayectoria de introducción que se extiende en una dirección axial de la pieza de trabajo (9) hacia una posición en la que las pinzas de diámetro exterior (7) sujetan la pieza de trabajo (9) ,
caracterizado por el hecho de colocar la pieza de trabajo (9) mediante un tope de introducción retráctil (12) que se proyecta sobre la trayectoria de introducción cuando las pinzas de diámetro interior (8) agarran la superficie periférica interior de la pieza de trabajo (9) ; y sacar el tope de introducción retráctil (12) de la trayectoria de introducción de la pieza de trabajo (9) cuando el dispositivo de introducción de la pieza de trabajo (10) mueve las pinzas de diámetro interior (8) hacia la posición en la cual las pinzas de diámetro exterior (7) sujetan la pieza de trabajo (9) .
2. Máquina de cierre (1) para cerrar un extremo abierto de una pieza de trabajo tubular (9) sujetando la pieza de trabajo (9) mediante unas pinzas de diámetro exterior (7) , girando las pinzas de diámetro exterior (7) junto con la pieza de trabajo (9) , y presionando una matriz (4) contra la pieza de trabajo (9) girando alrededor de un centro axial, que comprende:
unas pinzas de diámetro interior (8) que agarran una superficie periférica interior de la pieza de trabajo (9) ; y un dispositivo de introducción de la pieza de trabajo (10) que mueve las pinzas de diámetro interior (8) a lo largo de una trayectoria de introducción que se extiende en una dirección axial de la pieza de trabajo (9) hacia una posición en la que las pinzas de diámetro exterior (7) sujetan la pieza de trabajo (9) ;
caracterizada por
un tope de introducción retráctil (12) que posiciona la pieza de trabajo (9) proyectándose sobre la trayectoria de introducción cuando las pinzas de diámetro interior (8) agarran la superficie periférica interior de la pieza de trabajo (9) , y se retira de la trayectoria de introducción cuando el dispositivo de introducción de la pieza de trabajo (10) mueve las pinzas de diámetro interior (8) hacia la posición en la que las pinzas de diámetro exterior (7) sujetan la pieza de trabajo (9) .
3. Máquina de cierre (1) según la reivindicación 2, caracterizada por el hecho de que las pinzas de diámetro interior
(8) están configuradas para agarrar la superficie periférica interior de la pieza de trabajo (9) y el dispositivo de introducción de la pieza de trabajo (10) está configurado para mover la pieza de trabajo (9) para permitir que el tope de introducción (12) se retire de la trayectoria de introducción.
4. Máquina de cierre (1) según la reivindicación 2 o la reivindicación 3, caracterizada por el hecho de que el dispositivo de introducción de la pieza de trabajo (10) está configurado para mover las pinzas de diámetro interior (8) agarrando una superficie periférica interior de una pieza de trabajo pre-cerrada (9) a lo largo de la trayectoria de introducción hasta que una parte extrema de base de la pieza de trabajo pre-cerrada (9) queda en contacto contra una parte extrema de la punta de una pieza de trabajo cerrada (9) para empujar la pieza de trabajo cerrada (9) fuera de las pinzas de diámetro exterior (7) .
5. Máquina de cierre (1) según cualquiera de las reivindicaciones 2 a 4, caracterizada por el hecho de que el dispositivo de introducción de la pieza de trabajo (10) está configurado para mover las pinzas de diámetro interior (8) a una posición en el interior de las pinzas de diámetro exterior (7) , y las pinzas de diámetro interior (8) están configuradas para quedar en contacto con una parte extrema de la punta de una pieza de trabajo cerrada (9) de manera que la pieza de trabajo cerrada (9) es empujada hacia afuera de las pinzas de diámetro exterior (7) .
Patentes similares o relacionadas:
Método para la fabricación de un cuerpo moldeado metálico que presenta un buje, así como un dispositivo para realizar el método, del 26 de Febrero de 2020, de WF-MASCHINENBAU UND BLECHFORMTECHNIK GMBH & CO. KG: Método para la fabricación de un buje que presenta un cuerpo moldeado de metal, especialmente acero, que presenta una parte inferior […]
Procedimiento y dispositivo para la deformación incremental de una pieza de trabajo metálica, del 7 de Agosto de 2019, de Leifeld Metal Spinning AG: Procedimiento para la deformación incremental de una pieza de trabajo metálica, con - al menos un husillo en el que se sujeta la pieza de trabajo, […]
 Máquina de fluotorneado y procedimiento de conformación para la fabricación de una rueda, del 22 de Octubre de 2018, de Leifeld Metal Spinning AG: Máquina de fluotorneado para la fabricación de una rueda, especialmente de una rueda de vehículo , con una llanta , a partir de una pieza de trabajo , con
[…]
Máquina de fluotorneado y procedimiento de conformación para la fabricación de una rueda, del 22 de Octubre de 2018, de Leifeld Metal Spinning AG: Máquina de fluotorneado para la fabricación de una rueda, especialmente de una rueda de vehículo , con una llanta , a partir de una pieza de trabajo , con
[…]
Un disco de separación para un separador centrífugo y un método para la fabricación del disco de separación, del 17 de Octubre de 2018, de ALFA LAVAL CORPORATE AB: Un disco de separación para un separador centrífugo, siendo el disco de separación de material metálico y estando adaptado para ser comprimido en una […]
Proceso de conformación por rotación y aparato para fabricar artículos mediante conformación por rotación, del 3 de Enero de 2018, de CAMBRIDGE ENTERPRISE LIMITED: Un proceso de conformación por rotación para fabricar un artículo de una forma requerida a partir de una pieza de trabajo , teniendo la pieza de trabajo, […]
Elemento de tubería con superficie de apoyo, ranura y reborde y procedimientos y dispositivos para su fabricación, del 20 de Septiembre de 2017, de VICTAULIC COMPANY: Conjunto que comprende un elemento de tubería , una superficie de apoyo , un reborde y una ranura ; en donde • el elemento de tubería tiene […]
Máquina de conformación para presionar/laminar a presión y procedimiento para presionar/laminar a presión, del 26 de Abril de 2017, de Leifeld Metal Spinning AG: Máquina de conformación para presionar/laminar a presión una pieza de trabajo con una - bancada de máquina , - un cabezal portafresa […]
Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro así como elemento de conexión fabricado de este modo, del 15 de Marzo de 2017, de THYSSENKRUPP STEEL EUROPE AG: Procedimiento para la fabricación de un elemento de conexión para la transmisión de movimientos de giro para un árbol articulado, presentando […]