PORTAHERRAMIENTAS PARA DISCOS ABRASIVOS EN FORMA DE PLATO.
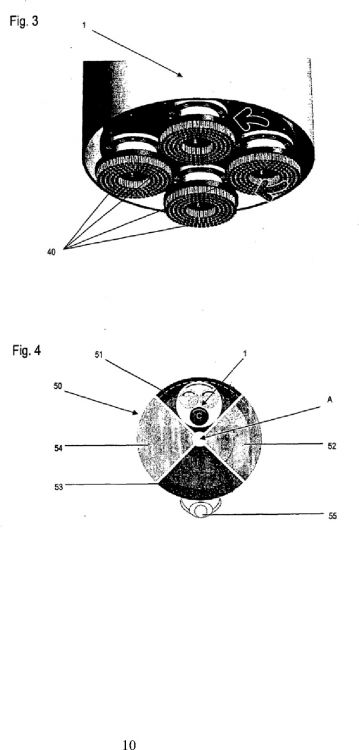
Portaherramientas con, como mínimo, dos husillos portaherramienta (2) dispuestos en el portahusillos (1) para el asiento de herramientas abrasivas (40),
estando dispuestos los husillos portaherramienta (2) accionados de modo rotativo sobre su eje (H) y accionados igualmente rotativos en forma excéntrica sobre un eje vertical (D) común del portaherramientas (1), caracterizado porque los husillos porta- herramienta (2) están dispuestos respecto del portaherramientas (1) en forma axial al eje vertical (D) ajustables individualmente en forma independiente uno del otro, entre una posición de trabajo y una posición de descanso
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2006/067723.
Solicitante: VOGEL, JOSEF.
Nacionalidad solicitante: Suiza.
Dirección: KREBSBARENHALDE 5 6048 HORW SUIZA.
Inventor/es: VOGEL, JOSEF.
Fecha de Publicación: .
Fecha Solicitud PCT: 24 de Octubre de 2006.
Clasificación Internacional de Patentes:
- B23Q39/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 39/00 Máquinas para trabajar el metal que incorporan una pluralidad de subconjuntos, siendo capaz cada uno de realizar una operación de trabajo (B23Q 33/00, B23P 23/00 tienen prioridad; si la operación es similar y el tipo de operación es esencial, ver la subclase apropiada para tal operación). › los subconjuntos son susceptibles de ser puestos en funcionamiento desde un solo puesto de trabajo.
- B24B27/00M
- B24B41/04 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 41/00 Elementos constitutivos de maquinas o dispositivos abrasivos tales como bastidores, bancos, cabezales, carros. › Cabezales; Arboles portamuelas; Características relacionadas con éstos.
- B24B7/00 B24B […] › Máquinas o dispositivos para trabajar con muela superficies planas de trabajo que incluyen el pulido de superficies planas de vidrio; Accesorios a este efecto (B24B 21/00 tiene prioridad; acabado de superficies de trabajo planas B24B 33/055).
Clasificación PCT:
- B23Q3/18 B23Q […] › B23Q 3/00 Dispositivos que permiten mantener, soportar o posicionar las piezas o las herramientas, pudiendo normalmente ser desmontados estos dispositivos de la máquina (mesas de trabajo u otras piezas, p. ej. platos, que no incorporan de forma habitual los medios para sujetar la pieza B23Q 1/00; control automático de la posición B23Q 15/00; cabezas portaherramientas rotativas para máquinas de tornear B23B 3/24, B23B 3/26; porta-herramientas sin accionamiento B23B 29/00; características generales de las torretas B23B 29/24; herramientas o útiles de banco para fijar, unir, desenganchar o mantener B25B). › para posicionarla solamente.
- B24B41/04 B24B 41/00 […] › Cabezales; Arboles portamuelas; Características relacionadas con éstos.
- B24B7/00 B24B […] › Máquinas o dispositivos para trabajar con muela superficies planas de trabajo que incluyen el pulido de superficies planas de vidrio; Accesorios a este efecto (B24B 21/00 tiene prioridad; acabado de superficies de trabajo planas B24B 33/055).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia.
Fragmento de la descripción:
La presente invención se refiere a un portaherramientas para discos abrasivos de forma de plato de conformidad con el preámbulo de la reivindicación 1, a un dispositivo de mecanizado de superficies (reivindicación 10), así como a un procedimiento para el mecanizado abrasivo de piezas (reivindicación 11). 5
En la técnica industrial de mecanización de superficies se usan, por ejemplo, discos abrasivos de forma de plato. Las herramientas de amolar de este tipo presentan un cuerpo de base de forma de plato que, por una parte aloja el medio abrasivo y, por otra parte, presenta un sistema de unión para ser conecta-do con el husillo de accionamiento del dispositivo de mecanización por arrastre de forma y de fuerza.
En este proceso, se usan como medio abrasivo, por ejemplo, láminas, cepillos, material no tejido y 10 tacos abrasivos unidos a la cara inferior del cuerpo de base. De conformidad con el campo de aplicación, para conseguir el resultado deseado de abrasión y/o de rebarbados usan los materiales más diversos.
Como husillos de accionamiento para el asiento y rotación de dichas herramientas se conocen husi-llos individuales que alojan, en cada caso, una sola herramienta. Para conseguir un aspecto de superficie rectificada uniforme, el husillo está diseñado, por regla general, como husillo excéntrico, es decir, el husillo 15 mismo es accionado rotando excéntricamente sobre un eje central de herramienta rotando al mismo tiempo. Por ejemplo, ello puede producirse por medio de un engranaje planetario, estando, entonces, definidas las relaciones de velocidad entre la velocidad de rotación del husillo y la rotación excéntrica por medio de la relación de dientes del engranaje planetario.
Por el documento EP0919332 se conoce, por ejemplo, un dispositivo de este tipo con un husillo, en 20 el que las velocidades de rotación pueden ajustarse en forma independiente mediante la disposición de dos motores de accionamiento.
En este tipo de accionamiento también pueden estar dispuestos varios husillos en un portahusillos común y, por lo tanto, aumentar la eficacia de mecanización mediante la aplicación simultánea de varias herramientas. En este caso, las herramientas se aplican en forma común y, consecuentemente, deben tam-25 bién tener dimensiones idénticas, lo que requiere herramientas fabricadas apropiadamente con precisión. En un cambio de herramientas, sea porque se desgastaron o para un cambio del tipo de herramientas, siempre deben recambiarse todas las herramientas al mismo tiempo. Por lo tanto, dicho sistema es particu-larmente apto para volúmenes de mecanización altos en grandes dispositivos de mecanización con, en lo posible, múltiples estaciones de mecanización de este tipo. 30
Por el documento US 2 948 087 se conoce un dispositivo para el picado de superficies de planchas litográficas.
El objetivo de la presente invención consistió en poner a disposición un portahusillos para el asiento de herramientas abrasivas de un tipo que con sólo poco tiempo muerto permite la mecanización de piezas por medio de herramientas abrasivas diferentes. 35
Dicho objetivo se consigue de conformidad con la invención mediante un husillo de accionamiento de las características de la reivindicación 1.
Otras formas de realización de conformidad con la invención resultan de las características de las demás reivindicaciones 2 a 9.
Debe tenerse en cuenta que, a continuación, se entienden bajo el concepto herramientas abrasivas 40 tanto las herramientas abrasivas como los discos abrasivos de forma de plato con elementos de láminas, material no tejido y cepillos y revestimientos duros como así también discos de pulir que se aplican para lijar, desbarbar y pulir piezas.
En el portaherramientas con, como mínimo, dos husillos portaherramienta dispuestos en el portahusi-llos para el asiento de herramientas abrasivas, estando dispuestos los husillos portaherramienta accionados 45 de modo rotativo sobre su eje y accionados igualmente rotativos en forma excéntrica sobre un eje vertical común del portaherramientas, de conformidad con la invención los husillos portaherramienta están dispues-tos respecto del portaherramientas de un modo axial al eje vertical, desplazables individualmente en forma independiente uno del otro. Por lo tanto es posible, conforme a la necesidad llevar uno, más de uno o todos los husillos portaherramienta a una posición de trabajo y, por lo tanto, mecanizar piezas de manera selectiva 50 por medio de una, más de una o todas las herramientas abrasivas. Es así que, por ejemplo, un portaherra-mientas puede estar equipado de varios husillos portaherramienta que, en cada caso, son equipados de diferentes herramientas abrasivas. Por lo tanto es posible, sin cambio de herramientas, realizar con el mis-mo portaherramientas diferentes procesos de mecanización conforme al número de husillos portaherramien-ta o el número de herramientas abrasivas diferentes. 55
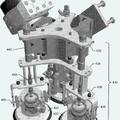
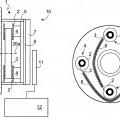
Por ejemplo, los husillos portaherramienta están montados sobre rodamientos en forma giratoria en un soporte, giratorio sobre un eje vertical dispuesto en el portaherramientas, y conectado a un accionamien-to. En este caso, el soporte está dotado, ventajosamente, de un accionamiento propio y, por lo tanto, es operado en forma independiente del accionamiento de los husillos portaherramienta. Por lo tanto, con el uso de motores eléctricos como accionamiento se ajustan, selectivamente, secuencias de mecanización espe-5 ciales por medio de un control numérico controlado por ordenador. Por lo tanto, junto con un control del movimiento relativo de las piezas respecto del eje del portaherramientas pueden ajustarse, virtualmente, cualesquiera procesos de mecanización. Por ejemplo, el husillo portaherramienta presenta dos cilindros huecos desplazables en forma axial, uno dentro del otro, en relación a su eje longitudinal, un cilindro princi-pal exterior y un cilindro de trabajo interior, estando ambos cilindros, en relación a su eje longitudinal, dis-10 puestos en forma antigiratoria uno respecto del otro. Por lo tanto, ambos cilindros pueden desplazarse uno contra el otro, preferentemente entre dos topes finales definidos. Por lo tanto, por ejemplo, puede accionar-se el cilindro principal exterior, transfiriendo el movimiento rotativo, ventajosamente, al cilindro de trabajo interior. En este caso, los topes finales definidos pueden estar dispuestos fijos en el portaherramientas o estar configurados como topes ajustables individualmente, que pueden posicionarse respecto del porta-15 herramientas respectivo de conformidad con las especificaciones de la herramienta abrasiva. Por ejemplo, por medio de un tope final inferior ajustable, que define la posición o el plano de mecanización de la herra-mienta abrasiva, pueden compensarse diferencias de altura y grosores de herramientas abrasivas. Por ejemplo, la unión resistente a la torsión, desplazable longitudinalmente entre el cilindro principal y el cilindro de trabajo, se produce por medio de un árbol de cuña a bolas. Una unión de este tipo permite propiedades 20 de marcha suave y estable y, entre ambos cilindros, una transmisión del momento de giro sin huelgo. Du-rante este proceso, el momento de giro es transmitido de manera uniforme por medio de filas de bolas dis-puestas paralelas al eje longitudinal de los dos cilindros, pudiendo producirse también una inversión del sentido de rotación. De este modo, las bolas son retenidas por medio de una jaula de bolas dispuesta entre ambos cilindros. De este modo, el árbol de cuña a bolas es realizado integrado directamente en las superfi-25 cies respectivas del cilindro principal y del cilindro de trabajo o bien como elemento separado conectado a dichos dos cilindros.
Se usa, por ejemplo, un árbol de cuña a bolas con, como mínimo, tres pares de pistas de rodadura. Ello resulta en una transmisión óptima y sin huelgo incluso de elevados momentos de giro a grandes veloci-dades de rotación. También un árbol de cuña a bolas de este tipo permite, virtualmente sin huelgo, una 30 inversión del sentido de rotación, en caso que ello fuese necesario.
Por ejemplo, entre los dos cilindros huecos está configurado, como mínimo, una cámara cilíndrica hermética conectada con un sistema hidráulico o neumático y en el cilindro principal y en el cilindro de tra-bajo se encuentra configurada en cada uno, como mínimo, una superficie activa opuesta una a la otra, pre-ferentemente en forma de superficies activas anulares extendidas en forma esencialmente perpendicular al 35 eje longitudinal del husillo portaherramienta. Por consiguiente, por ejemplo,...
Reivindicaciones:
1. Portaherramientas con, como mínimo, dos husillos portaherramienta (2) dispuestos en el por-tahusillos (1) para el asiento de herramientas abrasivas (40), estando dispuestos los husillos portaherra-mienta (2) accionados de modo rotativo sobre su eje (H) y accionados igualmente rotativos en forma ex-céntrica sobre un eje vertical (D) común del portaherramientas (1), caracterizado porque los husillos porta-5 herramienta (2) están dispuestos respecto del portaherramientas (1) en forma axial al eje vertical (D) ajusta-bles individualmente en forma independiente uno del otro, entre una posición de trabajo y una posición de descanso.
2. Portaherramientas según la reivindicación 1, caracterizado porque los husillos de herramienta (2) están montados sobre rodamientos en forma giratoria en un soporte (11) dispuesto giratorio en el porta-10 herramientas (1) sobre un eje vertical (D) y conectado a un accionamiento.
3. Portaherramientas según la reivindicación 1 ó 2, caracterizado porque el husillo portaherramienta (2) presenta dos cilindros huecos desplazables en forma axial, uno dentro del otro, en relación a su eje longitudinal (H), un cilindro principal exterior (21) y un cilindro de trabajo interior (23), estando ambos cilin-dros (21, 23), en relación a su eje longitudinal (H), dispuestos en forma antigiratoria uno respecto del otro. 15
4. Portaherramientas según la reivindicación 3, caracterizado porque la unión resistente a la tor-sión, desplazable longitudinalmente entre el cilindro principal (21) y el cilindro de trabajo (23), se produce por medio de un árbol de cuña a bolas (22).
5. Portaherramientas según la reivindicación 4, caracterizado porque se usa un árbol de cuña a bo-las (22) con, como mínimo, tres pares de pistas de rodadura. 20
6. Portaherramientas según una de las reivindicaciones 3 a 5, caracterizado porque entre los dos cilindros huecos (21, 23) está configurado, como mínimo, una cámara cilíndrica (16) hermética conectado con un sistema hidráulico o neumático y en el cilindro principal (21) y en el cilindro de trabajo (23) se en-cuentra configurada en cada uno, como mínimo, una superficie activa opuesta una a la otra, preferentemen-te en forma de superficies activas anulares, extendidas en forma esencialmente perpendicular al eje longitu-25 dinal (H) del husillo portaherramienta (2).
7. Portaherramientas según una de las reivindicaciones 3 a 6, caracterizado porque se encuentran configurados elementos de resorte para fijar el cilindro principal (23) respecto del cilindro principal (21) en su posición de descanso en contra de un tope de reposo.
8. Portaherramientas según una de las reivindicaciones 3 a 7, caracterizado porque en el extremo 30 inferior del cilindro de trabajo interior (23) están dispuestos elementos de unión para el asiento de una herramienta abrasiva (40).
9. Portaherramientas según la reivindicación 8, caracterizado porque dentro del cilindro de trabajo (23) se encuentra dispuesta, axialmente, una varilla de accionamiento (31) que está conectada, funcional-mente, con un mecanismo de enclavamiento de los elementos de unión del cilindro de trabajo (23). 35
10. Dispositivo de mecanización de superficies con, como mínimo, un portaherramientas según una de las reivindicaciones 1 a 9.
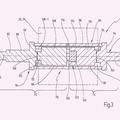
11. Procedimiento para la mecanización rectificadora de piezas con un portaherramientas (1) según una de las reivindicaciones 1 a 9, siendo las piezas a mecanizar dispuestas sobre una mesa de mecaniza-ción (50), caracterizado porque en una primera etapa de trabajo, el portaherramientas (1) es puesto en 40 contacto de trabajo con las piezas mediante, como mínimo, una primera herramienta de mecanización (40) descendida y, posteriormente, en una segunda etapa de trabajo, es puesto en contacto de trabajo con las piezas mediante, como mínimo, una segunda herramienta de mecanización (40) descendida.
12. Procedimiento según la reivindicación 11, caracterizado porque, como mínimo, tres diferentes herramientas de mecanización (40) se ponen en contacto de trabajo con las piezas en, como mínimo, tres 45 etapas de trabajo consecutivas.
Patentes similares o relacionadas:
Procedimiento y dispositivo de balanceo para un cuerpo rotatorio, del 4 de Marzo de 2020, de BALANCE SYSTEMS S.R.L.: Un dispositivo de balanceo , adecuado para ser asociado a una herramienta rotatoria que define un cuerpo rotatorio , que comprende: al menos un detector de desbalanceo […]
Dispositivo y método para transmitir y recibir señales ópticas alternas, del 14 de Agosto de 2019, de MARPOSS SOCIETA PER AZIONI: Dispositivo para transmitir y recibir señales ópticas alternas, que comprende: - una primera parte y una segunda parte aisladas eléctricamente entre sí; […]
 Dispositivo de amortiguación para un husillo de una máquina rectificadora así como máquina rectificadora con un dispositivo de amortiguación, del 3 de Octubre de 2018, de Schaudt Mikrosa GmbH: Máquina rectificadora sin punta , con una bancada de máquina , con un husillo de rectificación , que se puede acoplar con un accionamiento de husillo […]
Dispositivo de amortiguación para un husillo de una máquina rectificadora así como máquina rectificadora con un dispositivo de amortiguación, del 3 de Octubre de 2018, de Schaudt Mikrosa GmbH: Máquina rectificadora sin punta , con una bancada de máquina , con un husillo de rectificación , que se puede acoplar con un accionamiento de husillo […]
Mandril mejorado para calibrar, alisar o pulir materiales de piedra con cabezales abrasivos giratorios, del 11 de Abril de 2018, de Pedrini SpA ad Unico Socio: Mandril para calibrar, alisar o pulir materiales de piedra con cabezales abrasivos giratorios, que comprende: un manguito dentro del que un cuerpo del […]
Guía telescópica paralela, del 3 de Agosto de 2016, de Anton Schneider GmbH & Co KG: Guía telescópica paralela para un cajón o similar que se puede extraer de un cuerpo de mueble mediante guías telescópicas horizontales existentes […]
Máquina rectificadora sin centro, del 20 de Abril de 2016, de Schaudt Mikrosa GmbH: Máquina rectificadora sin centro , con una bancada de máquina , un husillo de rectificación , que se puede acoplar con un accionamiento […]
 Sistema que comprende un efector terminal robótico que incluye múltiples herramientas de abrasión y un método que utiliza el efector terminal robótico, del 28 de Diciembre de 2015, de THE BOEING COMPANY: Un método que comprende utilizar un efector terminal robótico para realizar la preparación de la superficie en una superficie de un componente […]
Sistema que comprende un efector terminal robótico que incluye múltiples herramientas de abrasión y un método que utiliza el efector terminal robótico, del 28 de Diciembre de 2015, de THE BOEING COMPANY: Un método que comprende utilizar un efector terminal robótico para realizar la preparación de la superficie en una superficie de un componente […]
 Dispositivo de equilibrado de cuerpos rotativos, del 11 de Noviembre de 2015, de BALANCE SYSTEMS S.R.L.: Dispositivo de equilibrado apropiado para colocarse integralmente en un cuerpo rotativo adecuado para ser colocado en rotación alrededor de […]
Dispositivo de equilibrado de cuerpos rotativos, del 11 de Noviembre de 2015, de BALANCE SYSTEMS S.R.L.: Dispositivo de equilibrado apropiado para colocarse integralmente en un cuerpo rotativo adecuado para ser colocado en rotación alrededor de […]